Министерство образования и науки Российской Федерации федеральное государственное автономное образовательное учреждение высшего образования
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ
ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Инженерная школа природных ресурсов (ИШПР)
Направление подготовки 18.04.01 Химическая технология топлива и газа
Отделение химической инженерии
МАГИСТЕРСКАЯ ДИССЕРТАЦИЯ
| Тема работы |
| Повышение эффективности работы оборудования в технологии сульфирования линейных алкилбензолов |
УДК 547.537:66.094.524.5
Студент
| Группа | ФИО | Подпись | Дата |
| 2ДМ6Б | Крутей Александр Андреевич |
Руководитель
| Должность | ФИО | Ученая степень, звание | Подпись | Дата |
| Доцент | Долганова Ирэна Олеговна | к.т.н. |
КОНСУЛЬТАНТЫ:
По разделу «Финансовый менеджмент, ресурсоэффективность и ресурсосбережение»
| Должность | ФИО | Ученая степень, звание | Подпись | Дата |
| Доцент | Криницына Зоя Васильевна | к.т.н. |
По разделу «Социальная ответственность»
| Должность | ФИО | Ученая степень, звание | Подпись | Дата |
| Доцент | Король Ирина Степановна | к.х.н. |
ДОПУСТИТЬ К ЗАЩИТЕ:
| Руководитель ООП | ФИО | Ученая степень, звание | Подпись | Дата |
| Доцент | Юрьев Егор Михайлович | к.т.н. |
Томск – 2018 г.
ПЛАНИРУЕМЫЕ РЕЗУЛЬТАТЫ ОБУЧЕНИЯ ПО ООП
| Код результата | Результат обучения |
| Профессиональные компетенции | |
| Р1 | Применять глубокие естественно-научные,
математические и инженерные знания для создания новых материалов |
| Р2 | Применять глубокие знания в области современных технологий химического производства для решения междисциплинарных инженерных задач |
| Р3 | Ставить и решать инновационные задачи инженерного анализа, связанные с созданием материалов и изделий, с
использованием системного анализа и моделирования объектов и процессов химической технологии |
| Р4 | Разрабатывать химико-технологические процессы, проектировать и использовать новое оборудование для создания материалов, конкурентоспособных на мировом
рынке |
| Р5 | Проводить теоретические и экспериментальные исследования в области создания новых материалов, современных химических технологий, нанотехнологий |
| Р6 | Внедрять, эксплуатировать современные высокотехнологичные линии автоматизированного
производства, обеспечивать их высокую эффективность, соблюдать правила охраны здоровья и безопасности труда на химическом производстве, выполнять требования по защите окружающей среды |
| Универсальные компетенции | |
| Р7 | Использовать глубокие знания по проектному |
| менеджменту для ведения инновационной инженерной
деятельности с учетом юридических аспектов защиты интеллектуальной собственности |
|
| Р8 | Активно владеть иностранным языком на уровне, позволяющем работать в иноязычной среде,
разрабатывать документацию, презентовать и защищать результаты инновационной инженерной деятельности |
| Р9 | Эффективно работать индивидуально, в качестве члена и руководителя группы, состоящей из специалистов различных направлений и квалификаций,
демонстрировать ответственность за результаты работы и готовность следовать корпоративной культуре организации |
| Р10 | Демонстрировать глубокие знания социальных, этических и культурных аспектов инновационной инженерной деятельности, компетентность в вопросах устойчивого
развития |
| Р11 | Самостоятельно учиться и непрерывно повышать квалификацию в течение всего периода профессиональной
деятельности |
Министерство образования и науки Российской Федерации федеральное государственное автономное образовательное учреждение высшего образования
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Инженерная школа природных ресурсов (ИШПР)
Направление подготовки (специальность) – 18.04.01 Химическая технология Отделение химической инженерии (НОЦ)
УТВЕРЖДАЮ:
Руководитель ООП
_________ _______ Юрьев Е.М. (Подпись) (Дата) (Ф.И.О.)
ЗАДАНИЕ
на выполнение выпускной квалификационной работы В форме:
| магистерской диссертации | |
| (
Студенту: |
бакалаврской работы, дипломного проекта/работы, магистерской диссертации) |
| Группа | ФИО |
| 2ДМ6Б | Крутею Александру Андреевичу |
Тема работы:
| Повышение эффективности работы оборудования в технологии сульфирования линейных алкилбензолов | |
| Утверждена приказом директора (дата, номер) | от 19.03.2018 №1881/с |
| Срок сдачи студентом выполненной работы: | 01.06.2018 |
ТЕХНИЧЕСКОЕ ЗАДАНИЕ:
| Исходные данные к работе (наименование объекта исследования или проектирования; производительность или нагрузка; режим работы (непрерывный, периодический, циклический и т. д.); вид сырья или материал изделия; требования к продукту, изделию | Объект исследования – реактор сульфирования линейных алкилбензолов серным ангидридом. Сырьем реактора является линейный алкилбензол и серный ангидрид, производительность реактора составляет 60 тыс. т/год;
Режим работы – непрерывный; |
| или процессу; особые требования к особенностям функционирования
(эксплуатации) объекта или изделия в плане безопасности эксплуатации, влияния на окружающую среду, энергозатратам; экономический анализ и т. д.). |
Реактор сульфирования предназначен для производства линейной алкилбензолсульфокислоты, являющейся компонентом в производстве синтетических моющих средств. | ||
| Перечень подлежащих исследованию, проектированию и разработке вопросов (аналитический обзор по литературным источникам с целью выяснения достижений мировой науки техники в рассматриваемой области; постановка задачи исследования, проектирования, конструирования; содержание процедуры исследования, проектирования, конструирования; обсуждение результатов выполненной работы; наименование дополнительных разделов, подлежащих разработке; заключение по работе). |
Заключение. Список публикаций. |
||
| Перечень графического
материала (с точным указанием обязательных чертежей) |
Технологическая схема получения ЛАБСК, реактор сульфирования, аналитические графики по экспериментальным данным, графики по результатам расчетов на модели | ||
| Консультанты по разделам выпускной квалификационной работы
(с указанием разделов) |
|||
| Раздел | Консультант | ||
| «Финансовый менеджмент, ресурсоэффективность и
ресурсосбережение» |
Криницына Зоя Васильевна, к.т.н., доцент | ||
| «Социальная ответственность» | Король Ирина Степановна, к.х.н., доцент | ||
| Названия разделов, которые должны быть написаны на русском и иностранном языках: | |||
1.3.2 Наиболее распространённые виды реакторов сульфирования 1.3.2.1 Реактор смешения 1.3.2.2 Реактор с вращающимся уплотненным слоем (RBM) 1.3.2.3 Пленочный реактор цилиндрического типа
1.4 Применение математических моделей для оптимизации процесса сульфирования |
sulphonation reactors 1.3.2.1 Mixing reactor
|
||
| Дата выдачи задания на выполнение выпускной квалификационной работы по линейному графику | 20.02.2018 |
Задание выдал руководитель:
| Должность | ФИО | Ученая
степень, звание |
Подпись | Дата |
| Доцент | Долганова Ирэна Олеговна | к.т.н. |
Задание принял к исполнению студент:
| Группа | ФИО | Подпись | Дата |
| 2ДМ6Б | Крутей Александр Андреевич |
ЗАДАНИЕ ДЛЯ РАЗДЕЛА
«ФИНАНСОВЫЙ МЕНЕДЖМЕНТ, РЕСУРСОЭФФЕКТИВНОСТЬ И
РЕСУРСОСБЕРЕЖЕНИЕ»
Студенту:
| Группа | ФИО |
| 2ДМ6Б | Крутей Александр Андреевич |
| Школа | Инженерная школа природных ресурсов | Отделение школы (НОЦ) | Отделение химической инженерии |
| Уровень образования | Магистр | Направление/специальность | 18.04.01 Химическая технология топлива
и газа |
| Исходные данные к разделу «Финансовый менеджмент, ресурсоэффективность и ресурсосбережение»: | |
| 1. Стоимость ресурсов научного исследования (НИ): материально-технических, энергетических,
финансовых, информационных и человеческих |
Работа с информацией, представленной в российских и иностранных научных публикациях, аналитических материалах, статических бюллетенях и изданиях, нормативно-правовых документах. |
| 2. Нормы и нормативы расходования ресурсов | |
| 3. Используемая система налогообложения, ставки налогов, отчислений, дисконтирования и кредитования | |
| Перечень вопросов, подлежащих исследованию, проектированию и разработке: | |
| 1. Оценка коммерческого потенциала, перспективности и альтернатив проведения научного исследования с позиции ресурсоэффективности и ресурсосбережения | Проведение предпроектного анализа. Определение целевого рынка и проведение его сегментирования. Анализ причин и следствия проблем, оценка коммерциализации проекта. |
| 2. Инициация научного проекта | Определение целей и ожиданий, требований проекта. Определение заинтересованных сторон и их ожиданий. |
| 3. Планирование процесса управления НТИ: структура и график проведения, бюджет, риски и организация закупок | Составление структуры работ и календарного плана проекта. Определение
бюджета НТИ |
| 4. Определение ресурсной, финансовой, экономической эффективности | Проведение сравнительной оценки экономической эффективности научного исследования. |
| Перечень графического материала (с точным указанием обязательных чертежей): | |
|
|
| Дата выдачи задания для раздела по линейному графику |
Задание выдал консультант:
| Должность | ФИО | Ученая степень, звание | Подпись | Дата |
| Доцент | Криницына Зоя Васильевна | к.т.н. |
Задание принял к исполнению студент:
| Группа | ФИО | Подпись | Дата |
| 2ДМ6Б | Крутей Александр Андреевич |
ЗАДАНИЕ ДЛЯ РАЗДЕЛА
«СОЦИАЛЬНАЯ ОТВЕТСТВЕННОСТЬ»
Студенту:
| Группа | ФИО |
| 2ДМ6Б | Крутей Александр Андреевич |
| Школа | Инженерная школа
природных ресурсов |
Отделение школы (НОЦ) | Отделение химической инженерии |
| Уровень образования | Магистр | Направление/специальность | 18.04.01
Химическая технология топлива и газа |
| Исходные данные к разделу «Социальная ответственность»: | |
| 1. Характеристика объекта исследования (вещество, материал, прибор, алгоритм, методика, рабочая зона) и области его применения | Объект исследования – технология. сульфирования линейного алкилбензола Рабочая зона – компьютерный класс, технологическая зона.
Методика исследования – моделирование технологии сульфирования линейного алкилбензола Область применения – нефтехимия. |
| Перечень вопросов, подлежащих исследованию, проектированию и разработке: | |
| 1. Производственная безопасность | 1.1. Анализ вредных и опасных факторов, которые может создать объект исследования. 1.2. Анализ вредных и опасных факторов, которые могут возникнуть на рабочем месте при проведении исследований.
1.3. Обоснование мероприятий по защите исследователя от действия опасных и вредных факторов. |
| 2. Экологическая безопасность: | 2.1. Анализ влияния объекта исследования на окружающую среду. |
| 2.2. Анализ влияния процесса исследования на окружающую среду.
2.3. Обоснование мероприятий по защите окружающей среды. |
|
| 3. Безопасность в чрезвычайных ситуациях: | 3.1. Анализ вероятных ЧС, которые может инициировать объект исследований.
3.2. Анализ вероятных ЧС, которые могут возникнуть на рабочем месте при проведении исследований. 3.3. Обоснование мероприятий по предотвращению ЧС и разработка порядка действия в случае возникновения ЧС. |
| 4. Правовые и
организационные вопросы обеспечения безопасности: |
4.1. Специальные (характерные для проектируемой рабочей зоны) правовые нормы трудового законодательства.
4.2. Организационные мероприятия при компоновке рабочей зоны. |
| Дата выдачи задания для раздела по линейному графику | 20.02.18 |
Задание выдал консультант:
| Должность | ФИО | Ученая
степень, звание |
Подпись | Дата |
| Доцент | Король Ирина Степановна | к.х.н. |
Задание принял к исполнению студент:
| Группа | ФИО | Подпись | Дата |
| 2ДМ6Б | Крутей Александр Андреевич |
РЕФЕРАТ
Выпускная квалификационная работа содержит 147 стр., 21 рис., 45 табл., 49 источника литературы, 7 прил.
Ключевые слова: сульфирование, алкилбензол, линейная алкилбензолсульфокислота, технологические параметры, серный ангидрид, математическая модель.
Объектом исследования является технология и реактор сульфирования линейных алкилбензолов серным ангидридом.
Цель работы – оптимизация процесса сульфирования ЛАБ серным ангидридом с применением математической модели.
В работе выполнен анализ производственных данных за период с октября 2016 г. по февраль 2017 г., представлены результаты расчетов термодинамических параметров побочных реакций, протекающих на стадиях дегидрирования, гидрирования и алкилирования и вносящих существенный вклад в характеристики сырья сульфирования, определены энергии Гиббса, энтальпии для побочных реакций, разработана математическая модель процесса сульфирования, создана компьютерная программа для моделирования процесса сульфирования.
Научно-исследовательская работа направлена на установление и изучение закономерностей, которые послужат основой для разработки рекомендаций по изменению технологических параметров процесса сульфирования ЛАБ серным ангидридом для повышения его эффективности в части качества алкилбензолсульфокислоты.
Степень внедрения: результаты исследований переданы для апробации на промышленную установку сульфирования.
Область применения – нефтехимия, бытовая химия.
Выпускная квалификационная работа выполнена в текстовом редакторе
Microsoft® Office Word 2016.
ОГЛАВЛЕНИЕ
Реферат ……………………………………………………………………………………………………….. 10
Определения, обозначения, сокращения, нормативные ссылки …………………….. 14
Введение ……………………………………………………………………………………………………… 15
- Обзор литературы …………………………………………………………………………………….. 16
- Физико-химические основы действия моющих ПАВ ……………………………. 17
- Классификация моющих поверхностно-активных веществ …………………… 20
- Промышленное производство СМС на основе анионных ПАВ …………….. 22
- Главные критерии выбора и особенности сульфирующих агентов ….. 23
- Наиболее распространённые виды реакторов сульфирования …………. 25
- Реактор смешения ……………………………………………………………………. 26
- Реактор с вращающимся уплотненным слоем (RBM) ……………….. 27
- Пленочный реактор цилиндрического типа ………………………………. 29
- Многотрубчатый реактор пленочного типа ………………………………. 30
- ТО-реактор ………………………………………………………………………………. 33
- Применение математических моделей для оптимизации процесса
сульфирования …………………………………………………………………………………………. 35 2 Объект и методы исследования …………………………………………………………………. 41
-
- Технологическая схема установки сульфирования линейных
алкилбензолов серным ангидридом ………………………………………………………….. 41
-
- Химизм процесса сульфирования ……………………………………………………….. 42 2.3 Механизм реакции сульфирования ……………………………………………………… 43
- Влияние технологических параметров и состава сырья на качество
получаемой линейной алкилбензолсульфокислоты …………………………………… 46
-
- Обработка и анализ технологических данных с установок …………………… 48
- Разработка математической модели процесса сульфирования ……………… 50
- Выявление закономерностей, используя программное обеспечение, и выработка на их основе рекомендаций по оптимизации процесса
сульфирования …………………………………………………………………………………………. 55
-
-
- Оценка адекватности математической модели ………………………………. 56 3.3.2 Установление связи между накоплением высоковязкого компонента и ростом давления на входе в реактор ……………………………………………………… 56
- Влияние нежелательных ароматических соединений на выход ЛАБСК
-
…………………………………………………………………………………………………………….. 63
-
-
- Изменение периода межпромывочных циклов из-за разного
-
количества ароматики в сырье ………………………………………………………………. 65
-
-
- Оптимальное мольное соотношение SO3/ЛАБ ………………………………. 66 3.3.6 Оптимальная подача серы на сжигание в зависимости от
-
концентрации ароматических соединений …………………………………………….. 69
- Финансовый менеджмент, ресурсоэффективность и ресурсосбережение ……. 46
- Предпроектный анализ ……………………………………………………………………….. 72
- Потенциальные потребители результатов исследования ……………….. 72
- Диаграмма Иcикавы ……………………………………………………………………… 73
- Оценка готовности проекта к коммерциализации ………………………….. 73 4.1.4 Методы коммерциализации результатов научно-технического
- Предпроектный анализ ……………………………………………………………………….. 72
исследования………………………………………………………………………………………… 75
-
- Инициация проекта …………………………………………………………………………….. 76
- Планирование управления научно-техническим проектом…………………… 79
- Иерархическая структура работ проекта ……………………………………….. 79
- Контрольные события проекта ……………………………………………………… 79
- План проекта ……………………………………………………………………………….. 80
- Бюджет научного исследования ……………………………………………………. 81
- Организационная структура проекта …………………………………………….. 85
- Матрица ответственности …………………………………………………………….. 86
- Реестр рисков проекта ………………………………………………………………….. 86
- Оценка сравнительной эффективности исследования ……………………. 87
- Социальная ответственность …………………………………………………………………….. 91 5.1 Производственная безопасность …………………………………………………………. 91
-
- Анализ вредных факторов при адаптации математической модели на
-
производстве ………………………………………………………………………………………… 91
-
-
- Анализ опасных факторов на рабочем месте …………………………………. 95
- Экологическая безопасность ……………………………………………………………… 100
- Безопасность в чрезвычайных ситуациях …………………………………………… 101
- Правовые и организационные вопросы обеспечения безопасности ……. 103
-
Заключение ……………………………………………………………………………………………….. 105
Список публикаций ……………………………………………………………………………………. 106
Список используемых источников ……………………………………………………………… 109
Приложение А …………………………………………………………………………………………… 114
Приложение Б ……………………………………………………………………………………………. 115
Приложение В ……………………………………………………………………………………………. 116
Приложение Г ……………………………………………………………………………………………. 119
Приложение Д ……………………………………………………………………………………………. 120
Приложение Е ……………………………………………………………………………………………. 121
Приложение Ж …………………………………………………………………………………………… 122 Определения, обозначения, сокращения, нормативные ссылки
Определения
В данной работе применимы следующие термины с соответствующими определениями:
Линейный алкилбензол (ЛАБ): Органическое соединение, углеводород ароматического ряда; бесцветная жидкость.
Линейный алкилбензолсульфокислота (ЛАБСК): смесь изомеров алкилбензолсульфокислот.
Сокращения
ЛАБСК – линейная алкилбензолсульфокислота;
СМС – синтетические моющие средства; ПАВ – поверхностно-активные вещества;
ВК – высоковязкий компонент.
Введение
На сегодняшний день мировое производство синтетических моющих средств (СМС) находится в стадии постоянного роста, который напрямую связан с увеличением спроса на рынке как со стороны различных отраслей промышленности, так и бытовым потреблением. В целом, объем мирового рынка поверхностно-активных веществ (ПАВ), которые являются основной составляющей всех СМС, в 2016 году был оценен порядка 30,9 млрд. долл., а к 2021 ожидается изменение этой цифры до 39,6 млрд. долл. [1].
В настоящее время наблюдается устойчивый рост производства ПАВ, приблизительно до 4,4% в год [1]. При этом большой популярностью пользуются синтетические моющие вещества на основе анионных поверхностно-активных веществ, которые получаются в реакциях сульфирования или сульфатирования. По крайней мере, в мире насчитывается порядка 800 работающих заводов по этим технологиям, их мощности колеблются от 3 до 50 тыс. т/год. Тем не менее, около 20% мирового производства (2,5 млн. т/год) сосредоточены в Соединенных Штатах, Западной Европе и Японии [2].
Линейная алкилбензолсульфокислота (ЛАБСК) является типичным представителем анионных ПАВ, полученной в результате сульфирования линейного алкилбензола (ЛАБ) серным ангидридом. Свое применение в качестве СМС она нашла еще в середине 60-ых годов, и повсеместно используется до сих пор [3]. Тем не менее промышленные мощности не успевают обеспечивать рынок достаточным количеством желаемого продукта. Поэтому уже сейчас существует дефицит ЛАБСК на отечественном рынке, который восполняется менее эффективными ПАВ или импортными, более дорогими аналогами.
Для повышения эффективности производства в первую очередь требуется выявить причину недостаточно высокой селективности процесса сульфирования. Для этого необходимо установить связь между конечным продуктом и постоянно меняющимся составом сырья, а также технологическими параметрами, затем выполнить термодинамический анализ побочных реакций на ранних этапах, по результатам которого можно сделать выводы об их возможном присутствии, вдобавок рассмотреть гидродинамику процесса сульфирования, чтобы показать какие изменения с ней происходят в ходе реакции и в период накопления высоковязкого компонента на стенках реактора, и в конечном итоге разработать математическую модель процесса сульфирования для оперативного регулирования управляющими параметрами.
Целью данной работы является оптимизация технологии сульфирования линейных алкилбензолов серным ангидридом с использованием математической модели процесса. Изучение закономерностей позволит выявить проблемы в производстве и выдать рекомендации по изменению технологических параметров процесса сульфирования для повышения эффективности технологии производства алкилбензолсульфокислоты.
В качестве экспериментальных данных использовались данные мониторинга реакторного блока цеха по производству алкилбензолсульфокислоты.
1 Обзор литературы
В настоящее время поверхностно-активные вещества (ПАВ) нашли широкое применение в самых разных секторах экономики для многочисленных целей. ПАВ – это химические соединения, которые, концентрируясь на поверхности раздела термодинамических фаз, вызывают снижение поверхностного натяжения. Часть ПАВ обладают моющими свойствами. Смеси таких ПАВ с вспомогательными компонентами и наполнителями, усиливающими моющие действия ПАВ, называются синтетическими моющими средствами (СМС).
1.1 Физико-химические основы действия моющих ПАВ
Действие синтетических моющих веществ является результатом сложных физико-химических процессов. Эти процессы определяются в первую очередь строением молекулы ПАВ.
Независимо от того, к какому классу принадлежит ПАВ, для него характерна дифильная ассиметричная молекула, состоящая из двух частей: полярной – гидрофильной, и неполярной – гидрофобной. Гидрофильная часть содержит в основном анионы, например, кислотные остатки (-SO3—, -OSO3—, -COO—), или многократно повторяющиеся звенья – полиоксиэтиленовые (СН2СН2О)n и некоторые другие [3]. Гидрофобная группа представляет в большинстве своем длинный углеводородный радикал – жирный или жирноароматический, состоящий из 10-18 углеводородных атомов.
Что касается механизма действия СМС, то современные представления о нем были разработаны академиком П.А. Ребиндером и его последователями [4]. Молекулы моющего вещества благодаря своей дифильности адсорбируются на частице загрязнения. Так как загрязнение имеет чаще всего жировой (неполярный) характер, то гидрофобные части молекул направлены в сторону загрязнения. За счет адсорбции на поверхности раздела фаз на поверхности – раствор молекулы моющего вещества резко уменьшают поверхностное натяжение, что ускоряет смачивание и проникновение раствора в зазор между частицами загрязнений и очищаемой поверхностью. Создание хорошо гидратированного адсорбционного слоя гарантирует возникновение расклинивающего давления, отрыв частиц загрязнения от поверхности и переход их в моющий раствор. Механизм моющего действия упрощенно показан на рисунке 1.
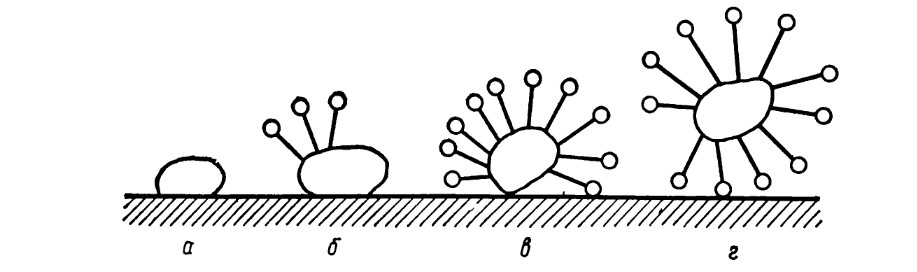
Рисунок 1 – Механизм действия моющих ПАВ
а – частица загрязнения на поверхности, б, в – адсорбция молекул моющего вещества на частице, г – частица, перешедшая в моющий раствор
Исходя из механизма действия моющих ПАВ можно выделить следующие специфические свойства данного класса веществ:
1) Смачивание. Под смачивающей способностью понимают вытеснение жидкой фазой какой-либо другой фазы из твердого тела или жидкости. Смачивание зависит от поверхностного натяжения: чем меньше натяжение, тем лучше протекает смачиваемость. Следовательно, наилучшими смачивающими свойствами должны обладать ПАВ с сильно разветвленной структурой, т.к. они наиболее эффективно снижают поверхностное натяжение. Смачивающая способность раствора моющего вещества оценивается по времени (τ, в сек.), за которое исследуемый образец, помещенный на поверхность раствора, погрузится в раствор. Зависимость τ от числа углеродных атомов nc в молекуле моющего вещества представлена ниже [3]:
n c………………………………………………………..11 12 13 14
τ, C………………………………………………………300 100 22 60
- Эмульгирование. Эмульгирующая способность ПАВ характеризуется их способностью переводить жидкие частицы загрязнений с поверхности загрязненного материала в состояние водных эмульсий. На эмульгирующую способность веществ большое влияние оказывает структура их молекул. Если рассматривать влияние гидрофильной части молекулы, то окажется, что при прочих равных условиях (длина гидрофобной части, расположение гидрофильной части в молекуле) эмульгирующая способность возрастает в следующем порядке:
-COOH < -OSO3H < -SO3H
Влияние гидрофобной группы сводится к тому, что с ее ростом эмульгирующие свойства достигают максимума (при числе углеродных атомов равном 12-13), после чего происходит незначительный рост, а в цепочках с диной более 22 углеродных атомов наблюдается снижение представленных свойств [3].
- Диспергирование. Диспергирующее действие ПАВ характеризуется их способностью раздроблять и переводить в водный раствор твердые частицы загрязнения в виде суспензии. Суспендирующая способность возрастает с ростом гидрофобной части. При этом проявляется защитное действие ПАВ, которые предотвращают агломерацию коллоидных частиц благодаря образованию на суспендированных частицах двойного электрического слоя.
- Способность удержания загрязнений. Она является очень важным показателем, т.к. предотвращает повторное осаждение удаленного загрязнения на очищаемой поверхности. Способность удерживать загрязнения повышается с удлинением гидрофобной части молекулы, и падает при переходе от сульфатов к сульфонатам. Наибольшей способностью удерживать загрязнения обладают неионогенные моющие вещества. Для улучшения данной способности к СМС добавляют разные вещества, в частности, карбоксиметилцеллюлозу.
- Пенообразование. Пенообразующая способность обусловлена ориентированной адсорбцией молекул ПАВ на границе его раствора и воздуха: за счет того, что воздух является неполярной средой, гидрофобные части молекул направлены в сторону воздуха, а гидрофильные в сторону раствора. Такая ориентированная адсорбция приводит к снижению поверхностного натяжения, и при диспергировании воздуха в водном растворе моющего вещества образуется обильная пена. Разветвление гидрофобной части молекулы моющего вещества ухудшает пенообразующие свойства.
- Биохимическая разлагаемость ПАВ. Биохимическая разлагаемость – это разложение органических веществ, входящих в СМС, под действием ферментов, производимых бактериями и другими микроорганизмами. Все поверхностно-активные вещества в отношении биохимического разложения подразделяются на три поколения [3]:
- I-ое поколение ПАВ – биоразлагаемые менее, чем на 80%. К ним относятся оксиэтилированные алкилфенолы, тетрапропилбензолсульфонат.
- II-ое поколение ПАВ – биоразлагаемы более, чем на 80%. К ним относятся линейные алкилбензолсульфонаты.
- III-е поколение ПАВ – соединения полностью биохимически разлагаемые до неорганических фрагментов (вода, диоксид углерода, сульфат натрия). К ним относятся сульфаты жирных спиртов, алкилсульфонаты, сульфаты оксиэтилированных спиртов и ɑ-олефинсульфонаты.
1.2 Классификация моющих поверхностно-активных веществ
Потенциально все моющие ПАВ разделяют на две большие группы:
ионогенные соединения, при растворении в воде диссоциируют на ионы, и неионогенные, которые на ионы не диссоциируют.
В зависимости от того какими ионами обуславливается активность ионогенных веществ – анионами или катионами, ионогенные вещества подразделяются на анионные, катионные, амфолитные. Амфолитные ПАВ содержат несколько функциональных групп и в зависимости от среды могут приобретать характер анионного или катионного поверхностно-активного вещества. В кислом растворе амфолитные соединения проявляют катионактивные свойства, а в щелочном – анионактивные свойства.
На текущий момент важнейшими типами моющих ПАВ всех четырех классов, находящих применение для производства СМС, являются следующие вещества, приведенные в таблице 1.
Таблица 1 – Представители важнейших типов ПАВ
| Название | Брутто-формула | |
| Анионные | ||
5)Алкилсульфонаты |
2) R–
3) 5) |
1) RC6H4SO3Na(R=C10–C14)
CH2–CH=CH–CH2SO3Na(R=C10–C14)
4) R–CH2–O–SO3Na(R=C11–C17)
|
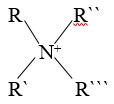
| Катио | нные | |
| Четвертичные аммониевые соединения |
|
|
| Н | еионог | енные |
| Оксиэтилированные спирты |  |
|
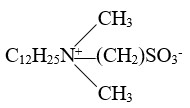
| А | мфолитные | |
| Сульфобетаины |
|
|
Среди поверхностно-активных веществ, которые выпускаются в настоящее время промышленностью и применяются в качестве синтетических моющих веществ, наибольшее распространение получили анионно-активные вещества – их производство составляет порядка 60% от производства всех синтетических моющих веществ [5].
1.3 Промышленное производство СМС на основе анионных ПАВ
Данный тип ПАВ производится ежегодно в мире в самом большом объеме, так на конец 2009 г. количество анионных ПАВ составило порядка
7 мл. т/г [6].
Как было написано ранее, анионная ПАВ состоит из гидрофобной части (как правило, молекула из 12-14 атомов углерода) и гидрофильной составляющей (в большинстве своем для придания необходимых свойств используют группу –SO32-). Ранее придание гидрофильной природы молекуле осуществлялось с помощью присоединения к ней фосфатной группы – РО33-, однако, учеными было доказано, что фосфаты крайне отрицательно влияют на здоровье человека, а также обладают ничтожной биоразлагаемостью [7].
Органические сульфаты и сульфонаты промышленно производятся путем взаимодействия органических соединений (алкилбензолов, жирных спиртов, высших оксиэтилированных спиртов, метиловых эфиров, альфаолефинов и т.д.) с чистым или разбавленным газообразным SO3. Реакция называется сульфатированием или сульфированием в зависимости от функциональной группы, созданной в продукте реакции: сульфаты R-O-SO3H или сульфонаты R-SO3H [8]. Кроме того, вторые являются гораздо более стабильными, нежели первые, что значительно упрощает их хранение и транспортировку до потребителя [9]. Обычно полученные после сульфирования и сульфатирования кислоты должны отправляться на стадию нейтрализации с целью получения соответствующих органических солей, которые уже и будут отправлены на рынок либо дальнейшее производство СМС. Однако, существуют и исключения, так, например, линейная алкилбензолсульфокислота
(ЛАБСК) может быть направлена на производство моющих средств, минуя стадию нейтрализации, что является, безусловно, важным достоинством рассматриваемого соединения.
В промышленном производстве анионных ПАВ часто встает вопрос о природе сульфирующего агента, который необходимо выбрать, а также о том, какой тип реактора будет наиболее эффективным в той или иной технологии сульфирования или сульфатирования.
1.3.1 Главные критерии выбора и особенности сульфирующих агентов
Подбор того или иного сульфирующего компонента связан со многими факторами. Одним из наиболее важных является необходимость получить конкретно какой-либо продукт и с требуемым качеством. Некоторые сульфирующие агенты имеют универсальный характер, в то время как другие используют лишь для получения определенных видов веществ. Широкое распространение в качестве сульфирующего агента получил серный ангидрид. Однако, SO3 представляет собой агрессивный электрофильный реагент, который с высокой скоростью вступает в взаимодействие с любым органическим соединением, содержащим группу донора электронов. Взаимодействие с серным ангидридом является сложной реакцией, потому что она протекает быстро и является сильно экзотермичной, высвобождая приблизительно 380 кДж/кг [9]. Исторически проблема высокой активности SO3 была решена путем к нему каких-либо веществ, с целью замедлить скорости реакции.
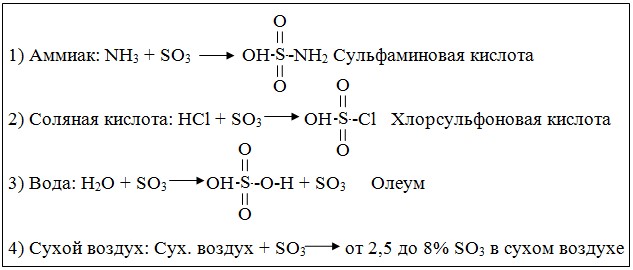
Рисунок 2 – Основные сульфирующие агенты
Вторым фактором, который учитывается при выборе агента сульфирования, являются требуемые производственные мощности. Так, сульфирование в присутствии смеси аммиака и серного ангидрида представляет собой периодический процесс, пригодный для производства в небольших количествах. Сульфирование смесью воздух/SO3 представляет крупнотоннажный непрерывный процесс, способный функционировать 24 часа в сутки. Процессы сульфирования хлорсульфоновой кислотой и олеумом могут работать как периодически, так и непрерывно. Кроме того, стоимость реагентов может оказать существенное влияние на выбор процесса сульфирования. Смесь воздух/SO3 имеет самую низкую цену за фунт SO3, в то время как, сульфаминовая кислота имеет самую высокую стоимость [9].
Кроме того, для крупномасштабного товарного производства процесс сульфирования с использованием смеси SO3/воздуха явно имеет целый ряд преимуществ, а именно [9]:
- Адаптируемость. Смесь SO3/воздух подходит для многих органических соединений, такие как алкилбензолы, первичные спирты, эфиры спиртов, ɑ-олефины с целью успешного преобразования в высококачественные сульфонаты/сульфаты активных моющих средств. Сульфирующие агенты, такие как серная кислота и олеум менее желательны, потому что годятся только для сульфирования алкилбензолов для преобразования в высококачественные алкилбензосульфокислоты.
- Безопасность. Концентрированная серная кислота, жидкий SO3, и олеум (20 или 65%) являются опасными реагентами, как при производстве и транспортировке, так и при хранении. Сера, либо в жидкой, либо в твердой форме, как начальный материал для получения SO3 является менее опасным вариантом.
- Доступность. Жидкий SO3, 65%-ый и 20%-й олеум и серная кислота не производятся во всех уголках мира. Даже если заводы по производству серной кислоты находятся в непосредственной близости, это не гарантирует своевременного наличия сырья на производстве, в отличии от серы, необходимой для SO3, которую можно получать, как отход от нефтехимического производства.
1.3.2 Наиболее распространённые виды реакторов сульфирования
Конструкция реактора, используемая в процессе сульфирования, должна соответствовать многим требованиям, которые появляются в зависимости от того, какой целевой необходимо получить. В первую очередь, при выборе типа реактора следует учитывать, что сульфирование газо-воздушной смесью органического реагента является быстрой реакцией. Парциальное давление SO3 в газовом потоке определяет движущую силу переноса SO3 из газовой фазы в жидкую и, следовательно, является одним из наиболее важных переменных в процессе. Скорость, при которой происходит истинная реакция с органическим соединением, колеблется в широких пределах. Так, например, ɑ-олефины подвергаются сульфированию намного быстрее, чем алкилбензолы с SO3. Стоит отметить, что современные технологии сульфирования подразумевают протекание реакции под низким давлением, однако с целью интенсификации процесса, предлагаются новые методики, в частности, сульфирование под высоким давлением через адсорбирование SO3 на поверхности активированного угля с образованием сконденсированной фазы CO2-SO3 [10]. Крайне важно, чтобы газ приходил в единый контакт с жидким реагентом как можно быстрее. Кроме того, интенсивное перемешивание в жидкой фазе должно поддерживаться в течение всей реакции таким образом, чтобы концентрация прореагировавших молекул на границе раздела фаз немедленно уменьшалась и другие непрореагировавшие молекулы выходили на поверхность раздела, чтобы вступать в реакцию с газом. Из-за того, что в ходе процесса сульфирования выделяется большое количество теплоты, его отвод должен быть очень быстрым, чтобы поддерживать оптимальную температуру в реакторе, которая влияет на неизменность определенного значения вязкости продукта процесса, а также для предотвращения локальных перегревов. В связи с этим на сегодняшний день в мире присутствует целый ряд реакторов сульфирования, которые значительно отличаются друг от друга с инженерной точки зрения.
1.3.2.1 Реактор смешения
Данный тип реакторов является самым ранним, который начал активно использовать в промышленности.
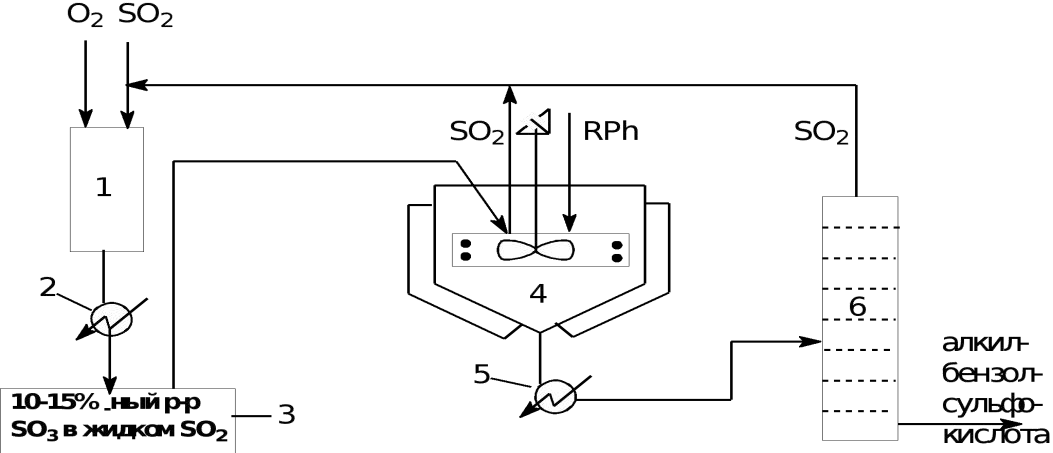
Рисунок 3 – Схема получения ЛАБСК в реакторе смешения
1 – блок окисления SO2 в SO3, 2 – холодильник, 3 – сборник, 4 – реактор,
5 – подогреватель, 6 – испаритель
Частичное окисление SO2 в SO3 осуществляется техническим кислородом в блоке 1. Продукты окисления после охлаждения и конденсации в холодильнике 2 собирают в сборнике 3 в виде 10-15%-ного раствора SO3 в жидком SO2. Серный ангидрид в жидком растворе SO2 подают на мешалку в центр тарелки реактора 4. Сюда же на мешалку направляется линейный алкилбензол. Реактор представляет собой охлаждаемый через рубашку сосуд, внутри которого расположена тарелка с бортиком (стакан), охлаждающими змеевиками и мешалкой. Частично прореагировавшая смесь стекает через бортик тарелки на охлаждаемую стенку корпуса аппарата. Здесь в падающей тонкой пленке жидкости реакция завершается, и большая часть SO2 удаляется через верх реактора. Жидкость, выходящая из нижней части реактора еще содержит 5-7% SO2, и для удаления последнего ее подогревают и направляют в вакуумный испаритель 5, после чего она стекает в сборник 7 и поступает на дальнейшую переработку. Газообразный SO2 возвращается в блок 1.
Данное производство ранее широко использовалось в США, однако, в настоящее время реакторы данного типа практически не встречаются [11].
1.3.2.2 Реактор с вращающимся уплотненным слоем (RBM)
Что касается рассматриваемого вида реактора, то он уже давно используется в промышленности, в частности для катионной полимеризации, дистилляции и т. д. Однако, в последнее время в некоторых научных работах была предложена идея использовать его в технологии сульфирования для получения синтетических моющих средств [12, 13]. Данный реактор
представляет из себя ротор, на который установлен закрытый корпус, внутри которого слой уплотняющих сеток, закрепленных на роторе. Принцип работы заключается в том, что на слой сеток подается поток сырья и жидкого серного ангидрида, который с помощью входного дозатора разбрызгиваются на маленькие капли, попадают на вращающиеся сетки, на поверхности которых и происходит реакция сульфирования. Затем капли образовавшегося вещества с остатками исходных реагентов просачиваются на следующий уровень сетки, где происходит коалесценция с очередными каплями, идет досульфирование непрореагировавших веществ. Благодаря этому а также лучшему смешению за счет вращения ротора происходит более интенсивное протекание реакции нежели в реакторах классического типа смешения, описанных выше. За счет центробежных сил, создаваемых ротором, полученный ПАВ отбрасывается к стенкам реактора, откуда происходит его удаление. Общая технологическая цепочка процесса представлена ниже [12]:
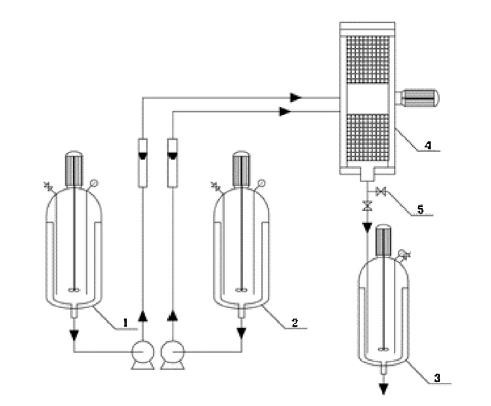
Рисунок 4 – Принципиальная схема экспериментальной установки для сульфирования алкилбензола
1, 2 – емкости для хранения алкилбензола и серного ангидрида, 3 – емкость для хранения готового продукта, 4 – RBM-реактор, 5 – место отбора проб
Несмотря на всю новизну данной идеи, выход ЛАБСК сразу после реактора находится лишь на уровне 60-70%, и достигает чуть более 88% лишь на стадии хранения за счет досульфирования ЛАБ растворенным в объеме продукта серным ангидридом, что безусловно является весомым недостатком и не гарантирует выход высококачественного продукта потребителю [12].
1.3.2.3 Пленочный реактор цилиндрического типа
Данный тип реактора разработан американской фирмой «Chemiton» специально для процесса сульфирования ЛАБ [14].
Принципиальная конструкция пленочного реактора приведена на рисунке 5. Он состоит из двух цилиндров, расположенных один в другом. Кольцевое пространство между этими цилиндрами, расстояние между стенками которых составляет 7,6-7,8 мм, и является реакционным пространством [14].
Насосом 50% ЛАБ подается в распределительную камеру наружного цилиндра, а 50%. — в распределительную камеру внутреннего цилиндра. Из распределительных камер ЛАБ через канавки-зазоры попадает в реакционное пространство, стекая тонкими пленками по внутренней стенке наружного цилиндра и внешней стенке внутреннего цилиндра.
Серный ангидрид поступает через верх реактора, проходит в кольцевое реакционное пространство, где мгновенно происходит сульфирование с образованием ЛАБСК, которая стекает в нижнюю часть пленочного реактора. Тепло реакции отводится охлаждающей водой, и циркулирующей через оболочки-рубашки на каждом цилиндре снизу-вверх. Дозировка ЛАБ должна быть постоянной и равномерно распределенной по реакционной поверхности цилиндров [14].
Большое значение для реакции имеет температура охлаждающей воды на входе в реактор, которая должна быть не выше 30°С. При температуре воды ниже 28°С слишком охлаждаются стенки реакционного пространства, повышается вязкость реакционной массы, что снижает глубину реакции и продукт может не соответствовать требованиям спецификации [14].
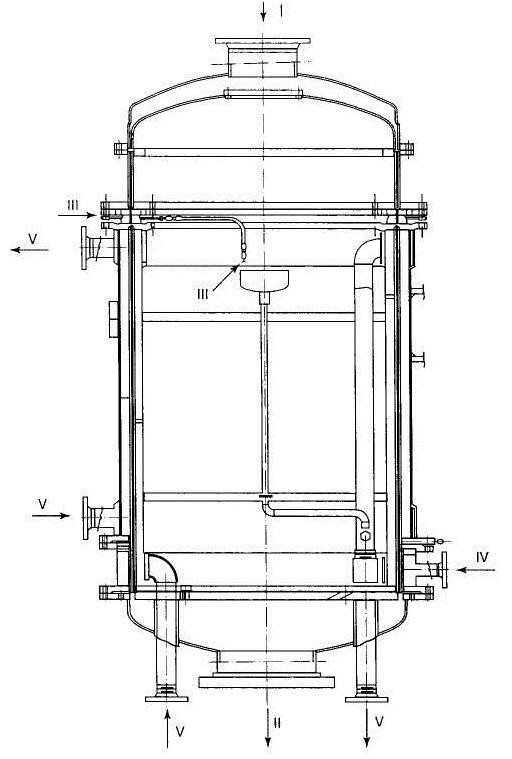
Рисунок 5 – Конструкция пленочного реактора цилиндрического типа. Потоки: I – газовая смесь SO3; II – продукт сульфирования; III – ЛАБ;
IV – рециркулят; V – охлаждающая вода.
1.3.2.4 Многотрубчатый реактор пленочного типа
На текущий момент данная конструкция считается самой инновационной и перспективной. Лидером среди производителей данного типа реакторов является итальянская фирма «Ballestra».
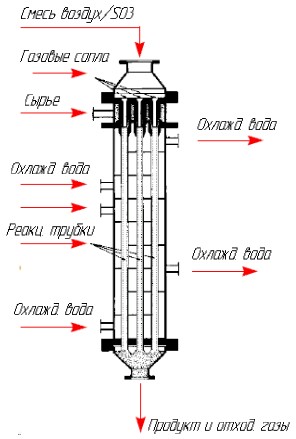
Рисунок 6 – Многотрубчатый реактор «Ballestra»
Конструкция реактора представлена на рисунке 6. Реактор состоит из вертикальных реакторных труб, расположенных как в кожухотрубном теплообменнике (25,4 мм. внутренний диаметр каждой из труб и 6 м. длина труб). Одна труба имеет пропускную способность примерно 40 кг/ч линейного алкилбензосульфокислоты (ЛАБС), и подача газа осуществляется со скоростью примерно 30 м/с [15]. Мощность такого реактора зависит от количества труб. Обычный пленочный реактор содержит в своей конструкции только одну трубу, в то время как большой производственный многотрубный пленочный реактор может состоять из 144 труб (мощность приблизительно 5,5 т/ч) [15]. Условия сульфирования в реакторе могут быть отрегулированы путем варьирования массового расхода исходного сырья (ЛАБ и триоксид серы). Также можно изменять температуру охлаждающей жидкости и мольное отношение триоксида серы к сырью (необходимо избегать пересульфирования, так как это приводит к чрезмерному выходу побочного продукта и ухудшению цветности) [16].
Большой популярностью уже пользуются трубчатые реактора фирмы «Mazzoni». Они схожи по строению ранее описанному реактору «Ballestra», но их отличительной особенностью является то, что у них имеется дополнительное сопло для ввода сухого воздуха после основного сопла газовоздушной смеси. Это стабилизирует перепад давлений, вызванный притоками нового SO3, и приближает режим движения газовой фазы к ламинарному для более равномерного сульфирования органического сырья [17].
Надо сказать, что конструкциям входных сопел многие инженеры уделяют особое внимание. Считается, что от правильного ввода газа будет зависеть весь дальнейший процесс сульфирования в реакторе. По этому направлению созданы не одни патенты, среди которых есть весьма интересные с технической точки зрения и заслуживающие внимания. Как например, патент RU 2165788 Биргера Дахля. Он акцентирует внимание, что при проектировании любого реактора сульфирования следует учитывать также форму прорезей, через которые подается органическое сырье. Это важно, дабы равномерно распределить пленку по стенкам труб. Дополнительно в патенте можно найти информацию о том, что расстояние между входным соплом для газо-воздушной смеси и реакционным пространством должно быть определенного значения, так как это непосредственно влияет на качество получаемой продукции [18].
Также многие конструкторы уделяют особое внимание форме реакционных трубок, по которым стекает пленка органического вещества. Так, некоторые авторы в своих статьях описывают возможность отойти от классической цилиндрической формы труб и заменить их на ребристые, как показано на рисунке 7 [17].
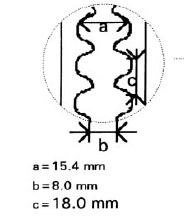
Рисунок 7 – Новое исполнение реакционных трубок реактора сульфирования
Однако стоит заметить, что данное исполнение не может считаться универсальным и оказывает положительный эффект на конечный продукт, лишь при определенных технологических режимах.
1.3.2.5 ТО-реактор
Данный вид реактора является экспериментальным, разработанный известным японским ученым-инженером И. Яманэ. Он работает на «Lion Fat and Oil Co., Ltd.» – лидера на японском рынке по производству бытовой химии и косметики. Автор делает упор на то, что одними из главных критериев успешности протекания целевой реакции внутри реактора является постоянный контроль за температурой реакции и постоянным количеством поступающего органического материала (здесь следует заметить, что у Яманэ рассматриваются несколько вариантов реакций сульфирования, где в качестве целевого продукта приводятся такие вещества, как ɑ-олефинсульфонаты (АОС), линейные алкилбензосульфонаты (ЛАБС), сульфоэтоксилаты) [19]. Принципиальным отличием данного типа реактора от пленочного является следующее:
- Внутри реактора создаются специальные условия для идеального «изотермического сульфирования». Для достижения «изотермического сульфирования», создается «инертный газовый поток», таким образом, что воздух подается между разбавленным SO3 и стекающим пленкой органическим соединением по стенке реактора. Это увеличивает доступ SO3 к пленке исходного вещества [14]. Схема движения газов внутри реактора представлена на рисунке 8.
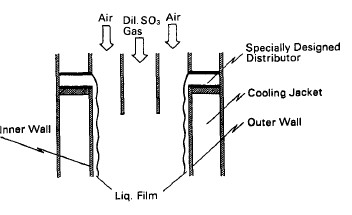
Рисунок 8 – Схема потоков в ТО-реакторе
- Еще одним техническим преимуществом является наличие специального устройства, которое распределяет органическую пленку однородной толщины на стенке реактора [19].
Результаты сульфирования и сульфатирования в ТО-реакторе по сравнению с пленочным реактором представлены в таблице 2 и имеют гораздо лучшие показатели.
Таблица 2 – Сравнение ТО-реактора с обычным пленочным реактором
| ПАВ | Тип реактора | Выход продукта, % | Цвет по Клетту |
| АОС (C16-C18) | ТО | 96,4 | 37 |
| Пленочный | 93,1 | 154 | |
| Сульфоэтоксилаты | ТО | 98,3 | 10 |
| Пленочный | 98,0 | 18 | |
| ЛАБСК | ТО | 98,7 | 12 |
| Пленочный | 98,0 | 26 |
Это обусловлено, в первую очередь, равномерностью протекания реакции, как считает ученый, которая не достигается в реакторе пленочного типа из-за чрезвычайно быстрой экзотермической реакции.
1.4 Применение математических моделей для оптимизации процесса сульфирования
На современном этапе развития можно констатировать то, что бесперебойное и постоянно поддерживаемое в плановом режиме функционирование любого крупного промышленного предприятия является крайне сложным и ответственным занятием. Поэтому крайне важно исключить или же, по крайней мере, минимизировать все негативные факторы, влияющие непосредственно на технологический режим работы той или иной установки на предприятии. С этой целью за контролем качества готовой продукции, а также непосредственно на самом этапе ее получения применяется целый ряд специального оборудования и программного обеспечения, разработанного специально для этих нужд.
Производство линейной алкилбензолсульфокислоты не является исключением. Сама технология данного вещества является довольно сложной и зависит от множества технологических параметров. Именно поэтому, практически, все компании-производители заинтересованы в выработке различного рода комплекса мер по предотвращению получения нетоварной продукции и своевременного реагирования для предотвращения такой ситуации. Одним из популярных и в то же время эффективным решением является способ математического моделирования всей технологической цепочки. Это создается с целью отработать в виртуальной реальности разного рода варианты развития событий, которые могут возникнуть на предприятии в зависимости от постоянного изменения исходного состава сырья (варьирование содержания нежелательных компонентов – ароматических углеводородов и изопарафинов), резкого изменения технологических параметров (температура, давление и т.д.) и других внешних возмущений, которым может быть подвержена моделируемая система.
Представляемая работа, как раз, и ставит перед собой цель по оптимизации технологии ЛАБСК в пленочном реакторе сульфирования путем разработки для этого специальной математической модели. В первую очередь это обусловлено тем, что вплоть до сегодняшнего дня не существовало в полной мере готового продукта, который можно было бы перевести в программное обеспечение для внедрения на подобного рода производстве. Поэтому перед началом разработки было бы разумно проанализировать, в первую очередь, уже ранее созданные по данной тематике работы, с целью выявить основные концепции, которые предлагали ученые для создания математической модели, а также ознакомиться с теми трудностями, с которыми они столкнулись.
Первые попытки были предприняты учеными Джонсоном и Кринесом в 1974, они предложили простую одномерную модель, включающую в себя следующие предположения [6]:
- отсутствие радиальных эффектов в жидкой пленке;
- мгновенная реакция в межфазе;
- отсутствие диффузии SO3 в жидкость;
- постоянная толщина пленки;
- постоянная температура охлаждающей жидкости;
- 20 параметров (химические и физические свойства) считались постоянными.
Позднее двумерные модели были предложены Дэвисом (1979) и Гутьерресом-Гонсалесом (1988). Их модели учитывали измененной толщины пленки с использованием баланса импульсов, описывали распределение температуры и концентрации по толщине пленки [6]. Однако эти модели включали некоторые ограничения, связанные с некоторыми конкретными настраиваемыми параметрами, что ограничивало применение модели, поскольку экспериментальные данные необходимы для каждого отдельного случая. Но они сделали предположение об отсутствии реакции в межфазе и предполагали, что она протекает только в объеме жидкой пленки. Их модели включают в себя кинетическое выражение, которые исключали возможность мгновенной реакции в межфазе.
Некоторое время спустя Таленс-Алессон (1999) и Аканкша (2007) предложили более универсальные двумерные модели [6]. Они включали уравнения с частными производными второго порядка с несколькими внутренними расчетами (например, итерация толщины пленки), что делало данные уравнения весьма сложными для решения. Различные виды численных методов были использованы для решения этих моделей. Однако, в конечном итоге, все сводилось к линеаризации уравнений с частными производными второго порядка как в продольной, так и в радиальной координатах. Это приводило к численным ошибкам, поскольку линеаризация включает в себя остаточную ошибку, согласно определению серии Тейлора [6]. Тем не менее дискретизация пленки в реакторе играет важную роль в расчетах массопереноса, потому что использование специальной распределительной сетки помогает уменьшить вычислительные усилия и гарантирует разумные результаты. На основе предложенных идей по делению пленки на сегменты были предприняты попытки по разработке разного рода компьютерных программ, которые бы позволили обсчитывать изменения толщины пленки с течением времени. Среди разработанных программ можно найти такие, как «Comsol Multiphysics Software», «gPROMS Platform» и др. Однако из-за специфики технологии – длины промышленных реакторов составляют порядка 3 м., а толщина пленки около 1 мм, поэтому соотношение между ними (z/y) составляет около 3000, что требует больших вычислительных мощностей и времени работы, поэтому данные программы не могут в полном объеме гарантировать адекватность полученных результатов [6].
Что касается самых последних исследований за прошедшие 10 лет, то был создан целый ряд интересных работ, которые, как в целом, симулировали процесс сульфирования, так и те, что моделировали отдельно работу реактора пленочного типа в газа-жидкостной среде. Каждые из представленных работ включали в себя тепловые, массовые балансы и уравнения сохранения импульса внутри системы реактора. Отличались лишь подходы в предлагаемых взглядах на их решение. Так, например, в работе, которую провела Н. Мендоса со своими коллегами, среда в реакторе моделируется как двумерная система с двумя координатами: z, соответствующий продольному направлению, и y – радиальному (Рис. 9) [6].
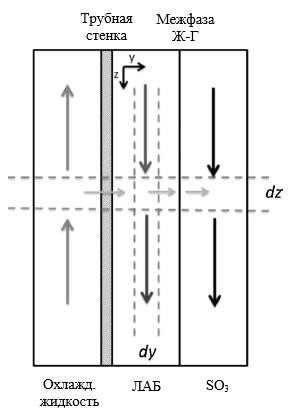
Рисунок 9 – Схема координат, используемых в модели
В данном случае тепловой баланс представлен следующим уравнением (1) и включает в себя связь свойств жидкости с гидродинамическими условиями системы.
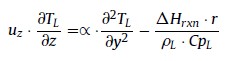
(1)
Температура в жидкой пленке контролируется системой охлаждения, эффект которой может учитываться в моделях по формуле (2).

(2)
Что же касается материального баланса, то межфазный массоперенос в основном происходит из-за разницы в концентрации компонента между двумя фазами. Этот градиент концентрации вызывает диффузионный перенос молекул из среды с более высокой концентрацией в среду с более низкой для достижения равновесия. Несколько факторов влияют на перенос газа и жидкости в пленочных реакторах. Среди них – условия эксплуатации, (такие как расход газа и жидкости), а также параметры конструкции реактора (такие как площадь поверхности и толщина падающей пленки). Как правило, модель должна включать в себя два взаимосвязанных уравнения (3,4), которые зависят от концентраций каждого из реагентов (ЛАБ и SO3) [6].
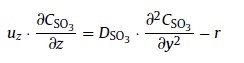
(3)
(4)
Стоит отметить, что переход ЛАБ в газовую фазу в конкретном случае не принимался.
Для жидкой пленки уравнение сохранения импульса можно выразить в следующем виде [6]:
![]()
(5)
Это позволяет рассчитывать толщину пленки (δ) вдоль реактора и его профили скорости. При это толщина пленки может быть рассчитана с использованием и другого уравнения [20]:
(6)
Используемое здесь число Рейнольдса может быть выражено как:
![]() (7)
(7)
где Γ – массовый расход ЛАБ.
Скорость стекания и толщина жидкой пленки являются двумя критическими факторами для определения жидкостной пленки. Они непосредственно влияют на гидродинамический режим работы реактора. При этом в реакторе может наблюдаться кроме типичных режимов движения жидкости – ламинарного и турбулентного, еще и специфический – волновой.
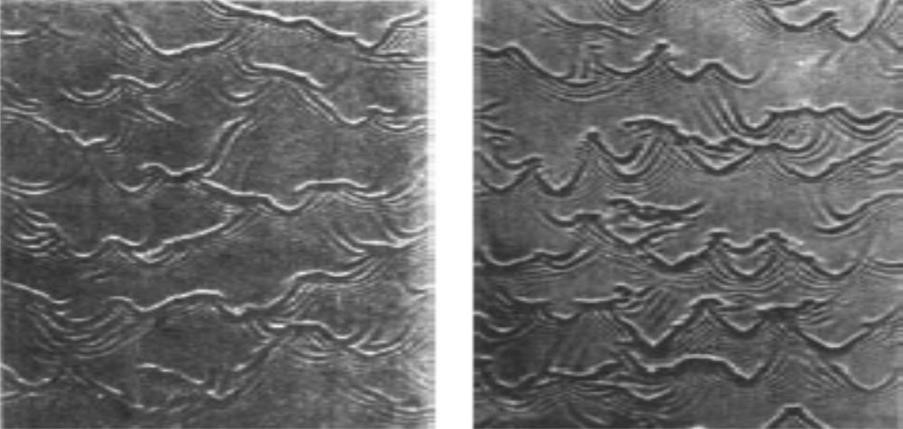
Рисунок 10 – Волновой режим работы пленочного реактора
Что же о представлении распределения профилей скоростей в ламинарных и турбулентных режимах, то их можно представить следующим образом [21]:
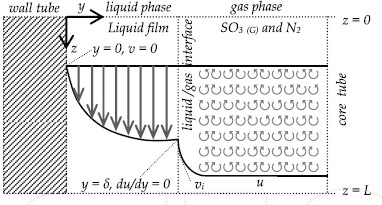
Рисунок 11 – Схематическое представление о профилях скоростей в ламинарных и турбулентных режимах как для жидкой, так и для газовой фазы
Из всего вышеописанного очевидно, что многие ученые предпринимали неоднократные усилия по созданию оптимальной математической модели, описывающей работу пленочного реактора. Стоит отметить, что во всех работах уделяется крайне малое внимание влиянию побочных соединений на изменение процесса сульфирования. Однако, это является немаловажным упущением с точки зрения понимания технологии ЛАБСК.
2 Объект и методы исследования
2.1 Технологическая схема установки сульфирования линейных алкилбензолов серным ангидридом
Технологическая схема блока сульфирования линейных алкилбензолов серным ангидридом, разработанная для процесса производства ЛАБСК, представлена в Приложении А.
Осушенный от влаги воздух поступает в печь для сжигания серы. Жидкая сера подается туда же из емкости Е-609. Газовая смесь, содержащая SO2, из печи подается в теплообменник типа «труба в трубе» Е-2113, в котором охлаждается до 420-450 °С воздухом. Газовая смесь, охлажденная до 420-450 °С, направляется в конвертор С-2111 для окисления SO2 до SO3. После третьей ступени конверсии газовый поток поступает в теплообменник Е-2114 (Е-2115), где охлаждается до 220°С воздухом. Предварительно охлажденный поток газа далее поступает в холодильник Е-2115 на окончательное охлаждение до температуры 40 °С [22].
Процесс сульфирования ЛАБ производится в специальном пленочном реакторе. Сырье (ЛАБ) подается в дозировочный сосуд V-2211. Из дозировочной емкости ЛАБ подается на распределительные кольца пленочного реактора R-2211. Серный ангидрид поступает через верх реактора, проходит в кольцевое реакционное пространство, где мгновенно происходит сульфирование с образованием ЛАБСК, которая стекает в нижнюю часть пленочного реактора. Тепло реакции отводится охлаждающей водой.
Из сборной камеры реактора продукт реакции отводится в циклон СУ2211, в котором производится сепарация газовой и жидкой сред. Перед циклоном установлен предварительный сепаратор SE-2212, где происходит отделение ЛАБСК из газового потока в нижней части циклона. Газовая фаза из циклона удаляется в отделение адсорбции, а жидкая фаза откачивается и разбивается на два потока. Первый из них подается в пластинчатый теплообменник Е-2211. Второй поток ЛАБСК отправляется на стабилизацию в последовательно соединенные емкости V-2212-2215, проходя через которые, она стабилизируется. Далее кислота попадает в мешалку SM-2211, в которой происходит гидролиз ангидридов сульфоновой кислоты. Деминерализованная вода подается в мешалку. После прохождения гидролиза качество ЛАБСК проверяется лабораторией, после чего она направляется на хранение как готовый к отгрузке продукт, либо на изготовление натриевой соли ЛАБ.
Целевым продуктом является ЛАБСК. К ней, как и к любым веществам, применяются технические требования (Приложение Б) [23].
2.2 Химизм процесса сульфирования
Получение ЛАБСК заключается в сульфировании ЛАБ триоксидом серы
[22]:
R-C6H5 + SO3 → R-C6H4-SO3-H
Наряду с основной реакцией протекает ряд побочных реакций. С образованием ангидрида сульфоновой кислоты, пиросульфоновой кислоты, сульфонов:
2R-C6H4-SO3-H + 3SO3 → R-C6H4-SO2-O-SO2-C4H6-R + H2SO4 ангидрид сульфоновой кислоты
R-C6H5 + 2SO3 → R-C6H4-SO2-O-SO3H пиросульфоновая кислота R-C6H4-SO2-C4H6-R – сульфоны.
В процессе образования сульфоновой кислоты вышеуказанные соединения, кроме сульфонов, разлагаются или реагируют непосредственно с остаточным ЛАБ, или при перемешивании гидролизуются водой по следующим реакциям:
R-C6H4-SO2-O-SO3H + R-C6H5 → 2R-C6H4-SO3-H
пиросульфоновая кислота
R-C6H4-SO2-O- SO2-C4H6-R + H2O → 2R-C6H4-SO3-H ангидрид сульфоновой кислоты
2.3 Механизм реакции сульфирования
Существуют разные гипотезы о протекании реакции сульфирования.
Одна из них заключается в следующем:
- Сульфирование является типичной реакцией электрофильного замещения и подчиняется всем закономерностям, характерным для этого типа реакций [24].
Механизм первой стадии сульфирования ароматических углеводородов серным ангидридом состоит в электрофильной атаке атома углерода молекулой триоксида серы через промежуточное образование σ- и πкомплексов:

Реакция имеет первый порядок по ароматическому соединению и триоксида серы и протекает практически моментально. Скорость реакции зависит от диффузионных факторов и, в значительной степени, от интенсивности перемешивания и отвода большого количества выделяющегося тепла [25].
- Наибольшее распространение о протекании реакции сульфирования получила гипотеза, которая отражена на рисунках 10 и 11. Считается, что сульфирование начинается с реакции взаимодействия SO3 с линейным алкилбензолом (ЛАБ) с образованием линейных алкилбензолсульфокислот (ЛАБСК) и пиросульфокислот, как промежуточных соединений (рисунок 12). На этом этапе, пиросульфоновая кислота реагирует с ЛАБ (1) для получения 2х моль эквивалентной ЛАБСК (6), как показано на рисунке 13. Один из этих мольных эквивалентов можно рассматривать как замену одного потребляемого на первом этапе, а другой может рассматриваться как вклад в увеличение конверсии [15,16].
Известными побочными реакциями являются образование сульфона (обычно рассматриваемого в качестве инертного побочного продукта), ангидрида сульфоновой кислоты и серной кислоты.
Пиросульфоновая кислота и ангидрид сульфоновой кислоты, как промежуточные продукты, в дальнейшем вступают в реакцию с ЛАБ или водой для получения целевого продукта – сульфоновой кислоты [26].
+
+
0
R
R
SO
3
R
R
R
R
SO
3
SO
3
SO
3
H
SO
2
O
SO
2
O
H
σ
—
комплекс
Пиро
—
σ
—
комплекс
π
—
комплекс
Пиросульфокислота
SO
3
Сульфокислота
SO3H SO2SO3H
Рисунок 12 – Первичная реакция взаимодействия ЛАБ с SO3
Предложенное промежуточное
переходное состояние
Рисунок 13 – Основная реакция: пиросульфоновая кислота выступает в качестве сульфирующего агента
Очевидно, что знание механизма протекания целевой реакции позволит предотвратить протекание побочных сопутствующих реакций, путем изменения внешних параметров (температура, мольное соотношение и т.д.)
3 Влияние технологических параметров и состава сырья на качество получаемой линейной алкилбензолсульфокислоты
Так как блок сульфирования является лишь замыкающим в технологии получении ЛАБСК, ему предшествуют стадии предфракционирования, гидрирования-дегидрирования, алкилирования, то при оптимизации технологии линейной алкилбензолсульфокислоты важно установить количественные закономерности изменения селективности процессов гидрированиядегидрирования, алкилирования и сульфирования при изменении состава перерабатываемого сырья на каждой стадии комплексного производства.
Известно, что на стадии адсорбции из адсорбера выходит денормализат (компонент дизельного топлива) и выделенные н-парафины, содержащие некоторое количество изопарафинов и ароматических углеводородов, которые должны затем быть удалены на блоке олеумной очистки процесса. Кроме того, следует учитывать, что со временем происходит насыщение большей части адсорбента, и адсорбируемый компонент (н-парафины) начинает в меньшей степени адсорбироваться на поверхности цеолита и, следовательно, происходит повышение его концентрации в газовом потоке на выходе из аппарата. Таким образом, даже после олеумной очистки количество ароматических и изопарафинов может быть выше допустимой нормы.
В процессе дегидрирования изопарафины превращаются в изоолефины и далее в изодиолефины. Дальнейшее превращение изодиолефинов идет по пути образования алкилароматических соединений по диеновому синтезу и поликонденсации с образованием коксогенных структур.
Алкилароматические углеводороды с разветвленной цепью могут расщепляться с образованием легких углеводородов и алкилароматических с одним метильным радикалом.
В результате этих реакций образуются побочные продукты, которые при поступлении в блок алкилирования вызывают образование высоковязких продуктов – дифенилалканов и гомологов индана с тетралином, которые вместе с линейным алкилбензолом отправляются на стадию сульфирования. В свою очередь, в реакторе сульфирования накапливаются вязкие компоненты, препятствующие диффузии серного ангидрида в пленку ЛАБ, снижая его конверсию, поэтому присутствие вязких компонентов в составе ЛАБ крайне нежелательно.
В связи с этим необходимо подбирать оптимальные технологические параметры проведения процесса сульфирования, такие как время контакта, расход серы на стадии окисления в SO2 и далее в SO3, мольное соотношение SO3/ЛАБ и проч., обеспечивающие сохранение высокого качества производимой продукции – АБСК (содержание основного вещества не менее 96 % и, соответственно, минимальное содержание несульфируемого остатка).
Однако следует учитывать, что при увеличении расхода серы до значения выше оптимального увеличивается концентрация серной кислоты в системе, что приводит к ухудшению качества ЛАБСК и повышенной коррозии оборудования. В случае недостаточно высокого расхода серы мала доля основного вещества и высока концентрация несульфируемого остатка.
Кроме того, при сульфировании наблюдаются следующие закономерности: значительное влияние на качество ЛАБСК (кислоты) оказывает состав ЛАБ. Если преобладает С12-компонент, то сульфирование проходит более равномерно. Если преобладают более легкие компоненты, то сульфирование протекает быстрее. Если преобладают более тяжелые, то ЛАБ сульфируется медленнее и, соответственно, время контакта должно быть больше. Если в ЛАБ присутствуют непредельная связь в алкильном заместителе, то это снижает качество ЛАБСК (особенно значительно влияет на цветность).
С этой целью были выполнены численные и экспериментальные исследования:
- Анализ экспериментальных данных с промышленных установок с выявлением закономерностей совместной работы блоков технологической схемы производства ЛАБСК.
- Разработка математической модели процесса сульфирования и специального программного обеспечения.
- Выявление закономерностей, используя разработанную математическую модель, и выработка на их основе рекомендаций по оптимизации процесса сульфирования.
3.1 Обработка и анализ технологических данных с установок
Анализ сырья (в работе был проанализирован временной интервал с октября 20176 г. по середину февраля 2017 г.), которое приходит на блок гидрирования-дегидрирования, показал, что количество ароматических соединений и изопарафинов возрастало именно в предрегенерационных периодах установки предфракционирования и превышало установленную регламентом норму – 0,5 % мас. (табл. 3).
Таблица 3 – Концентрация ароматических соединений в сырье гидрирования-
дегидрирования после установки предфракционирования
| Дата | Мас. доля ароматики в десорбате, % мас. | Мас. доля ароматики во
фракции С10-С12, % мас. |
Мас. доля ароматики во фракции С13, % мас. |
| 03.10 | 0,8 | 0,59 | 0,61 |
| 13.10 | 0,69 | 0,6 | 0,67 |
| 23.10 | 0,68 | 0,58 | 0,66 |
| 01.11 | 0,66 | 0,54 | 0,63 |
| 11.11 | 0,86 | 0,76 | 0,82 |
| 21.11 | 0,56 | 0,48 | 0,52 |
| 01.12 | 0,65 | 0,62 | 0,65 |
| 10.12 | 0,68 | 0,57 | 0,69 |
| 20.12 | 0,76 | 0,68 | 0,75 |
| 30.12 | 0,54 | 0,49 | 0,58 |
| 07.01 | 0,64 | 0,57 | 0,61 |
| 17.01 | 0,73 | 0,62 | 0,72 |
| 25.01 | 0,75 | 0,71 | 0,79 |
| 02.02 | 0,60 | 0,51 | 0,59 |
| 09.02 | 0,73 | 0,64 | 0,67 |
| 17.02 | 0,91 | 0,84 | 0,88 |
Очевидно, что повышенное содержание ароматических соединений оказывает влияние на последующие стадии дегидрирования, гидрирования и алкилирования, так как может вызывать ряд побочных реакций согласно литературным источникам [14]. Данное предположение подтверждается с помощью экспериментальных данных с предприятия, которые по целому ряду признаков характеризуют ухудшение качества целевого продукта. Так, например, повышается бромный индекс ЛАБ, характеризующий степень непредельности смеси соединений. Наличие непредельных связей в ЛАБ на этапе сульфирования способствует образованию побочных продуктов, которые формируют несульфируемый компонент. Причем превышение содержания несульфируемого остатка порогового значения в 2% масс. в объеме получаемой алкилбензолсульфокислоты ухудшает ее качество до категории второсортной продукции класса «Б». Кроме того, несмотря на то, что цвет АБСК не является основным показателем коммерциализации, однако на него обращают также пристальное внимание.
Для рассматриваемого периода, когда сырье характеризовалось повышенным содержанием ароматических соединений, значения бромного индекса ЛАБ и доли несульфированных соединений в АБСК представлены в таблице 4.
Таблица 4 – Анализ характеристик ЛАБ/ЛАБСК
| Дата | Бромный индекс ЛАБ, мг/100г | Масс. доля несульфируемых соединений в
АБСК, % масс. |
| 03.10.2016 | 4,0 | 1,7 |
| 13.10.2016 | 4,0 | 1,7 |
| 23.10.2016 | 4,0 | 1,6 |
| 01.11.2016 | 4,0 | 1,8 |
| 11.11.2016 | 5,0 | 1,9 |
| 21.11.2016 | 5,0 | 1,8 |
| 01.12.2016 | 4,0 | 1,6 |
| 10.12.2016 | 2,0 | 1,8 |
| 20.12.2016 | 4,0 | 1,7 |
| 30.12.2016 | 4,0 | 1,9 |
| 07.01.2017 | 4,0 | 1,7 |
| 17.01.2017 | 2,0 | 1,7 |
| 25.01.2017 | 3,0 | 1,7 |
| 09.02.2017 | 4,0 | 1,9 |
| 17.02.2017 | 4,0 | 1,9 |
Анализируя данные из таблицы, видно, что полученные значения выше тех, которые установлены технологическим регламентом (бромный индекс – 23, а доля несульфируемого хоть и не превышает установленной границы в 2 %, но выше рекомендованного значения в 1,5%), следовательно, можно констатировать, что снижение избирательности работы цеолитов на Парекс и, как результат, приход с н-парафинами ароматических соединений и изопарафинов непосредственно влияют на ухудшение состава готовой алкилбензолсульфкислоты, так как возрастает доля несульфируемого остатка
3.2 Разработка математической модели процесса сульфирования
С применением методов квантовой химии (расчеты проводились в программе Gaussian, в качестве расчетного был выбран метод DFT, который основан на теории функционала плотности, учитывающий тот факт, что электроны в молекуле могут отталкиваться друг от друга в результате взаимодействия [27]) были выполнены расчеты по определению термодинамической вероятности протекания целевых и побочных реакций на стадии сульфирования.
Таблица 5 – Термодинамические характеристики реакций процесса сульфирования ЛАБ (при Т – 308 K, P – 0.04 МПа)
| № | Реакция | ΔG, кДж/моль | ΔH, кДж/моль |
| 1 | ЛАБ+SO3 →АБСК | -233,3 | -209,8 |
| 2 | АБСК+ЛАБ ↔сульфон +H2О | -1,3 | — 227,6 |
| 3 | 2АБСК+ SO3→ангидрид АБСК+ H2SO4 | -47,7 | — 162,9 |
| 4 | ЛАБ+2SO3 → ПСК | -92,6 | -181,2 |
| 5 | ПСК+ЛАБ → 2 АБСК | -37,1 | -140,7 |
| 6 | ангидрид АБСК + H2О→2АБСК | -191,5 | -153,2 |
| 7 | ЛАБ+SO3 →эфир+ H2О | -34,8 | -161,9 |
| 8 | эфир+ H2О→спирт | -92,6 | -186,5 |
| 9 | ЛАБнепр+SO3 →СК | -274,5 | -197,8 |
| 10 | ЛАБнепр+SO3 →сультон | -253,1 | -168,9 |
АБСК – алкилбензосульфокислота; ПСК – пиросульфоновая кислота;
ЛАБнепр – непредельный ЛАБ; СК-кислота, образовавшаяся при сульфировании
ЛАБнепр в боковую цепь.
Здесь принята следующая структура молекул:
R – С6Н4 — SO3H R-С6Н4-SO2-О-SO2–С6Н4-R
АБСК Ангидрид сульфоновой кислоты
R-C6H4-SO2-O-SO3H R — C6H4 — SO2 — C6H4 — R’
Пиросульфоновая кислота сульфон
Как видно из таблицы, термодинамическая вероятность протекания реакции сульфирования в боковую цепь по двойной связи выше, чем вероятность протекания реакции сульфирования в бензольное кольцо, что объясняется высокой реакционной способностью олефинового радикала. То есть повышенное содержание непредельных ЛАБ в реакционной смеси приводит к интенсификации побочных реакций.
В остальном показано, что при термобарических условиях проведения промышленного процесса сульфирования все рассматриваемые реакции с термодинамической точки зрения осуществимы. При этом ангидрид АБСК и ПСК являются промежуточными веществами в реакциях образования АБСК, а реакция образования сульфонов обратима при данных условиях.
ЛАБ
ПСК
сульфон
АБСК
Ангидрид
АБСК
1
k
3
k
3
SO
+
3
SO
+
2
k
2
k
2
—
k
2
—
k
4
k
5
k
5
k
6
k
O
2
H
+
эфир
3
SO
+
7
k
спирт
8
k
ЛАБнепр
СК
сультон
9
k
10
k
3
SO
+
3
SO
+
Рисунок 14 – Схема превращений углеводородов в процессе сульфирования
Сульфоны – кристаллические вещества (для дифенилсульфонов температура плавления составляет 128-130°С). Для сульфонов характерна высокая химическая и термическая стабильность [10,17], вместе с тем, в смеси с ЛАБСК, серной кислотой они могут находиться в растворенном состоянии.
Исходя из того, что выделение конкретных компонентов, входящих в состав несульфированной части АБСК не является целесообразным, было принято решение объединить в псевдокомпонент «Несульфированные соединения» следующие вещества: эфиры, спирты, сульфоны, сультоны и СК.
С учетом вышеизложенного, формализованная схема превращений углеводородов в процессе сульфирования будет выглядеть следующим образом
(рис. 15).
ЛАБ
ПСК
Несульфированные
соединения
АБСК
Ангидрид
АБСК
1
k
3
k
3
SO
+
3
SO
+
2
k
2
k
2
—
k
2
—
k
4
k
5
k
5
k
6
k
O
2
H
+
ЛАБнепр
7
k
Рисунок 15 – Формализованная схема превращений углеводородов в процессе сульфирования
На основании выбранной формализованной схемы превращений были составлены выражения для скоростей реакций процесса сульфирования:
W k C1 1 ЛАБ СSO3
W2 k2 САБСК CЛАБ
W2 k C2 несульфир Соед. . СH O2
W k3 3 САБСК2 СSO3
W4 k4 СЛАБ СSO2 3
W5 k5 С ПСКCЛАБ
W6 k C6 ангидридАБСК СH O2 W7 k C7 ЛАБнепр СSO3
Кинетическая модель процесса сульфирования имеет вид:
dCЛАБ / dt W1 W2 W2 W4 W5
dCАБCК / dt W1 W2 W2 2W3 2W5 2W6
dCSO3 / dt W1 W3 2W4 W7
dCнесульфир Соед. . / dt W2 W2 W7
dCангидридАБCК / dt W3 W6
dCПСК / dt W4 W5
dCH SO2 4 / dt W3
dCH2 0 / dt W2 W2 W6
dCЛАБнепр / dt W7
Начальные условия: t=0, Сi=C0i, где i – соответствующий углеводород.
Математическая модель процесса сульфирования при допущении о режиме идеального смешения имеет вид:
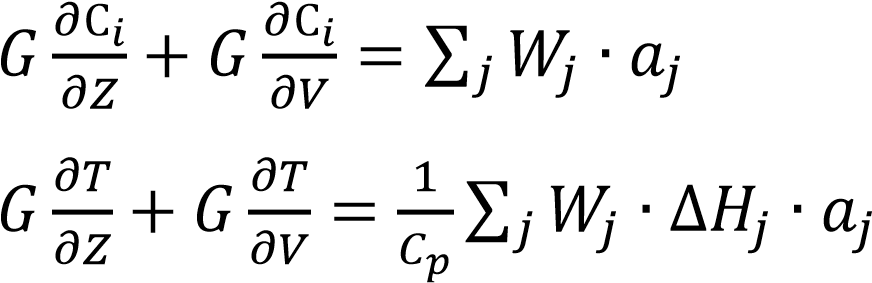
Н. у.: при Z=0, Ci=Ciin, T=Tin; V=0, Ci=Ciin, T=Tin.
G – массовый расход, кг/ч; Сi – концентрация i-го компонента, моль/л; Wj – скорость химической реакции, м3/(моль·с); Cp – массовая теплоемкость реакционной смеси, Дж/(кг·К); Т – температура, К; ∆Hj – тепловой эффект химической реакции, Дж/моль; αj – активность реакционной среды в реакторе. Таблица 6 – Входные (эксп. данные) и выходные (расч.) параметры математической модели
| Входные параметры модели | Выходные параметры модели |
(распределение по длине цепи и наличию непредельных соединений (ЛАБнепр.));
|
|
На основании экспериментальных данных с промышленной установки за длительный период ее эксплуатации (2014-2017 гг.) решением обратной кинетической задачи были определены константы скоростей химических реакций, табл. 7.
Таблица 7 – Константы скоростей химических реакций
| № | Реакция | Ea
кДж/моль |
k0, с-1 |
| 1 | ЛАБ + SO3 → АБСК | 40 | 2,029∙108 |
| 2 | АБСК + ЛАБ ↔ сульфон +H2О | 37 | 8.00∙104 |
| 3 | сульфон + H2О → АБСК+ЛАБ | 100 | 104 |
| 4 | 2АБСК + SO3 →
ангидрид АБСК+ H2SO4 |
48 | 9.8∙105 |
| 5 | ЛАБ + 2SO3 → ПСК | 110 | 9.9∙102 |
| 6 | ПСК + ЛАБ → 2АБСК | 100 | 1.04∙103 |
| 7 | ангидрид АБСК + H2О →
2АБСК |
25 | 1.10∙107 |
| 8 | ЛАБнепр.+ SO3 → СК | 30 | 8∙104 |
3.3 Выявление закономерностей, используя программное обеспечение, и выработка на их основе рекомендаций по оптимизации процесса сульфирования
Разработанная математическая модель процесса сульфирования реализована в среде объектно-ориентированного программирования Delphi 7 (Приложение В).
Таким образом, созданная прикладная компьютерная программа позволяет прогнозировать изменение основных технологических параметров (температура, мольное соотношение, время контакта и т.д.) в зависимости от состава поступающего сырья в реактор сульфирования с целью оптимизации процесса в части увеличения выхода и качества целевого продукта – алкилбензолсульфокислоты.
3.3.1 Оценка адекватности математической модели
Для оценки адекватности расчетов, были сопоставлены экспериментальные данные (с предприятия) и расчетные по программе, а также оценена погрешность расчетов за каждую дату в период с января по март 2016 г. (Приложение Г).
Из таблицы видно, что средние значения погрешности расчетов (∆) составляют:
- по температуре алкилбензолсульфокислоты на выходе из реактора сульфирования – 0,74%;
- по массовому содержанию неcульфируемого остатка – 4,41%;
- по массовому содержанию алкилбензолсульфокислоты – 0,29%;
- по массовому содержанию серной кислоты – 5,95 %;
Исходя из полученных значений, можно сделать вывод, что расчет по математической модели является адекватным, так как погрешность измерений не превышает 10%, что позволяет применять ее для дальнейших численных исследований.
3.3.2 Установление связи между накоплением высоковязкого компонента и ростом давления на входе в реактор
Технология ЛАБСК предусматривает остановку всей технологической линии тогда, когда качество целевого продукта перестает соответствовать критериям, указанным в технических требованиях к продукту. Однако на практике технологи стремятся не доводить ситуацию до своего логического конца и останавливают линии заранее. Критерием для остановки в этом случае является превышение допустимого давления на входе SO3 в реактор сульфирования.
Неконтролируемое увеличение давления на входе может быть связано с накоплением высоковязкого компонента (ВК) внутри реактора. В первую очередь его нежелательное присутствие проявляется в том, что он затрудняет проникновение серного ангидрида вглубь пленки, тем самым уменьшая выход ЛАБСК, так как реакция сульфирования протекает не во всем объеме ЛАБ. Поэтому технологи вынуждены увеличивать подачу количества серы на сжигание, чтобы повысить массовый расход SO3, а с его ростом увеличивается и давление на входе в реактор.
Само наличие высоковязкого компонента внутри реактора может быть объяснено тем, что он образуется в результате химических превращений из различных нежелательных ароматических соединений на предыдущих технологических стадиях производства. Вероятность такого рода развития событий подтверждается квантово-термодинамическими расчетами в программе Gaussian.
Таблица 8 – Термодинамические характеристики реакций процесса гидрирования – Пакол (при Т – 748 K, P – 0.2 МПа)
| № | Реакция | ΔG, кДж/моль | ΔH, кДж/моль | |
| 1 | Деалкилирование до парафинов | C11H16 + H2 C7H8+ C4H10 | -94,95 | -62,48 |
| 2 | C12H18+ H2 C7H8+ C5H12 | -94,42 | -62,52 | |
| 3 | C13H20+ H2 C7H8+ C6H14 | -100,86 | -63,70 | |
| 4 | C14H22+ H2 C7H8+ C7H16 | -87,55 | -62,30 | |
| 5 | Деалкилирование до олефинов | C11H16 C7H8+ C4H8 | -45,63 | 83,90 |
| 6 | C12H18 C7H8+ C5H10 | -47,16 | 83,32 | |
| 7 | C13H20 C7H8+ C6H12 | -53,39 | 82,12 | |
| 8 | C14H22 C7H8+ C7H14 | -41,90 | 83,41 | |
| 9 | Дегидрирование до диолефинов | C4H8 C4H6+ H2 | 35,84 | 128,01 |
| 10 | C5H10 C5H8+ H2 | 20,70 | 114,91 | |
| 11 | C6H12 C6H10+ H2 | 36,98 | 135,03 | |
| 12 | C7H14 C7H12+ H2 | 35,62 | 134,21 | |
| 13 | Гидрирование ароматики | До циклодиенов:
C11H16+ H2 C11H18 |
344,69 | 246,92 |
| 14 | До циклопарафинов:
C11H16+ 3H2 C11H22 |
-169,00 | -243,62 | |
| 15 | C12H18+3 H2 C11H24 | -171,51 | -243,59 | |
Таблица 9 – Термодинамические характеристики реакций процесса дегидрирования – Дифайн (при Т – 458 K, P – 1 МПа)
| № | Реакция | ΔG, кДж/моль | ΔH, кДж/моль | |
| 1 | Гидрирование до
моноолефинов |
C4H6 + H2 C6H8 | -46,85 | -124,90 |
| 2 | C5H8+ H2 C5H10 | -44,97 | -122,90 | |
| 3 | C6H10+ H2 C6H12 | -44,73 | -122,89 | |
| 4 | C7H12+ H2 C7H14 | -56,40 | -137,21 | |
|
5 |
Гидрирование легкой ароматики |
До циклодиенов:
C11H16+ H2 C11H18 |
334,10 |
248,53 |
| 6 | До циклопарафинов:
C11H16+ 3H2 C11H22 |
-160,48 | -234,69 | |
| 7 | C12H18+3 H2 C11H24 | -162,96 | -234,74 | |
| 8 | До смешанных соединений:
C 11 H 14 +2 H 2 C 11 H 18
|
-66,43 | -142,39 | |
Таблица 10 – Термодинамические характеристики реакций процесса алкилирования бензола олефинами (при Т – 328 K, P – 0,5 МПа)
| № | Реакция | ΔG, кДж/моль | ΔH, кДж/моль |
|
1 |
Образование 2-фенилалканов из α- олефинов и бензола | -30,33 | -84,96 |
| 2 | Образование нелинейных алкилбензолов из разветвленных олефинов и бензола | -9,02 | -47,34 |
| 3 | Образование диалкилбензолов | -9,45 | -68,76 |
| 4 | Образование тетралина из ароматики | -53,1 | -56,3 |
Формализованная схема превращений всех этих веществ представлена в Приложении Д. Из проведенных расчетов видно, что возможность образования высоковязкого компонента из нежелательных ароматических соединений в сырье, а также изопарафинов, весьма вероятно.
Таким образом наличие различного рода ароматических соединений и изопарафинов может приводить к образованию высоковязкого компонента, который вызывает остановку технологический линий. Ниже представлена зависимость изменения давления на входе в реактор и давления рецикла (также крайне важный технологический параметр, характеризующий давление в трубе с потоком частично возвращаемого целевого продукта в реактор на рециркуляцию) от количества прошедшей побочной ароматики в ЛАБ через реактор сульфирования за межпромывочный период.
45,000
50,000
55,000
60,000
65,000
70,000
75,000
80,000
85,000
90,000
95,000
200,000
210,000
220,000
230,000
240,000
250,000
260,000
270,000
280,000
290,000
0
100000
200000
300000
400000
500000
Давление рецикла, кПа
Количество ароматики, прошедшей через реактор сульфирования в составе
ЛАБ, кг
Давление рецикла
Давлен. на вх.
Давлен. на вх., кПа
Рисунок 16 – Зависимость изменения давления от содержания ароматики
Стоит также отметить, что отложение высоковязкого компонента наблюдается не только на стенках внутри реактора сульфирования, но и на входных соплах. Это подтверждается корреляцией между давлением рецикла АБCК и ее цветностью – косвенным показателем вязкости (рис. 17). С ростом давления увеличивается и цветность.
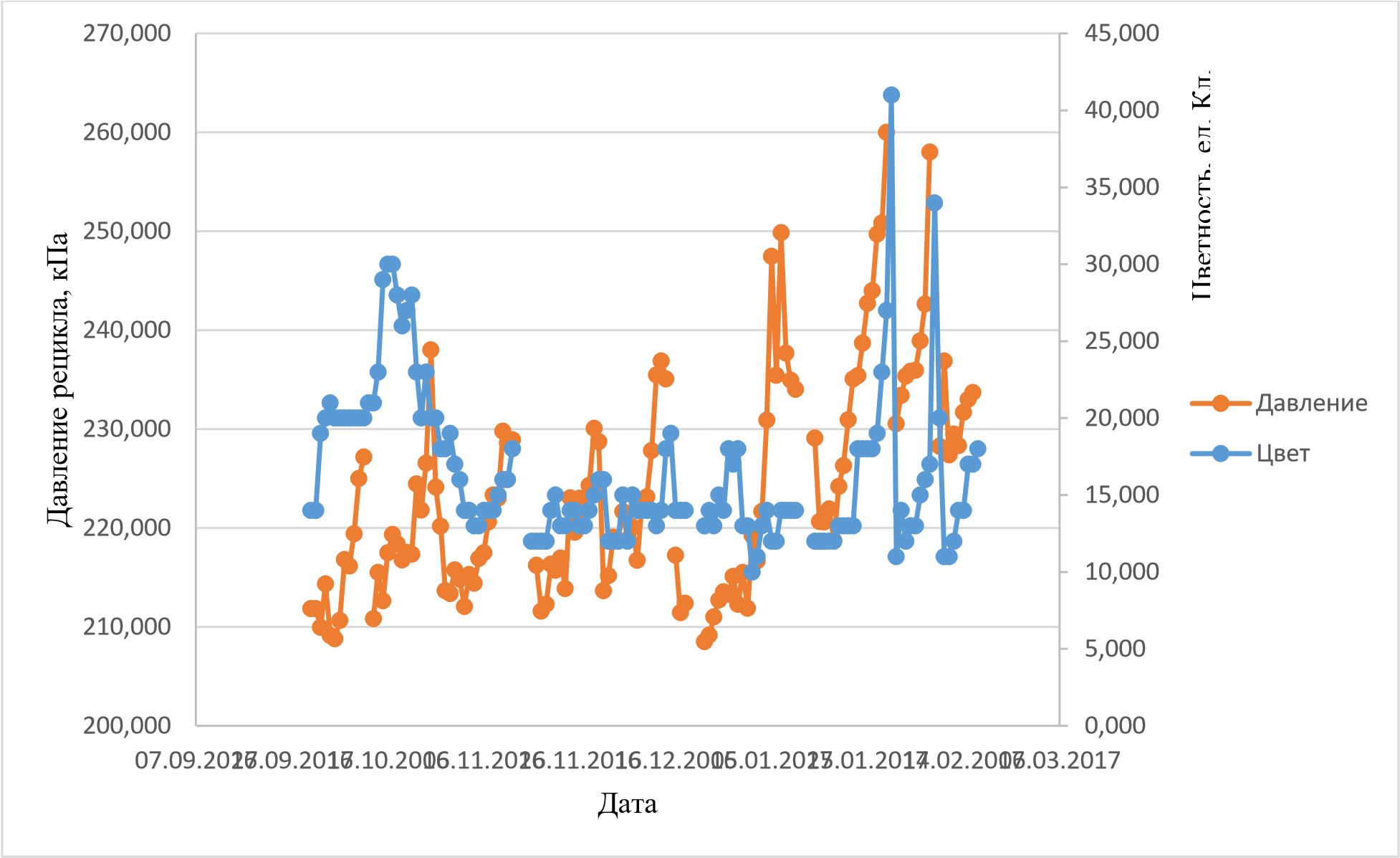
Рисунок 17 – Связь цветности и давления рецикла
Динамика накопления высоковязкого компонента на протяжении всего межпромывочного цикла (рис. 18) в модели процесса сульфирования рассчитывается исходя из скоростей протекания реакций образования гомологов тетралина, индана (по реакциям деалкилирования алкилароматики с последующей полимеризацией олефинов) и сульфонов.
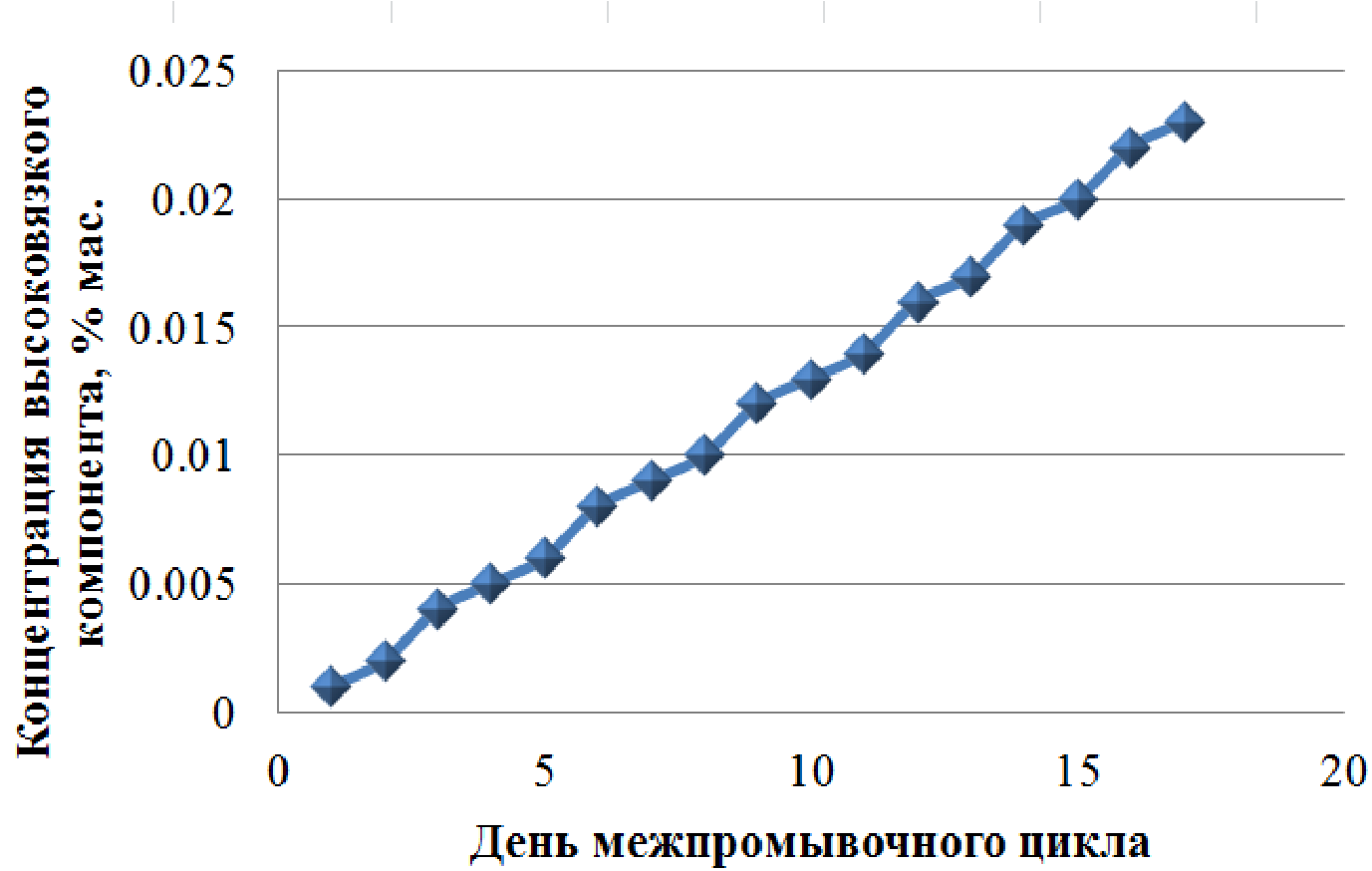

Рисунок 18 – Динамика накопления высоковязкого компонента в реакторе сульфирования в течение межпромывочного цикла
Накопление высоковязкого компонента в реакторе сульфирования отражает дезактивацию реакционной среды. Это дополнительно подтверждено тенденциями изменения расчетных параметров процесса сульфирования по ходу межпромывочного цикла (рис. 19).
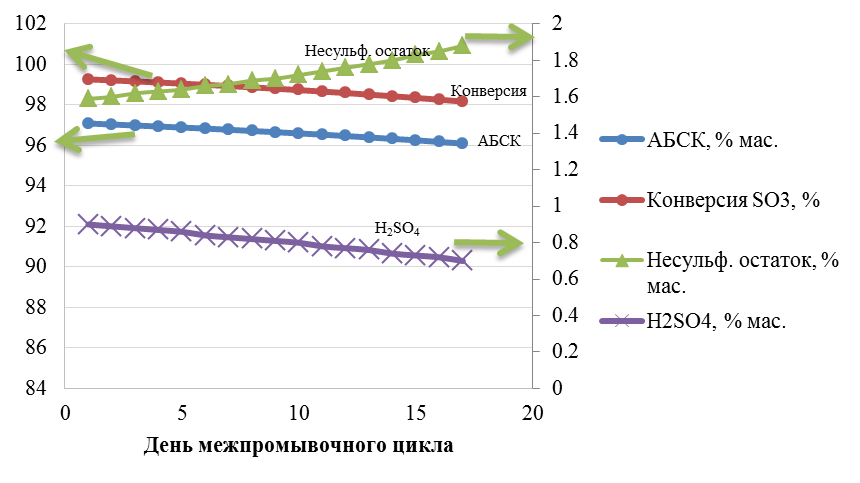
АБСК
Рисунок 19 – Тенденции изменения расчетных параметров процесса сульфирования по ходу межпромывочного цикла
Очевидно, что с ростом ароматики в исходном сырье дезактивацию реакционной среды будет происходить значительно быстрее. Поэтому стоит принять активность реакционной среды на начало межпромывочного периода равной 1, а сама остановка работы должна происходить, если этот показатель падает ниже 0,5, так как в этот момент резко возрастает давление на входе в реактор сульфирования.
Таблица 11 – Дезактивация реакционной среды по дням при 0,1 % масс. содержании ароматики в исходном сырье
| Дни | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Активность реакционной среды, дол.
ед. |
0,924 | 0,888 | 0,853 | 0,82 | 0,789 | 0,758 | 0,728 | 0,7 | 0,673 |
| Дни | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
| Активность реакционной среды, дол.
ед. |
0,647 | 0,622 | 0,598 | 0,574 | 0,552 | 0,531 | 0,51 | 0,49 |
Таблица 12 – Дезактивация реакционной среды по дням при 0,4 % масс. содержании ароматики в исходном сырье
| Дни | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Активность реакционной среды, дол. ед. | 0,902 | 0,857 | 0,814 | 0,774 | 0,735 | 0,698 | 0,663 |
| Дни | 8 | 9 | 10 | 11 | 12 | 13 | |
| Активность реакционной среды, дол. ед. | 0,63 | 0,599 | 0,569 | 0,54 | 0,513 | 0,487 |
Таблица 13 – Дезактивация реакционной среды по дням при 0,8 % масс. содержании ароматики в исходном сырье
| Дни | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Активность реакционной среды, дол. ед. | 0,836 | 0,765 | 0,699 | 0,64 | 0,585 | 0,535 | 0,489 |
Если провести анализ между представленными таблицами выше, то становится очевидно, что с ростом концентрации ароматики в исходном сырье дезактивация реакционной среды протекает значительно быстрее за счет накопления высоковязких компонентов. Наибольший межпромывочный период работы (17 дней) будет наблюдаться при нулевом содержании ароматики в исходном сырьевом потоке, а наименьший период работы (7 дней) тогда, когда в сырье находится аномально высокое содержание легкой нежелательной ароматики и изопарафинов (0,8%). Тем самым можно констатировать, что между длительностью работы реактора сульфирования и содержанием побочных соединений в сырье устанавливается взаимообратная связь – с ростом одного показателя падает значение другого.
3.3.3 Влияние нежелательных ароматических соединений на выход
ЛАБСК
Нежелательные ароматические соединения (сюда также следует отнести и изопарафины) непосредственно оказывают негативное влияние на образование главного продукта – ЛАБСК, за счет образования ВК, как уже было написано выше. Для наглядного подтверждения достаточно проанализировать экспериментальные данные. Из графиков можно понять, что в тех датах, где выход ЛАБСК был максимальным, содержание ароматики было минимальным. И обратная картина наблюдается в точках, где содержание ароматических соединений являлось высоким.
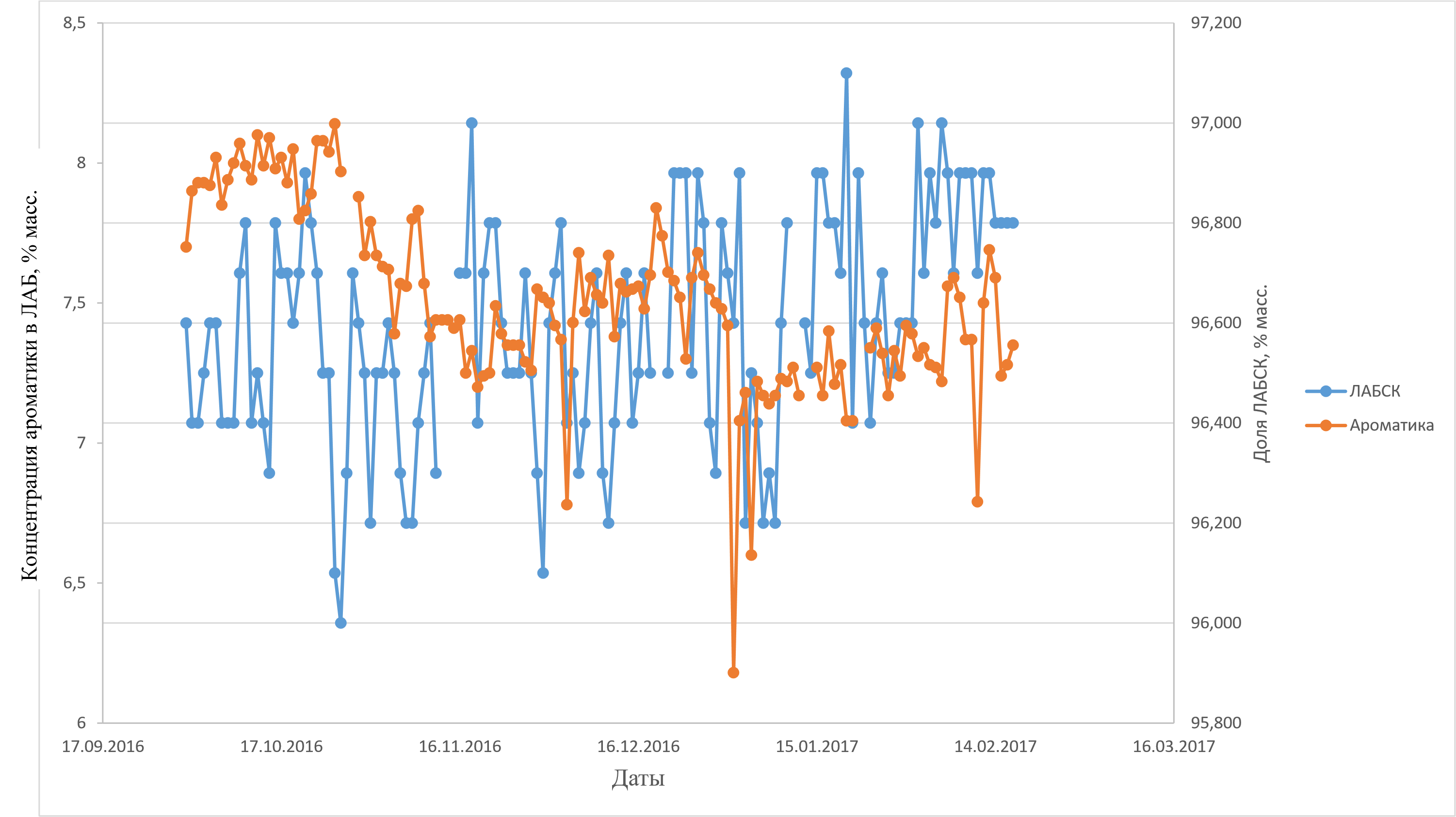
Рисунок 20 – Зависимость изменения качества АБСКА от содержания нежелательной ароматики
3.3.4 Изменение длительности межпромывочных от содержания побочной ароматики в сырье
Очевидно, что с увеличением содержания ароматических соединений в сырье будет быстро расти и количество вновь образующегося высоковязкого компонента в реакторе сульфирования. В связи с этим появляется необходимость предсказывать момент, когда необходимо будет останавливать технологическую линию на промывку, с целью удалить ВК.
Благодаря программному обеспечению, созданному на основе разработанной математической модели процесса сульфирования, появилась возможность предугадывать межпромывочный период работы технологической линии в зависимости от содержания ароматики в сырье еще на стадии дегидрирования-гидрирования.
0
5
10
15
20
25
0
0
,
2
0
,
4
0
,
6
0
,
8
1
Межпромывоцный период, дн.
Концентрация ароматики в исходном сырье, масс. %
Межпромывочные
периоды
Рисунок 21 – Влияние ароматических углеводов на межпромывочный цикл
Количество дней до остановки напрямую зависит от содержания ароматики в сырье. Таким образом, чем ее больше, тем меньше проработает технологическая линия, а с уменьшением содержания ароматических соединений, длительность работы реактора сульфирования повышается.
3.3.5 Оптимальное мольное соотношение SO3/ЛАБ
Данный критерий является крайне важным, так как он непосредственно влияет на характер протеканиях целевых и побочных реакций внутри реактора. Поэтому крайне важно подобрать такой интервал значений, чтобы обеспечивался максимальный выход ЛАБСК и минимальное количество нежелательных веществ.
Первым шагом рассмотрим вариант, когда исходное сырье не содержит нежелательных ароматических соединений, которые могут смещать равновесие в реакции сульфирования в сторону образования побочных веществ.
Таблица 14 – Определение оптимального мольного соотношения SO3/ЛАБ
| Технологический параметр | Мольное соотношение SO3/ЛАБ | ||||||
| 0,98 0,99 1,00 1,01 1,02 1,03 1,04 | |||||||
| Расход ЛАБ, кг/ч | 2800 | ||||||
| Дол. АБСК, %масс. | 96,79 | 97,03 | 97,2 | 97,25 | 96,95 | 96,31 | 95,56 |
| Дол. несульф., %масс. | 2,23 | 1,91 | 1,65 | 1,49 | 1,65 | 2,11 | 2,67 |
| Дол. H2SO4, %масс. | 0,85 | 0,95 | 1,06 | 1,2 | 1,36 | 1,54 | 1,74 |
Из таблицы видно, что наиболее оптимальным соотношением является диапазон от 0,99-1,02. Эту обусловлено тем, что выход ЛАБСК превышает более 96%, количество неcульфируемого остатка не превышает 2%, концентрация серной кислоты лежит в пределах до 2% (Приложение Б).
Однако в промышленных условиях, как было показано выше, в исходном составе сырье присутствуют примеси, поэтому логично, чтобы проверить выбранное мольном соотношение при различной концентрации нежелательных ароматических соединений.
Таблица 15 – Варьирование ароматики в сырье при оптимальном мольном
соотношении SO3/ЛАБ равном 0,98
| Технологический параметр | Мольное соотношение SO3/ЛАБ | |||||||
| 0,98 | ||||||||
| Дол. аромат. В сырье, % масс. | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| Дол. АБСК, % масс. | 96,63 | 96,41 | 95,52 | 95,55 | 95,53 | 95,49 | 95,41 | 95,32 |
| Дол. несульф., % масс. | 2,42 | 2,64 | 3,63 | 3,57 | 3,55 | 3,54 | 3,58 | 3,63 |
| Дол. H2SO4, % масс. | 0,83 | 0,8 | 0,67 | 0,71 | 0,74 | 0,78 | 0,82 | 0,87 |
Таблица 16 – Варьирование ароматики в сырье при оптимальном мольном соотношении SO3/ЛАБ равном 0,99
| Технологический параметр | Мольное соотношение SO3/ЛАБ | |||||||
| 0,99 | ||||||||
| Дол. аромат. В сырье, % масс. | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| Дол. АБСК, % масс. | 97,16 | 97,09 | 95,88 | 95,9 | 95,86 | 95,8 | 95,7 | 95,58 |
| Дол. несульф., % масс. | 1,54 | 1,65 | 3,22 | 3,17 | 3,16 | 3,18 | 3,23 | 3,3 |
| Дол. H2SO4, % масс. | 1,25 | 1,2 | 0,73 | 0,77 | 0,81 | 0,86 | 0,91 | 0,96 |
Таблица 17 – Варьирование ароматики в сырье при оптимальном мольном
соотношении SO3/ЛАБ равном 1,00
| Технологический параметр | Мольное соотношение SO3/ЛАБ | |||||||
| 1,00 | ||||||||
| Дол. аромат. В сырье, % масс. | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| Дол. АБСК, % масс. | 96,74 | 96,84 | 96,22 | 96,2 | 96,14 | 96,06 | 95,93 | 95,79 |
| Дол. несульф., % масс. | 1,8 | 1,76 | 2,84 | 2,81 | 2,82 | 2,85 | 2,92 | 3,01 |
| Дол. H2SO4, % масс. | 1,42 | 1,35 | 0,8 | 0,85 | 0,9 | 0,95 | 1,01 | 1,07 |
Таблица 18 – Варьирование ароматики в сырье при оптимальном мольном
соотношении SO3/ЛАБ равном 1,01
| Технологический параметр | Мольное соотношение SO3/ЛАБ | |||||||
| 1,01 | ||||||||
| Дол. аромат. В сырье, % масс. | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| Дол. АБСК, % масс. | 96,08 | 96,27 | 96,5 | 96,46 | 96,38 | 96,26 | 96,11 | 95,89 |
| Дол. несульф., % масс. | 1,53 | 1,8 | 1,93 | 1,99 | 2,15 | 2,42 | 2,75 | 3,12 |
| Дол. H2SO4, % масс. | 1,24 | 1,19 | 1,09 | 1,16 | 1,23 | 1,31 | 1,39 | 1,46 |
Таблица 19 – Варьирование ароматики в сырье при оптимальном мольном соотношении SO3/ЛАБ равном 1,02
| Технологический параметр | Мольное соотношение SO3/ЛАБ | |||||||
| 1,02 | ||||||||
| Дол. аромат. В сырье, % масс. | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| Дол. АБСК, % масс. | 95,31 | 95,56 | 96,73 | 96,66 | 96,55 | 96,37 | 96,1 | 95,73 |
| Дол. несульф., % масс. | 1,89 | 1,73 | 1,29 | 1,3 | 1,34 | 1,46 | 1,65 | 1,95 |
| Дол. H2SO4, % масс. | 1,8 | 1,71 | 0,98 | 1,04 | 1,11 | 1,17 | 1,25 | 1,32 |
Таблица 20 – Варьирование ароматики в сырье при оптимальном мольном
соотношении SO3/ЛАБ равном 1,03
| Технологический параметр | Мольное соотношение SO3/ЛАБ | |||||||
| 1,03 | ||||||||
| Дол. аромат. В сырье, % масс. | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| Дол. АБСК, % масс. | 96,29 | 96,13 | 96,09 | 95,78 | 95,33 | 95,2 | 95,08 | 94,93 |
| Дол. несульф., % масс. | 185 | 1,68 | 2,18 | 2,2 | 2,26 | 2,37 | 2,57 | 2,86 |
| Дол. H2SO4, % масс. | 2,01 | 1,91 | 1,09 | 1,16 | 1,23 | 1,31 | 1,39 | 1,46 |
Анализ данных из таблиц 15-20 наглядно демонстрирует, что выбранное ранее оптимальное мольное соотношение SO3/ЛАБ (0,99-1,02) может быть использовано и в тех случаях, когда в исходном сырье присутствует разное количество нежелательных ароматических соединений. Однако стоит отметить, что мольное отношение 0,99 имеет смысл применять только в тех случаях, когда сырье содержит низкое содержание ароматики – 0,1 или 0,2 % масс. Также необходимо подчеркнуть, что на мольном отношении 1,02 лучше всего работать тогда, когда сырье более низкого качества, и необходимо повысить степень сульфируемости ЛАБ. Но в любом случае, рассмотренные мольные соотношения SO3/ЛАБ носят скорее рекомендательный характер, и всегда есть возможность в зависимости от той или иной концентрации ароматики подобрать для конкретной ситуации оптимальное мольное соотношение, исходя из диапазона от 0,99-1,02.
3.3.6 Оптимальная подача серы на сжигание в зависимости от концентрации ароматических соединений
Как следует из представленных выше результатов, выработка и показатели качества АБСК к концу межпромывочного цикла ухудшаются, но, при этом, поддаются регулированию с помощью основного управляющего параметра – дозировки серы в реактор окисления (что обуславливает расход SO3 в реактор сульфирования).
Математическая модель процесса сульфирования была дополнена функцией прогнозного расчета с оптимизацией. Результатом такого расчета является график подачи серы на каждый день межпромывочного цикла с учетом количества накопленного высоковязкого компонента.
Прогнозный оптимизационный расчет был проведен для сырья с различным содержанием ароматики в ЛАБ – сырье реактора сульфирования.
Таблица 21 – Оптимальная подача серы на сжигание в зависимости от текущего
состава сырья и показаний датчика давления рецикла ЛАБCК
| Ароматика в ЛАБ. % масс. | Давление рецикла экcп. кПа | Оптимальная сера | Ароматика в ЛАБ. % масс. | Давление рецикла экcп. кПа | Оптимальная сера, кг/час | |
| 6.6 | 219 | 378.13 | 7.54 | 234 | 381.12 | |
| 6.78 | 214 | 378.71 | 7.55 | 235 | 381.15 | |
| 6.79 | 201 | 378.78 | 7.56 | 236 | 381.19 | |
| 7.08 | 219 | 379.66 | 7.56 | 214 | 381.19 | |
| 7.14 | 231 | 379.85 | 7.56 | 237 | 381.19 | |
| 7.17 | 222 | 379.95 | 7.57 | 215 | 381.22 | |
| 7.17 | 247 | 379.94 | 7.57 | 221 | 381.22 | |
| 7.17 | 235 | 379.94 | 7.57 | 223 | 381.22 | |
| 7.18 | 212 | 379.98 | 7.59 | 236 | 381.28 | |
| 7.2 | 223 | 380.11 | 7.59 | 222 | 381.29 | |
| 7.22 | 217 | 380.11 | 7.59 | 227 | 381.28 | |
| 7.22 | 235 | 380.10 | 7.6 | 198 | 381.34 | |
| 7.22 | 250 | 380.10 | 7.62 | 215 | 381.38 | |
| 7.23 | 235 | 380.13 | 7.67 | 217 | 381.54 | |
| 7.24 | 230 | 380.17 | 7.68 | 219 | 381.57 | |
| 7.24 | 216 | 380.17 | 7.74 | 211 | 381.77 | |
| 7.25 | 212 | 380.21 | 7.8 | 217 | 381.96 | |
| 7.27 | 233 | 380.26 | 7.8 | 218 | 381.96 | |
| 7.27 | 238 | 380.26 | 7.83 | 218 | 382.05 | |
| 7.27 | 225 | 380.26 | 7.83 | 219 | 382.05 | |
| 7.28 | 231 | 380.29 | 7.84 | 217 | 382.09 | |
| 7.28 | 228 | 380.30 | 7.85 | 214 | 382.12 | |
| 7.28 | 222 | 380.30 | 7.92 | 212 | 382.34 | |
| 7.35 | 232 | 380.52 | 7.93 | 212 | 382.37 | |
| 7.37 | 229 | 380.58 | 7.93 | 212 | 382.37 | |
| 7.37 | 243 | 380.58 | 7.93 | 216 | 382.37 | |
| 7.38 | 223 | 380.62 | 7.94 | 209 | 382.41 | |
| 7.38 | 223 | 380.62 | 7.94 | 216 | 382.40 | |
| 7.39 | 212 | 380.65 | 7.98 | 198 | 382.59 | |
| 7.43 | 215 | 380.78 | 7.99 | 217 | 382.56 | |
| 7.44 | 230 | 380.81 | 8.00 | 209 | 382.60 | |
| 7.47 | 219 | 380.90 | 8.02 | 210 | 382.66 | |
| 7.5 | 228 | 381.00 | 8.02 | 211 | 382.66 | |
| 7.52 | 239 | 381.06 | 8.05 | 213 | 382.76 | |
| 7.53 | 219 | 381.10 | 8.07 | 211 | 382.82 | |
| 7.54 | 228 | 381.13 |
Полученные результаты свидетельствуют в первую очередь о следующем:
- При ухудшении качества сырья, вызванного увеличением концентрации побочных ароматических соединений в нем, необходимо наращивать количество серы, направляемую на сжигание для образования серного ангидрида, чтобы повысить степень сульфируемости ЛАБ в реакторе.
- Рассчитанные численные данные из таблицы можно использовать в качестве рекомендательного материала на реальных производствах с целью поддерживать выход ЛАБСК на постоянно стабильном уровне. Кроме того, у технологов появляется возможность оперативно реагировать на состав ЛАБ, изменяя подачу серы на сжигание, тем самым продлевая межпромывочный цикл работы технологической линии.
4 Финансовый менеджмент, ресурсоэффективность и ресурсосбережение
4.1 Предпроектный анализ
4.1.1 Потенциальные потребители результатов исследования
Нефтяная промышленность является важнейшей отраслью, которая формирует экономику страны. Углеводороды широко используются как основной источник химического сырья. Различными способами из них получают вещества, необходимые для производства пластмасс, синтетического текстильного волокна, синтетического каучука, спиртов, кислот, синтетических моющих средств (CМC) и т.д. Производство синтетических моющих средств относится к крупнотоннажной промышленности и потребность в данного рода веществ растёт из года в год. Основным компонентом моющих средств является линейная алкилбензоcульфокиcлота (ЛАБCК), одним из крупнейших производителей этого соединения в России является ООО «КИНЕФ».
Основные потребители – это предприятия по производству синтетических моющих средств. Производство CМC c высокими показателями качества определяет не только высокий спрос, но и конкурентные возможности предприятия на внутреннем и мировом рынках. Основными сегментами данного рынка являются крупные и мелкие компании нефтехимической промышленности, предприятия по производству бытовой химии. Именно они и являются наиболее перспективным сегментом для формирования спроса.
Проведем сегментирование рынка по приведенным признакам и составим карту сегментирования [28,29,30]:
Таблица 22 – Карта сегментирования рынка ЛАБCК
| Размер завода | Содержание основных веществ, % | |||||
| 90-95% | 95-98% | Выше 98% | ||||
| Малый завод |
|
|||||
| Средний завод |
|
|||||
| Крупный завод |
|
|||||
| ООО «НПП Спецавиа» | ООО «Кинеф» | «Норкем» Норвегия | ||||
|
|
|
|
||||

4.1.2 Диаграмма Иcикавы
Диаграмма причины-следствия Иcикавы (Cаusе-аnd-Еffеct-Diаgrаm) – это графический метод анализа и формирования причинно-следственных связей, инструментальное средство для систематического определения причин проблемы и последующего графического представления.
Область применения диаграммы:
- Выявление причин возникновения проблемы;
- Анализ и структурирование процессов на предприятии; Оценка причинно-следственных связей.
Выявленные факторы подводят к стрелкам диаграммы первого уровня.
Данная диаграмма приведена в приложении Е.
4.1.3 Оценка готовности проекта к коммерциализации
На любой стадии развития цикла полезно оценить степень ее готовности научной разработки к коммерциализации. Для этого необходимо заполнить специальную форму, содержащую показатели о степени проработанности проекта c позиции коммерциализации и компетенциям разработчика научного проекта.
Таблица 23 – Оценки степени готовности научного проекта к
коммерциализации
| №
п/п |
Наименование | Степень проработанности научного проекта | Уровень имеющихся знаний у разработчика |
| 1. | Определен имеющийся научнотехнический задел | 4 | 4 |
| 2. | Определены перспективные направления коммерциализации научно-технического
задела |
5 | 4 |
| 3. | Определены отрасли и технологии (товары, услуги) для предложения на рынке | 5 | 4 |
| 4. | Определена товарная форма научно-технического задела для представления на рынок | 5 | 4 |
| 5. | Определены авторы и осуществлена охрана их прав | 4 | 3 |
| 6. | Проведена оценка стоимости интеллектуальной собственности | 4 | 4 |
| 7. | Проведены маркетинговые исследования рынков сбыта | 5 | 4 |
| 8. | Разработан бизнес-план коммерциализации научной
разработки |
4 | 4 |
| 9. | Определены пути продвижения научной разработки на рынок | 5 | 4 |
| 10. | Разработана стратегия (форма) реализации научной разработки | 5 | 4 |
| 11. | Проработаны вопросы международного сотрудничества и выхода на зарубежный рынок | 4 | 4 |
| 12. | Проработаны вопросы использования услуг
инфраструктуры поддержки, получения льгот |
5 | 4 |
| 13. | Проработаны вопросы финансирования
коммерциализации научной разработки |
5 | 5 |
| 14. | Имеется команда для коммерциализации научной
разработки |
4 | 4 |
| 15. | Проработан механизм реализации научного проекта | 5 | 5 |
| ИТОГО БАЛЛОВ | 69 | 61 |
Оценка готовности научного проекта к коммерциализации (или уровень имеющихся знаний у разработчика) определяется по формуле:
Бcум =∑ Бi где Бcум – суммарное количество баллов по каждому направлению, Бi – балл по i-ому показателю.
Значение Бcум говорит о мере готовности научной разработки и к ее коммерциализации. В данном случае Бcум составляет 69 и 61, т.е. от 75 до 60 оба направления входят в данный интервал. Такая научная разработка считается перспективной, а знания разработчика достаточными для коммерциализации. Успешное развитие производства алкилбензол-сульфокислоты (АБCК) составит хорошую конкуренцию зарубежным разработкам. Для этого необходимо вкладывать большие ресурсы в разработку, а также необходимо финансирование государства.
4.1.4 Методы коммерциализации результатов научно-технического исследования
Проанализировав перечисленные методы коммерциализации, наиболее эффективным для нашей разработки является инжиниринг.
На данной стадии уже имеется предприятие по производству, заинтересованное в разработке новых технологий, а также усовершенствовании технологического процесса. Проводилась работа по повышению эффективности процесса сульфирования АБCК и хранению данного продукта.
Такой выбор связан с тем, что исследования проводятся на основе экспериментальных данных, взятых непосредственно с цеха предприятия. Поэтому разработка является актуальной лишь для одного определенного предприятия, что связано с различными условиями проведения процесса. Владелец предприятия и работники, выполняющие исследования, заранее договариваются о предоставлении последними услуг по повышению эффективности процесса, а производитель в свою очередь предоставляет данные для НТИ. Такой метод коммерциализации является единственным подходящим в данном случае.
4.2 Инициация проекта
Группа процессов инициации состоит из процессов, которые выполняются для определения нового проекта или новой фазы существующего. В рамках процессов инициации определяются изначальные цели и содержание и фиксируются изначальные финансовые ресурсы. Определяются внутренние и внешние заинтересованные стороны проекта, которые будут взаимодействовать и влиять на общий результат научного проекта.
Таблица 24 – Заинтересованные стороны проекта
| Заинтересованные стороны проекта | Ожидания заинтересованных сторон |
|
Нефтехимические предприятия |
Разработка рекомендаций по ограничению содержания примесей в сырье, ухудшающих выход и качество |
| Национальный исследовательский
Томский политехнический |
Сотрудничество, развитие партнёрских отношений для достижения общих экономических и стратегических |
Таблица 25 – Цели и результаты проекта
| Цели проекта: | Разработка математической модели для оптимизации процесса сульфирования линейного алкилбензола |
| Ожидаемые результаты проекта: | Повышение эффективности процесса на стадии сульфирования ЛАБ, путем разработки рекомендаций по оперативной регулировки технологических параметров. |
| Критерии приемки результата проекта: | Соответствие качества АБCК технологическому регламенту и ТУ 2414-028-05766480-2006 |
|
Требования к результату проекта: |
Требование: |
| Выход основного вещества не менее 96% | |
| Массовая доля неcульфируемых соединений не более 2% | |
| Цветность по методу Клетта не более 80 ед. | |
| Массовая доля серной кислоты не боле 2 % |
Необходимо определить группу данного проекта и роль каждого участника, их функции и трудозатраты.
Таблица 26 – Рабочая группа проекта
| №
п/п |
ФИО, основное
место работы, должность |
Роль в проекте | Функции | Трудо-
затраты, час. |
| 1 | Долганова
Ирэна Олеговна, к.т.н., доцент ОХИ ИШПР ТПУ |
Руководитель проекта | Отвечает за реализацию проекта
в пределах заданных ограничений по ресурсам, координирует |
104 |
| деятельность
участников |
||||
| 2 | Крутей Александр Андреевич, магистрант
ОХИ ИШПР ТПУ |
Исполнитель проекта | Выполнение работ по проекту | 1386 |
| ИТОГО: | 1490 |
Ограничения проекта – это все факторы, которые могут послужить ограничением степени свободы участников команды проекта, а также «границы проекта» – параметры проекта или его продукта, которые не будут реализованных в рамках данного проекта.
Таблица 27 – Ограничения проекта
| Фактор | Ограничения/ допущения |
| 3.1. Бюджет проекта | 3000000 руб. |
| 3.1.1. Источник финансирования | НИ ТПУ |
| 3.2. Сроки проекта: | сентябрь 2016-май 2018 |
| 3.2.1. Дата утверждения плана управления проектом | 18.09.2016 |
| 3.2.2. Дата завершения проекта | Май 2018 |
4.3 Планирование управления научно-техническим проектом
4.3.1 Иерархическая структура работ проекта
Иерархическая структура работ (ИСР) – детализация укрупненной структуры работ. В процессе создания ИСР структурируется и определяется содержание всего проекта.
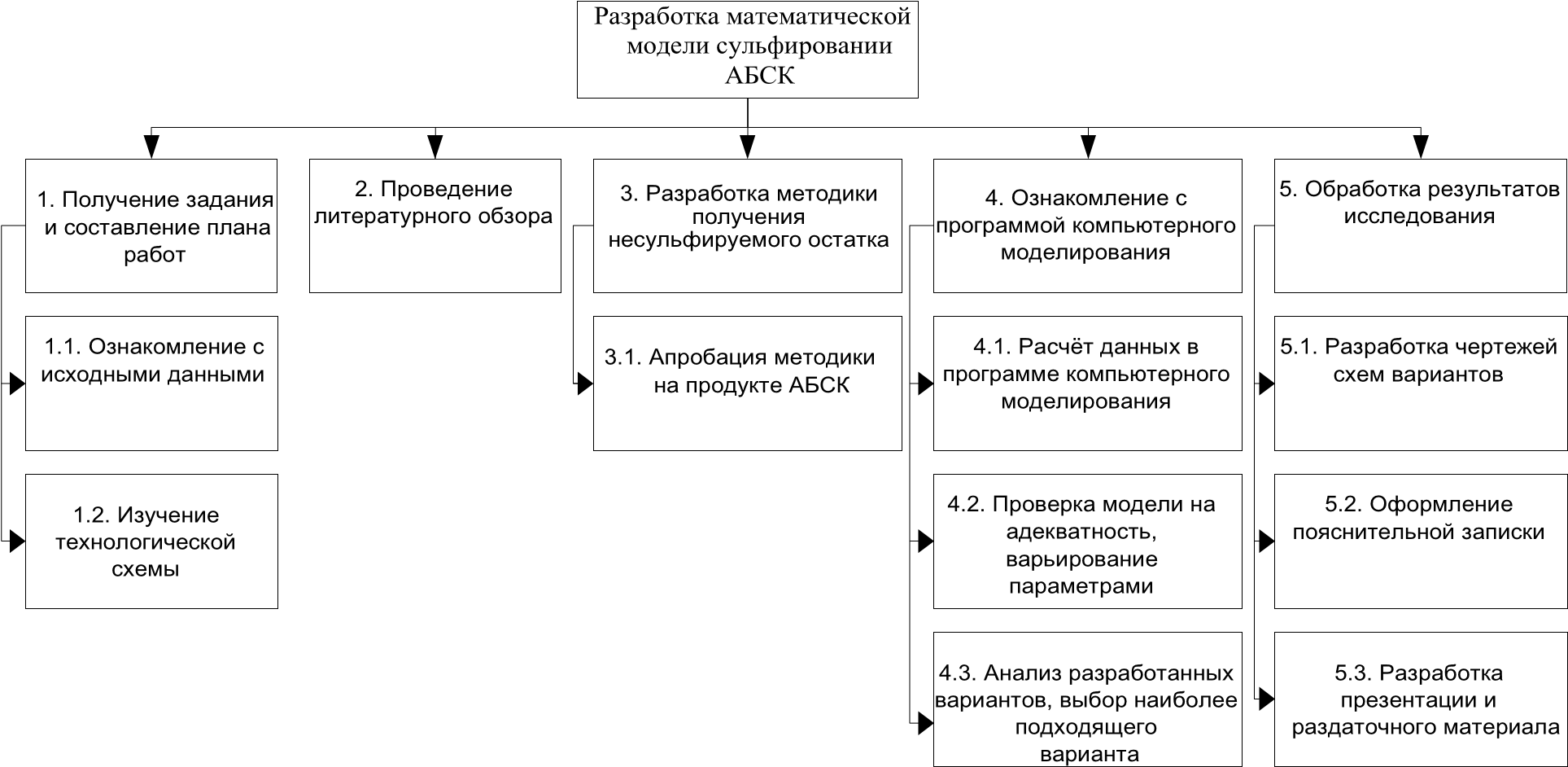
Рисунок 22 – Иерархическая структура работ по проекту
4.3.2 Контрольные события проекта
Таблица 28 – Контрольные события проекта
| №
п/п |
Контрольное событие | Дата | Результат
(подтверждающий документ) |
| 1 | Промежуточный результат | 12.2016 | Отчёт НИР (1 семестр) |
| 2 | Промежуточный результат | 05.2017 | Отчёт НИР (2 семестр) |
| 3 | Промежуточный результат | 12.2017 | Отчёт НИР (3 семестр) |
| 4 | Итоговый результат | 05.2018 | Пояснительная записка |
4.3.3. План проекта
В рамках планирования научного проекта необходимо построить календарный график проекта.
Таблица 29 – Календарный план проекта
| Код работ ы (из
ИCР) |
Название | Длитель ность, дни | Дата начала работ | Дата окончания работ | Состав участников
(ФИО ответственных исполнителей) |
| 1 | Получение задания и
составление плана работ |
12 | 01.09.2016 | 18.09.2016 | Долганова И.О., Крутей А.А. |
| 2 | Расчёт термодинамич еских параметров | 146 | 19.09.2016 | 23.04.2017 | Крутей А.А. |
| 3 | Разработка математическ ой модели | 218 | 24.04.2017 | 04.03.2018 | Долганова И.О., Крутей А.А. |
| 4 | Оптимизация работы программы | 19 | 05.03.2018 | 01.04.2018 | Крутей А.А. |
| 5 | Оформление таблиц
данных, графиков |
20 | 02.04.2018 | 29.04.2018 | Крутей А.А. |
| 6 | Обсуждение | 8 | 30.04.2018 | 13.05.2018 | Долганова И.О., Крутей А.А. |
| результатов | |||||
| 7 | Оформление пояснительно й записки | 14 | 14.05.2018 | 31.05.2018 | Крутей А.А. |
| Итого: | 437 |
На основе таблицы 30 строим календарный план-график.
Таблица 30 – Календарный план-график проведения НИОКР по теме
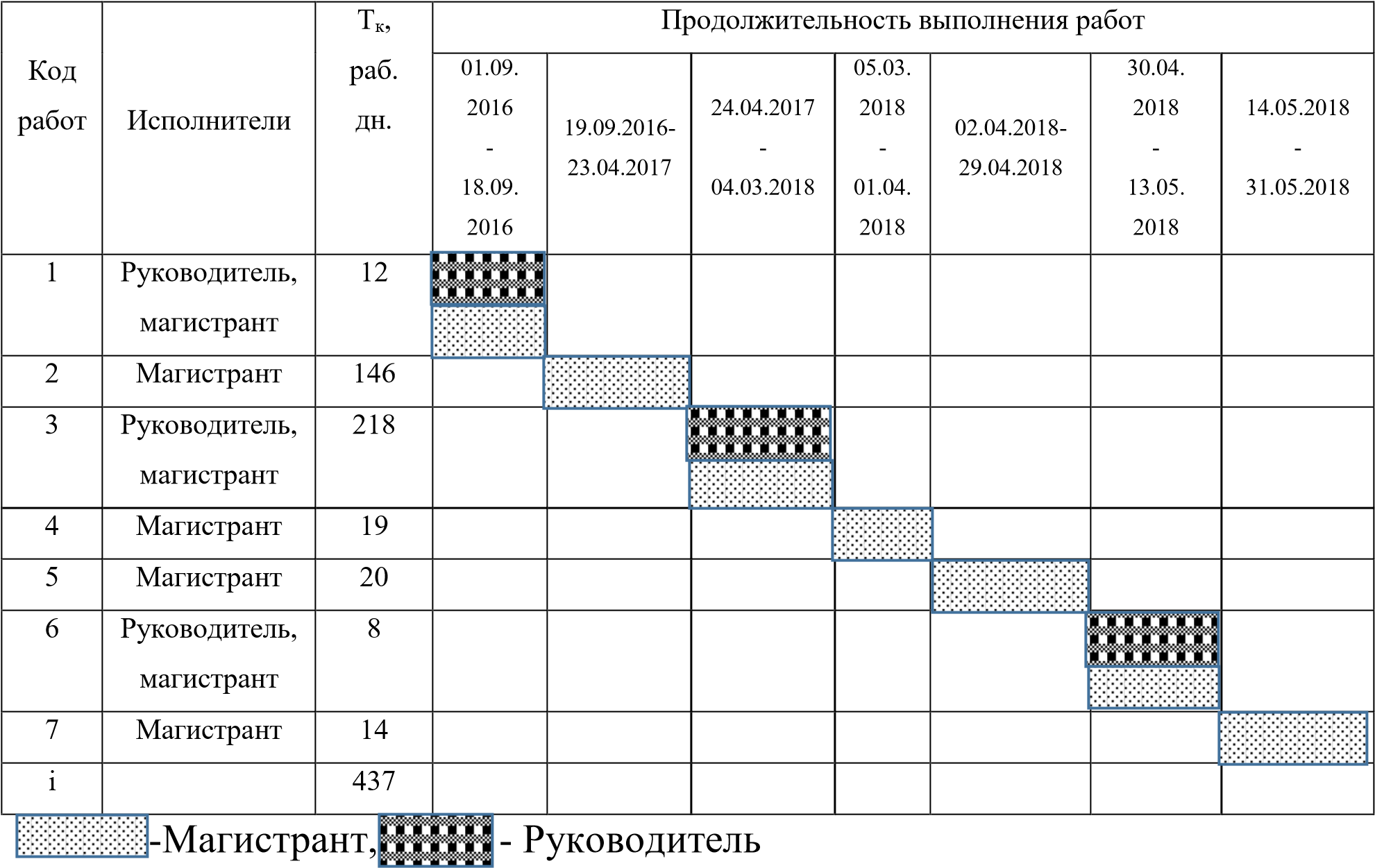
4.3.4 Бюджет научного исследования
При планировании бюджета научного исследования должно быть обеспечено полное и достоверное отражение всех видов планируемых расходов, необходимых для его выполнения. В процессе формирования бюджета планируемые затраты группируются по статьям. Таблицы ниже показывают, сколько денег затрачено на научные исследования: приведены цены сырья, оборудования, заработная плата и другие расходы.
Таблица 31 – Сырье, материалы, комплектующие изделия и покупные полуфабрикаты
| Наименование | Ед.
Измерения |
Кол-во | Цена за единицу, руб. | Сумма, руб. |
| Карандаш | шт. | 3 | 6 | 18 |
| Бумага | пачка | 2 | 250 | 500 |
| Ручка | шт. | 3 | 50 | 150 |
| Папка | шт. | 6 | 50 | 300 |
| Тетрадь | шт. | 3 | 40 | 120 |
| Всего за материалы | 1088 | |||
| Транспортно-заготовительные расходы (3-5%) | 52 | |||
| Итого по статье Cм | 1140 | |||
Таблица 32 – Расчёт бюджета затрат на приобретение спецоборудования для научных работ
| № п/п | Наименование
оборудования |
Кол-во единиц оборудования | Цена единицы оборудования c учетом НДC, руб. | Общая cтоимоcть оборудова |
| 1 | Перcональный компьютер | 1 | 45000 | 45000 |
| 2 | Лазерный принтер | 1 | 7000 | 7000 |
| Итого | 52000 |
Таблица 33 – Баланс рабочего времени
| Показатели рабочего времени | Руководитель | Исполнитель |
| Календарное число дней | 334 | 618 |
| Количество нерабочих дней выходные дни: праздничные дни: |
44 28 |
152 28 |
| Потери рабочего времени отпуск: невыходы по болезни: |
24 0 |
0 0 |
| Действительный годовой фонд рабочего времени | 238 | 437 |
Месячный должностной оклад работника:
Зм = Зб * (kпр + kд) * kр,
где Зб – базовый оклад, руб.;
kпр – премиальный коэффициент, (определяется «Положением об оплате
труда»);
kд – коэффициент доплат и надбавок (в НИИ и на промышленных предприятиях – за расширение сфер обслуживания, за профессиональное мастерство, за вредные условия. Определяется «Положением об оплате труда»); kр – районный коэффициент, равный 1,3 (для Томска).
Для руководит. [31]: Зм = 23264,86*(1,1+1,2)*1,3 = 69561,93 руб.
Для магистр. [31]: Зм = 8022,65*(1,1+1,2)*1,3 = 23987,72 руб.
Здн – среднедневная заработная плата работника, руб. Среднедневная заработная плата рассчитывается по формуле:
где Зм – месячный должностной оклад работника, руб.;
М – количество месяцев работы без отпуска в течение года: при отпуске в 24 раб. дня М =11,2 месяца, 5-дневная неделя;
Fд – действительный годовой фонд рабочего времени научно- технического персонала, раб. дн.

 .
.
Основная заработная плата (Зосн) руководителя (лаборанта, инженера) от предприятия (при наличии руководителя от предприятия) рассчитывается по следующей формуле:
Зосн Здн Траб
Для руководит.: Зосн =3273,5*238 = 779093,62 руб.
Для магистр.: Зосн = 570,87*437 = 247470,19 руб.
Таблица 34 – Расчёт основной заработной платы
| Иcполнители | Зб, руб. | kпр | kд | kр | Зм, руб. | Здн, руб. | Тр, раб. дн. | Зоcн, руб. |
| Руководитель | 23264,86 | 1,1 | 1,2 | 1,3 | 69561,93 | 3273,5 | 238 | 779093,62 |
| Магиcтрант | 8022,65 | 1,1 | 1,2 | 1,3 | 23987,72 | 570,87 | 437 | 247470,19 |
| Итого | 1026563,81 | |||||||
Дополнительная заработная плата рассчитывается исходя из 10 — 15% от основной заработной платы, работников, непосредственно участвующих в выполнение темы:
Зд?п = кд?п ∙ З??н
где Зоcн – основная заработная плата, руб.; Здоп – дополнительная заработная плата, руб.;
кдоп. – коэффициент дополнительной зарплаты, примем 12 % Таблица 35 – Заработная плата исполнителей НТИ
| Заработная плата | Руководитель | Магиcтрант |
| Оcновная зарплата | 779093,6 | 247470,19 |
| Дополнительная зарплата | 93491,23 | 29936,42 |
| Зарплата иcполнителя | 872574,83 | 277406,61 |
| Итого по cтатье Cзп | 1149991,44 | |
Отчисления на социальные нужды. Статья включает в себя отчисления во внебюджетные фонды.
Cвнеб kвнеб (Зосн Здоп) где kвнеб – коэффициент отчислений на уплату во внебюджетные фонды (пенсионный фонд, фонд обязательного медицинского страхования и пр.).
Примем этот показатель равным 27,1 % [32].
Таблица 36 – Отчисления во внебюджетные фонды
| Исполнитель | Отчисления, руб. |
| Руководитель проекта | Свнеб=0,271*872574,83=236467,78 |
| Магистрант | Свнеб=0,271*277406,61=75177,19 |
| Итого | 311644,97 |
Накладные расходы составляют 80-100 % от суммы основной и дополнительной заработной платы, работников, непосредственно участвующих в выполнение темы.
Расчёт накладных расходов ведётся по следующей формуле:
Снакл kнакл (Зосн Здоп) где kнакл. – коэффициент накладных расходов.
Для руководит.: Снакл =0,8*872574,83 = 698059,86 руб.
Для магистр.: Снакл = 0,8*277406,61 = 221924,8 руб.
Таблица 37 – Группировка по статьям
| Статья расходов | Затраты, руб. |
| Сырьё и материалы | 1140 |
| Спецоборудование | 52000 |
| Заработная плата и отчисления | 1149991,44 |
| Отчисления на социальные нужды | 311644,97 |
| Научные командировки | 110000 |
| Накладные расходы | 919984,66 |
| Итого | 2544761,07 |
4.3.5 Организационная структура проекта
Для проводимого исследования характерна проектная организационная структура (рис. 23).
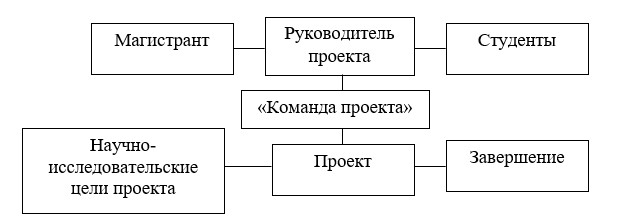
Рисунок 23 – Организационная структура проекта
4.3.6 Матрица ответственности
Для распределения ответственности между участниками проекта формируется матрица ответственности.
Таблица 38 – Матрица ответственности
| Этапы проекта | Исполнитель
(магистрант) |
Ответственный
(руководитель) |
| Проведение термодинамических расчетов | + | — |
| Разработка мат. модели | + | + |
| Испытание программы | + | + |
| Обработка данных | + | — |
| Проверка данных | — | + |
| Написание пояснительной записки | + | — |
4.3.7 Реестр рисков проекта
Идентифицированные риски проекта включают в себя возможные неопределенные события, которые могут возникнуть в проекте и вызвать последствия, которые повлекут за собой нежелательные эффекты. Уровень риска может быть высокий, средний или низкий в зависимости от вероятности наступления и степени влияния риска.
Таблица 39 – Реестр рисков
| № | Риск | Вероятность наступления
(1-5) |
Влияние риска
(1-5) |
Уровень риска* | Способы смягчения риска | Условия наступления |
| 1 | Отсутствие финансирования | 3 | 3 | Низкий | Заинтересовать инвесторов | Незаинтересованность в данной разработке |
| 2 | Ограничения внедрения на рынок | 4 | 4 | Высокий | Провести маркетинговый анализ | Нет рекламы, незаинтересованность в отечественном продукте |
| 3 | Отсутствие прототипа научной разработки | 5 | 5 | Высокий | Выявить сильные и слабые стороны конкурентов | Наличие альтернативных разработок |
4.3.8 Оценка сравнительной эффективности исследования
Определение эффективности происходит на основе расчета интегрального показателя эффективности научного исследования. Его нахождение связано с определением двух средневзвешенных величин:
финансовой эффективности и ресурсоэффективности.
Интегральный финансовый показатель разработки определяется как:
исп.i Фрi
Iфинр ,
Фmax
где Iфинрисп.i – интегральный финансовый показатель разработки;
Фрi – стоимость i-го варианта исполнения;
Фmax – максимальная стоимость исполнения научно-исследовательского проекта (в т.ч. аналоги).
Таблица 40 – Группировка затрат по статьям аналогов разработки
| Статья расходов | Разработка | Аналог 1 | Аналог 2 | |
| Затраты, руб. | ||||
| Сырьё и материалы | 1140 | 1500 | 1000 | |
| Спецоборудование | 52000 | 60000 | 75000 | |
| Заработная плата и отчисления | 1149991,44 | 1149991,44 | 1149991,44 | |
| Отчисления на | 311644,97 | 347294,38 | 347294,38 | |
| социальные нужды | ||||
| Научные командировки | 110000 | 110000 | 110000 | |
| Накладные расходы | 919984,66 | 919984,66 | 919984,66 | |
| Итого | 2544761,07 | 2553121,07 | 2567621,07 | |

Полученная величина интегрального финансового показателя разработки отражает соответствующее численное удешевление стоимости разработки.
Интегральный показатель ресурсоэффективности вариантов исполнения объекта исследования можно определить следующим образом:
n n
Iта abi iа Iтр abi iр
i1 , i1 ,
где Iт – интегральный показатель ресурсоэффективности вариантов; ai
– весовой коэффициент i-го параметра; bia , biр – бальная оценка i-го параметра для аналога и разработки,
устанавливается экспертным путем по выбранной шкале оценивания; n – число параметров сравнения.
Расчёт интегрального показателя ресурсоэффективности рекомендуется проводить в форме таблицы, пример которой приведен ниже.
Таблица 41 – Сравнительная оценка характеристик вариантов исполнения проекта
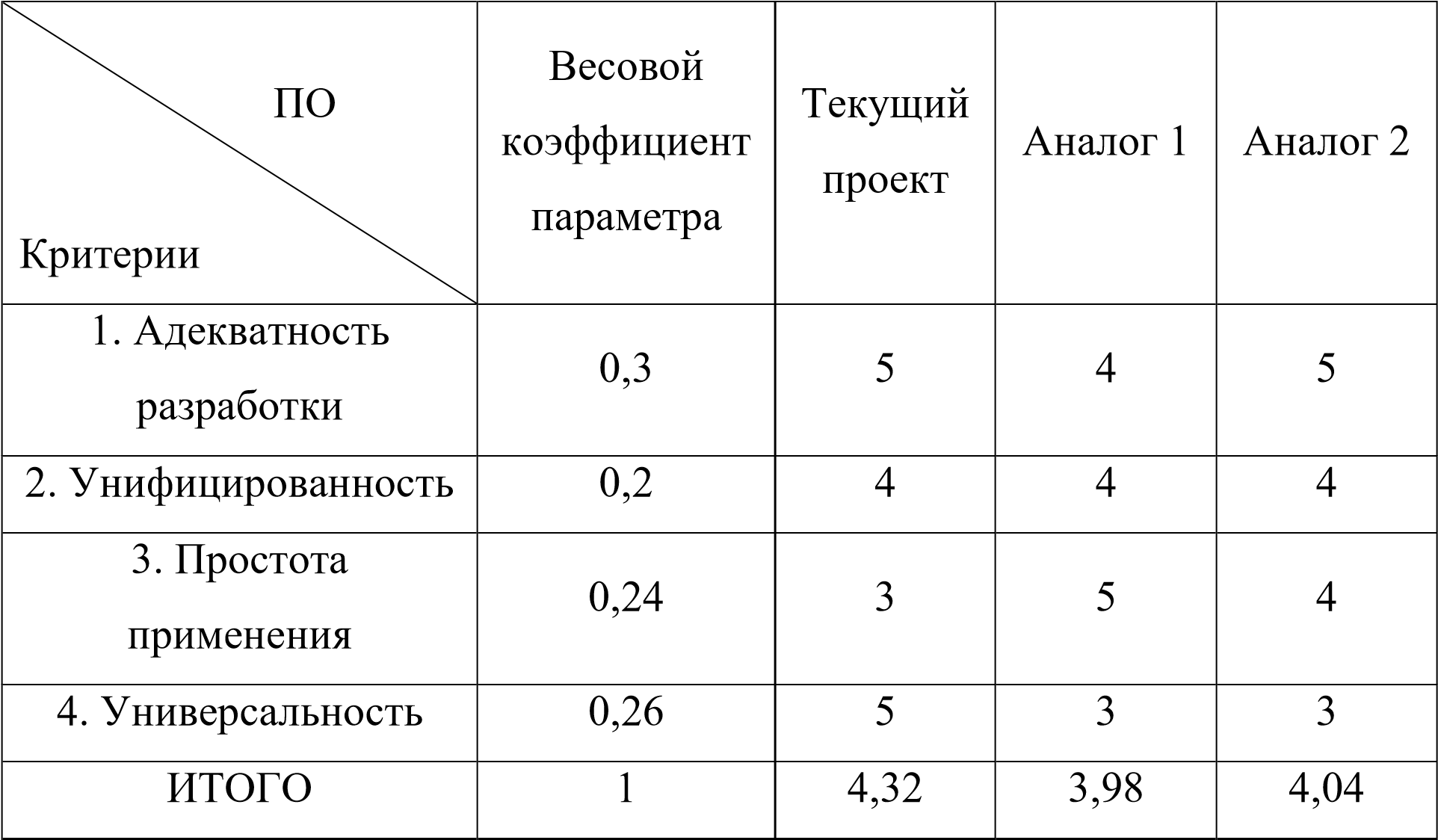
( Iфинрp ) и Интегральный показатель эффективности разработки
аналога ( Iфинра ) определяется на основании интегрального показателя ресурсоэффективности и интегрального финансового показателя по формуле:
Сравнение интегрального показателя эффективности текущего проекта и аналогов позволит определить сравнительную эффективность проекта. Сравнительная эффективность проекта:
где Эcр – сравнительная эффективность проекта;
?финр? – интегральный показатель разработки;
?финра – интегральный технико-экономический показатель аналога. Таблица 42 – Сравнительная эффективность разработки
| №
п/п |
Показатели | Аналог 1 | Аналог 2 | Разработка | |
| 1 | Интегральный финансовый показатель разработки | 0,994 | 1 | 0,991 | |
| 2 | Интегральный показатель ресурсоэффективности разработки | 3,98 | 4,04 | 4,32 | |
| 3 | Интегральный показатель эффективности разработки | 4,00 | 4,04 | 4,35 | |
| 4 | Сравнительная эффективность вариантов исполнения | 1,0875 | 1,0767 | ||
Вывод: Сравнение значений интегральных показателей эффективности вариантов исполнения разработки показало, что более эффективным вариантом решения технической задачи, поставленной в магистерской работе c позиции финансовой и ресурсной эффективности, является данная разработка.
5 Социальная ответственность
Данная дипломная работа выполнялась в аудитории 135, расположенная на первом этаже 2-го учебного корпуса Томского политехнического университета.
Объект исследования – технология сульфирования линейного алкилбензола. Цель работы – оптимизация технологии сульфирования с применением специально разработанной математической модели.
Экспериментальная часть магистерской диссертации осуществлялась на персональном компьютере (далее ПК) при работе с различными программными обеспечениями на Отделении химической инженерии. Рабочая зона представляет собой аудиторию, оборудованную системами отопления, кондиционирования воздуха.
Рабочее место в аудитории представляет собой стол, с находящимся на нем монитором и системным блоком ЭВМ, и офисный стул, соответствует требованиям [33].
5.1 Производственная безопасность
5.1.1 Анализ вредных факторов при адаптации математической модели на производстве
Анализ на предприятии получения линейной алкилбензолсульфокислоты показал, что наиболее опасными факторами являются следующие:
- токсическое отравление обслуживающего персонала, при разгерметизации трубопровода газовой смеси на выходе из печи c выбросом диоксида серы SO2;
- химический ожог, который возможен при разгерметизации трубопроводной обвязки, фланцевых соединений на сепараторе с проливом олеума;
- токсическое воздействие с летальным исходом на персонал вторичного облака;
- химический ожог при разгерметизация трубопроводной обвязки, фланцевых соединений низа абсорбера с проливом серной кислоты (олеума);
- применение в качестве привода механического оборудования, освещение и питания средств КИПиА электроэнергии напряжением (380 ÷ 220 В) может привести к травмированию обслуживающего персонала путем поражения электрическим током и явиться источником загорания и взрыва.
- разгерметизация емкости с проливом щелочи, при попадании последней на обслуживающий персонал возможно нарушение кожного покрова и поражении внутренних органов;
- наличие в сырье и продукции активных соединений серы приводит к образованию в оборудовании и коммуникациях пирофорных соединений (в результате химической коррозии металла), которые способны окисляться кислородом воздуха с сильным разогревом, что может являться причиной загорания.
Основными веществами, участвующими в создании поражающих факторов для наиболее вероятного и наиболее опасного сценария аварий, является диоксид и триоксид серы, серная кислота (олеум), щелочь. Это соответственно вещества 3 и 2 класса опасности. Согласно ГН 2.2.5.1313-03 «Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны» [34] установлены следующие величины ПДК в рабочей зоне
(табл. 43).
Таблица 43 – Предельно допустимые концентрации веществ на производстве
| № | Название вещества | Величина ПДК,
мг/м3 |
Преимущественное агрегатное состояние воздухе их условиях | в | Класс опасности |
| 1 | Линейный алкилбензол | 300 | аэрозоль | 4 | |
| 2 | Сера | 6 | аэрозоль | 4 | |
| 3 | Сернистый ангидрид (SO2) | 10 | газ | 3 | |
| 4 | Серный ангидрид (SO3) | 1 | газ | 2 | |
| 5 | Серная кислота (H2SO4) | 1 | аэрозоль | 2 | |
| 6 | Щелочь (NaOH) | 0,5 | аэрозоль | 2 |
SO3 (2-ой класс): раздражает верхние дыхательные пути, вызывает сильный кашель и воспаление дыхательных путей. При высоких концентрациях могут появиться кровавая мокрота, рвота (иногда с кровью), позже – тяжелые воспалительные процессы бронхов и лёгких. При попадании на кожу вызывает сильные ожоги. Первые симптомы отравления: неопределённое чувство нездоровья и сильной слабости, головокружение, головная боль, чувство холода и стеснение дыхания, тошнота, рвота.
H2SO4 (2-ой класс): в результате выделения SO3 оказывает сильное раздражающее действие на кожу, глаза и органы дыхания, вызывая оттек легких. При попадании на кожу вызывает тяжелые ожоги.
Щелочь (NaOH) (2-ой класс): Действие щелочей на организм
обусловлено прежде всего их способностью поглощать воду из тканей, а также растворять тканевые белки с образованием щелочных альбуминатов при попадании растворов или пыли щелочей на кожу и слизистые оболочки. Опасно попадание щёлочи в глаза, поскольку при этом также поражаются не только поверхностные ткани (роговица), но и более глубокие.
SO2 (3-ий класс): раздражает дыхательные пути, вызывая спазм бронхов и увеличение сопротивления дыхательных путей. При воздействии SO2 в виде аэрозоля, образующегося при туманах и повышенной влажности воздуха, раздражающий эффект сильнее. При неблагоприятных метеорологических условиях может вызвать массовое отравление населения. Общее действие заключается в нарушении углеводородного и белкового обмена, угнетении окислительных процессов в головном мозге, печени, селезёнке, мышцах.
ЛАБ (линейный алкилбензол) (4-ый класс): не оказывает значительного токсикологического действия на организм, в зависимости от дозы может приводить к слабовыраженным аллергическим реакциям, не нарушает окислительных процессов в окружающей среде и внутри организма.
Сера (S): вещество 4-го класса опасности, которое вызывает воспаление слизистых оболочек глаз и верхних дыхательных путей, раздражение кожных покровов, ожоги, заболевание желудочно-кишечного тракта. Кумулятивными свойствами не обладает. Меры предосторожности: мытье в душе после работы с серой.
При возникновении аварийного положения на установке технологический персонал должен немедленно принять соответствующие меры по ликвидации аварии. Сообщить об аварийной ситуации диспетчеру производства, дежурным соответствующих энергетических служб (электроэнергия, пар, вода, воздух и т.д.), вызвать пожарную команду при угрозе пожара, газоспасательную службу, медицинскую помощь. Технологический персонал обязан также оповестить об аварии все взаимосвязанные технологические объекты.
Одновременно об аварийной ситуации на установке докладывается руководству установки, производства и после выполнения операций, предотвращающих развитие аварийной ситуации, возможно произвести нормальную остановку установки
5.1.2 Анализ опасных факторов на рабочем месте
Так как вся работа над магистерской диссертацией проводилась в компьютерной аудитории №135, проведем анализ опасных факторов именно для этого рабочего места. Охрана труда при работе за персональным компьютером, регулируются [33, 35, 36].
При работе за персональным компьютером необходимо оценить характеристику информационного взаимодействия человека и персональных электронно-вычислительных машин (далее ПЭВМ), особенности организации рабочего места, условия производственной среды, а именно освещение, микроклимат, уровень шума и вибрации, электромагнитные поля, визуальные эргономические параметры дисплея и т. д.
В рамках магистерской диссертации взаимодействие с ПК
осуществлялось в форме работы в режиме диалога с ПК Уровень электромагнитных полей (ЭМП).
Одним из наиболее вредных факторов является ЭМП, которое при превышении допустимых уровней оказывает вредное влияние на нервную, иммунную, эндокринную системы человека. Наиболее подвержены влиянию ЭМП кровеносная система, головной мозг, глаза, иммунная и половая системы.
Наибольший вред состоянию здоровья человека наносят блок бесперебойного питания, переходники, незаземлённые розетки, а также мониторы и системные блоки. Основным источником ЭМ излучений от мониторов ПЭВМ является трансформатор высокой частоты строчной развёртки, который размещается в задней или боковой части терминала.
Согласно [36] допустимые уровни ЭМП, создаваемых ПЭВМ на рабочем месте пользователя представлены в таблице 44.
Таблица 44 – Временные допустимые уровни ЭМП, создаваемые ПЭВМ на рабочем месте
Наименование параметров
ВДУ
Напряженность
электрического поля
в диапазоне частот
Гц
5
–
Гц
2
В/м
25
в диапазоне частот
кГц
2
–
к Гц
400
,5 В/м
2
Плотность магнитного
потока
в диапазоне частот
Гц
5
–
Гц
2
нТл
250
в диапазоне частот
2
кГц
–
кГц
400
нТл
25
Напряженность электрического поля
15
В/м
Мощность экспозиционной дозы в соответствии с [33] мягкого рентгеновского излучения в любой точке на расстоянии от экрана 0,05 м не должна превышать 1 мкЗв/ч (100 мкР/ч).
Используемый в процессе выполнения дипломной работы ПК соответствует предельно допустимому уровню излучения для цифровых устройств класса В части 15 правил Федеральной комиссии связи.
Полностью избежать воздействия ЭМП ПЭВМ невозможно. Но можно максимально снизить это воздействие. Для обеспечения на рабочем месте предельно допустимых уровней электромагнитных полей необходимо рациональное размещение рабочих мест, оснащённых ПЭВМ.
Уровень акустического шума и вибрации.
В соответствии с [37] уровень шума на рабочем месте пользователей ПК не должны превышать значений 50 дБА. В помещениях всех типов образовательных учреждений, в которых используются ПЭВМ, уровень вибрации должен быть ниже допустимых значений в соответствии с [38]. Рабочее место относится к общей вибрации 3 категории, типа В. Значения уровня акустического шума в учебной аудитории не превышают указанных норм.
Визуальные параметры устройств отображения информации.
Работа на ПК вызывает значительное напряжение функций зрительного аппарата. Расстройство органов зрения резко увеличивается при несбалансированном рабочем графике.
Продолжительная работа с ПК в диалоговом режиме может привести к снижению концентрации внимания и работоспособности, нарушению сна, ухудшению эмоционального состояния, хронической головной боли, повышенной возбудимости нервной системы, депрессии. Допускаемые значения визуальных показателей в соответствии с [33].
Для снижения вредности необходим сбалансированный режим работы с ПК. Расстояние от экрана монитора до глаз пользователя должно быть не меньше 50 см. Конструкция должна предусматривать регулирование яркости и контрастности.
Максимальное время работы за компьютером не должно превышать 6 часов за смену [38].
Освещение на рабочем месте.
Согласно [33, 39, 40] в компьютерных залах организовано естественное и искусственное освещение. Естественное освещение обеспечивается через оконные проемы с коэффициентом естественного освещения КЕО не ниже 1,2% в зонах с устойчивым снежным покровом и не ниже 1,5% на остальной территории.
Рабочий стол размещен таким образом, что монитор стоит тыльной и боковой сторонами к окнам, а естественный свет падает преимущественно слева. В помещении эксплуатации компьютеров искусственное освещение осуществляется системой общего равномерного освещения.
Для обеспечения нормативных значений освещенности в помещении проводится чистка стекол оконных проемов и светильников, а также своевременная замена перегоревших ламп.
Микроклимат на рабочих местах, оборудованных ПЭВМ.
На рабочих местах пользователей ПК должны обеспечиваться оптимальные параметры микроклимата в соответствии с [41]. Согласно этому документу оптимальные характеристики микроклимата представлены в таблице 45. Рассматриваемую работу пользователя ПК относим к категории тяжести работ 1а (работы с интенсивностью энергозатрат до 120 ккал/ч (до 139 Вт)), производимые сидя и сопровождающиеся незначительным физическим напряжением).
Таблица 45 – Оптимальные параметры микроклимата
Температура
Сезон
воздуха, t, ºС
Относительная
влажность, %
Холодный и переходный (средне
суточная температура меньше 10 ºС)
22
—
24
60
—
40
Теплый
(
среднесуточная температура
воздуха 10 ºС и выше)
21
—
23
60
—
40
Содержание вредных химических веществ.
Содержание вредных химических веществ в воздухе помещений, предназначенных для использования ПЭВМ во всех типах образовательных учреждений, не должно превышать предельно допустимых среднесуточных концентраций для атмосферного воздуха в соответствии с [42]. Рабочей зоной следует считать пространство высотой до двух метров над уровнем пола или площади, на которой находятся места постоянного или временного пребывания работающих.
Требования к организации и оборудованию рабочих мест с ПЭВМ для обучающихся в учреждениях высшего профессионального образования.
В соответствии с [33] на рабочее место одного пользователя ПЭВМ должно приходится не менее 6 м2. К помещениям, где находятся ПЭВМ, предъявляют требования к внутренней отделки. Полимерные материалы используются для внутренней отделки интерьера помещений с ПЭВМ при наличии санитарно-эпидемиологического заключения согласно [43]. Помещения, где размещена ПЭВМ, должны быть снабжены защитным заземлением (занулением) в соответствии с техническими требованиями по эксплуатации.
Помещения для занятий оборудуются одноместными столами, предназначенными для работы с ПЭВМ, причем конструкция одноместного стола для работы с ПЭВМ должна соответствовать [33].
Оконные проемы в помещениях использования ПЭВМ должны быть оборудованы регулируемыми устройствами типа — жалюзи, занавесей и др.
Обеспечение электро- и пожарной безопасности на рабочем месте.
Требования безопасности при эксплуатации электрооборудования регламентируются [43,44], в соответствии с которым неэлектротехническому персоналу, выполняющему работы, при которых может возникнуть опасность поражения электрическим током, присваивается группа I по электробезопасности.
Присвоение группы I производится путем проведения инструктажа и проверкой приобретенных навыков безопасных способов работы или оказания первой помощи при поражении электрическим током. Присвоение I группы по электробезопасности проводится с периодичностью не реже 1 раза в год.
В соответствии со ст. 26 [43,44] учебная аудитория, оборудованная компьютером, относится к категории «В». Пожарная безопасность обеспечивается системой предотвращения пожара и системой пожарной защиты. Во всех служебных помещениях составлен «План эвакуации людей при пожаре», который регламентирует действия персонала в случае возникновения очага возгорания и указывает места расположения пожарной техники.
Горючими компонентами в помещении являются: строительные материалы для акустической и эстетической отделки помещений, перегородки, двери, полы, изоляция кабелей и др.
Источниками возгорания могут служить электрические схемы от ЭВМ, приборы, применяемые для технического обслуживания, дополнительные электроприборы (принтер, сканер, факс и т.д.), устройства электропитания, кондиционирования воздуха, где в результате различных нарушений в работе элементы перегреваются, могут возникнуть электрические искры, способные вызвать загорания горючих материалов.
5.2 Экологическая безопасность
Так как при создании программы математического моделирования процесса сульфирования невозможно учесть влияние вредных веществ на окружающую среду, поэтому в качестве альтернативы предлагается рассмотреть опасные вещества, утечка которых возможна на предприятии при производстве линейной алкилбензолсульфокислоты.
Работа установки сульфирования связана с образованием и выбросом загрязняющих веществ в атмосферу. Выбросы установки делятся на организованные и неорганизованные. К организованному выбросу относится выброс отходного газа через трубу.
К неорганизованным выбросам относятся выбросы через неплотности аппаратов, запорной, регулирующей и предохранительной арматуры, фланцевых соединений, уплотнений и т.д. Через неорганизованные выбросы могут выходить наиболее опасные вещества 3 и 2 класса опасности – сернистый ангидрид, серный ангидрид, серная кислота, щелочь, линейный алкилбензол, сера [45].
Объем образующихся сточных вод и степень их загрязненности определяются технологическим процессом. При авариях, ремонте аппаратов, оборудования и трубопроводов категорически запрещается сброс в канализацию нефтяных и химических продуктов, не являющихся сточными водами. Сточные воды, сбрасываемые в заводские сети канализации, не должны содержать вещества, вызывающие коррозию материала труб или их засорение и обрастание. Запрещается сбрасывать в канализацию шламы от зачистки оборудования.
5.3 Безопасность в чрезвычайных ситуациях
При возникновении ЧС, мероприятия представляют собой проведение спасательных работ и неотложных аварийно-восстановительных работ в очаге поражения. Данные мероприятия определены в [46] и проводятся на основании положения комплекса государственных стандартов по предупреждению и ликвидации чрезвычайной ситуации.
При возникновении ЧС мирного времени (опасные природные явления, техногенные аварии) согласно [47] на территории Томской области наиболее вероятны следующие природные явления, создающие чрезвычайные ситуации и опасность при работе с ПК:
- Шторм со скоростью ветра 24,5–32,6 м/с и ураганы со скоростью ветра свыше 33 м/с могут привести к значительным и катастрофическим разрушениям и поломкам стволов деревьев, что может быть причиной нарушения и повреждения линий электропередач.
- Продолжительные сильные дожди с количеством осадков 100 мм и более за период более 12 ч и менее 48 ч.
Основную опасность для помещений, оборудованных ПЭВМ на территории г. Томска могут также представлять грозовые явления, при прямом попадании молнии может возникнуть пожар, произойти разрушение оборудования, поражение и гибель людей. Поэтому в случае грозовых явлений предусмотрена молниезащита (система, обеспечивающая перехват молнии и отвод её в землю, тем самым, защищая здание (сооружение) от повреждения и пожара).
Для 2 корпуса ТПУ одна из наиболее вероятных ЧС это опасные гидрологические явления в виде затопления подвальных помещений, подъездных и эвакуационных путей, а также образование оползня в весенний период из-за таяния снегов. Данные вредоносные факторы могут повлиять на целостность сооружения и привести к разрушению здания. Для предотвращения ЧС разработаны инженерно-технические меры, включающие в себя: ливневые коммуникации, плановый вывоз снега, укрепления грунта насаждениями.
Наряду с другими техногенными авариями и катастрофами (пожары, взрывы, радиация, обрушение здания) в случае использования ПЭВМ необходимо рассмотреть опасность, возникающую от электричества.
Возникновение пожара считается производственной аварией, так как он наносит значительный материальный ущерб и может вызвать остановку технологического процесса. Любой пожар легче всего ликвидировать в начальной стадии, приняв меры к локализации очага, чтобы не допустить образования площади горения. Успех быстрой локализации очага пожара в начальной стадии зависит:
- от наличия огнетушительных средств и умения применять их;
- от наличия пожарной связи и сигнализации для оповещения о возникновении пожара и вызова пожарной помощи.
При загорании электрических аппаратов или веществ около проводов, находящихся под током во время тушения пожаров всегда имеется опасность поражения током. Поэтому в здании или его части, где производится тушение пожара, электрическая сеть должна быть отключена.
В случае поступления сигнала об эвакуации необходимо: обесточить все электроприборы, находящиеся на рабочем месте, перекрыть кран подачи воды, выключить освещение. Выходя из лаборатории необходимо выключить общий рубильник.
В случае стихийного бедствия или военного конфликта необходимо эвакуироваться. При стихийном бедствии необходимо оповестить всех работников об угрозе возникновения бедствия. К числу мероприятий по предотвращению и максимальному снижению последствий от стихийных бедствий относятся: строгое соблюдение специфических мер безопасности, оповещение населения, специальная подготовка и оснащение формирований, оказание своевременной медицинской помощи пострадавшим.
5.4 Правовые и организационные вопросы обеспечения безопасности
В феврале 2018 года правительством РФ подписано генеральное соглашение с общероссийскими объединениями профсоюзов и работодателей на 2018-2020 годы [48]. В частности, в соглашении говорится о стремлении к
совершенствованию нормативной правовой базы и улучшения здоровья работников. Затронута задача по разработке комплекса мер, направленных на экономическое стимулирование технического перевооружения и модернизацию производства в целях улучшения условий труда. Говорится также о необходимости содействия развитию человеческого потенциала, внедрению принципов достойного труда, повышению эффективности государственного управления, социальной справедливости, ответственности и социального партнерства. Государство в этом же документе обязуется продолжить развивать эффективную и устойчивую систему обязательного социального страхования, повышать уровень социальной защиты работающих граждан.
В целях сохранения и повышения работоспособности, ускорения адаптации к действию неблагоприятных условий труда, профилактики заболеваний, работающим в контакте с химическими веществами следует проводить витаминизацию, выдавать молоко каждый рабочий день [49].
Система управления охраной труда даёт предприятию возможность разработать свою концепцию по охране труда, установить цели (целевые показатели) охраны труда, организовать трудовые процессы с принятием необходимых мер повышения результативности охраны труда, а также создать социально-ориентированное производство, исключить ущерб в результате аварий, инцидентов и несчастных случаев.
Федеральный закон Российской Федерации N 426-ФЗ [33] устанавливает правовые и организационные основы и порядок проведения специальной оценки условий труда, определяет правовое положение, права, обязанности и ответственность участников оценки условий труда.
Заключение
В результате проделанной работы были исследованы и выявлены термодинамические закономерности побочных реакций с образованием гомологов 2-фенилалканов и полиароматических соединений (ΔG<0) на стадиях гидрирования-дегидрирования, влияющих на процесс сульфирования линейных алкилбензолов серным ангидридом. Были детально изучены механизмы реакций, проанализированы экспериментальные данные с установки получения алкилбензолсульфокислоты и установлено, что за исследуемый период времени работы технологической линии (октябрь 2016 г. – январь 2017 г.) высокое содержание побочных соединений (легкая ароматика и изопарафины) в сырье напрямую влияло на ухудшение качества ЛАБСК. Разработана математическая модель процесса сульфирования, с помощью компьютерной программы проведены расчеты по изменению основных технологических параметров процесса сульфирования.
Данная работа в совокупности с производственными данными позволила выработать рекомендации для повышения эффективности технологии получения алкилбензолсульфокислоты путем оптимизации основных технологических параметров процесса сульфирования – мольного соотношения SO3/ЛАБ, которое в зависимости от содержание нежелательных ароматических соединений в сырье предлагается варьировать в диапазоне от 0,99 до 1,02. Также в зависимости от концентрации ароматики в сырье были рассчитаны оптимальные расходы серы на сжигание. Выявленные закономерность, что с ростом ароматики уменьшается длительность межпромывочных периодов, позволили создать адекватный прогнозирующий инструмент – математическую модель, внедрение которой на производство позволит технологам предотвратить ухудшение качества алкилбензолсульфокислоты путем профилактической промывки в сокращенные сроки и уменьшить риск выпуска некондиционных партий АБСК.
Список публикаций
- A.A. Krutei, I.O. Dolganova, I.M. Dolganov Optimization of technology’s linear alkyl benzene sulfonic acid with using mathematical modeling methods //
Химия и химическая технология в XXI веке: материалы XIX Международной научно-практической конференции студентов и молодых ученых имени профессора Л.П.Кулева, Томск, 21-24 Мая 2018. – Томск: ТПУ, 2018 – C. 511512
- Долганова (Шнидорова) И. О., Долганов И. М., Шандыбина А., Ивашкина (Михайлова) Е. Н., Крутей А. А. Прогнозирование длительности межпромывочного цикла реактора сульфирования линейных алкилбензолов с использованием компьютерной моделирующей системы // Проблемы геологии и освоения недр: труды XXI Международного симпозиума имени академика М.А. Усова студентов и молодых ученых, посвященного 130-летию со дня рождения профессора М.И. Кучина, Томск, 3-7 Апреля 2017. – Томск: ТПУ, 2017 – Т. 2 – C. 308-309
- Крутей А. А., Долганова (Шнидорова) И. О., Долганов И. М., Ивашкина (Михайлова) Е. Н. Расчет оптимального расхода серы на сжигание с использованием математической модели процесса сульфирования линейных алкилбензолов для повышения ресурсоэффективности процесса // Химия и химическая технология в XXI веке: материалы XVIII Международной научнопрактической конференции студентов и молодых ученых имени профессора
Л.П. Кулёва, Томск, 29 Мая-1 Июня 2017. – Томск: Изд-во ТПУ, 2017 – C. 312313
- Крутей А. А., Долганова (Шнидорова) И. О., Иванчина Э. Д., Ивашкина (Михайлова) Е. Н. Моделирование процесса сульфирования линейного алкилбензола в реакторе пленочного типа // Переработка углеводородного сырья. Комплексные решения (Левинтерские чтения): материалы Всероссийской научной конференции, Самара, 3-5 Ноября 2016. –
Самара: СамГТУ, 2016 – C. 149-150
- Ivanchina E. D., Ivashkina E. N., Dolganova I. O., Dolganov I. M., Krutey
A. A. Application of Mathematical Modeling for Optimization of Linear
Alkylbenzenes Sulphonation Modes in Film Reactor // Procedia Engineering. – 2016 – Vol. 152. – p. 73-80
- Крутей А. А., Долганова (Шнидорова) И. О., Ивашкина (Михайлова) Е. Н., Иванчина Э. Д. Оптимизация технологии поверхностно-активных веществ на основе алкилбензолсульфокислоты // V Международная конференция-школа по химической технологии ХТ’16: сборник тезисов докладов сателлитной конференции XX Менделеевского съезда по общей и прикладной химии,
Волгоград, 16-20 Мая 2016. — Волгоград: Изд-во ВолгГТУ, 2016 – Т. 2 – C. 31-33
- Krutey A. A., Dolganova I. O. The optimization of surfactants technology on the basis of alkyl benzene sulphonic acid // Химия и химическая технология в XXI веке: материалы XVII Международной научно-практической конференции студентов и молодых ученых имени профессора Л.П.Кулева, посвященной 120летию Томского политехнического университета, Томск, 17-20 Мая 2016. – Томск: ТПУ, 2016 – C. 511-512
- Крутей А. А., Долганова (Шнидорова) И. О. Оптимизация технологии поверхностно-активных веществ на основе алкилбензолсульфокислоты // Проблемы геологии и освоения недр: труды XX Международного симпозиума имени академика М.А. Усова студентов и молодых ученых, посвященного 120летию со дня основания Томского политехнического университета, Томск, 4-8 Апреля 2016. – Томск: Изд-во ТПУ, 2016 –Т. 2 – C. 511-513
- Крутей А. А., Платонов В. В., Долганова (Шнидорова) И. О. Оптимизация технологии поверхностно-активных веществ на основе алкилбензолсульфокислоты // Актуальные проблемы науки и техники: материалы VIII Международной научно-практической конференции молодых учёных: в 3 т., Уфа, 16-18 Ноября 2015. – Уфа: УГНТУ, 2015 – Т. 1 – C. 277-279
- Иванчина Э. Д., Ивашкина (Михайлова) Е. Н., Платонов В. В., Долганова (Шнидорова) И. О., Глик П. А., Крутей А. А. Создание и применение компьютерной моделирующей системы для оптимизации работы нефтехимического производства, использующего токсичный HF-катализатор //
Мир нефтепродуктов. Вестник нефтяных компаний. – 2015 – №. 9. – C. 36-48
Список используемых источников
- Achimate [Электронный ресурс]/ URL: http://www.acmite.com/marketreports/chemicals/global-surfactant-market.html , свободный. – Загл. с экрана. –
Яз. англ. Дата обращения: 20.03.2018 г.
- Олонцев И.Ф., Ветошкин Ю.С. Тенденции развития производства и рынка
СМС и товаров бытовой химии в России в ХХ1 веке. – «Бытовая Химия». – 2005. – №20. – 4-8 с.
- Адельсон С.В., Вишнякова Т.П., Паушкин Я.М., Технология нефтехимического синтеза: учеб. для вузов. – 2-е изд., перераб. – М.: Химия, 1985. – 608 с.
- Николаев П.В., Козлов Н.А., Петрова С.Н. Основы химии и технологии синтетических моющих веществ: учебн. пособие: Иван. гос. хим.-технолог. унив-т. – Иваново, 2007. – 116 с.
- ХимПродукт [Электронный ресурс] / URL: http://www.chem.com.ua/i_pav.php
, свободный. – Загл. с экрана. – Яз. русск. Дата обращения: 20.03.2018 г.
- Gomez Mendoza N.A., Dobrosz-Gomez I., Gomez Garcia M.A. Modeling and simulation of an industrial falling film reactorusing the method of lines with adaptive mesh. Study case: Industrial sulfonation of tridecylbenzene // Computers and
Chemical Engineering. – 2014. – №68. – P 233-241
- Ana Carolina Kogawa, Beatriz Gamberini Cernic, Leandro Giovanni Domingos do
Couto, Hérida Regina Nunes Salgado Synthetic detergents: 100 years of history // Saudi Pharmaceutical Journal. – 2017. – №25. – P 934-937
- IIT Sulfonation technology [Электронный ресурс] / URL: http://www.iitsrl.it/sulfonation , свободный. – Загл. с экрана. – Яз. англ. Дата обращения: 24.03.2018 г.
- Foster N. C. Sulfonation and sulfation processes. [Электронный ресурс] / The
Chemithon Corporation. URL:
http://www.chemithon.com/Resources/pdfs/Technical_papers/Sulfo%20and%20Sulfa %201.pdf , свободный. – Загл. с экрана. – Яз. англ. Дата обращения: 24.03.2018 г.
- Attar M. B. Production of Linear Alkybenzene Sulfonic Acid (LAS) at High
Pressure in Supercritical Carbon Dioxide Medium: the University of Waterloo. – Waterloo, Ontario, Canada, 2010. – 115 р.
- Шевердяев О.Н., Белов П.С., Шкитов А.М. Основы технологии поверхностно-активных веществ и синтетических моющих средств. –
Москва: МГОУ, 2001. – 201 с.
- Sun B., Zhang L, Weng Z., Zhang L., Chu G., Zou H., Chen J. Sulfonation of alkylbenzene using liquid sulfonating agent in rotating packed bed: Experimental and numerical study //Chemical Engineering & Processing: Process Intensification. –
2017. – №119. – P 93-100
- Zhang D., Zhang P.-Y., Zou H-K., Chu G.-W., Wu W., Zhu Z.-W., Shao L., Chen J.-F. Application of HIGEE process intensification technology in synthesis of petroleum sulfonate surfactant //Chemical Engineering & Processing: Process
Intensification. – 2010. – № 49. – P 508-513
- Баннов П.Г. Процессы переработки нефти. Часть 2. – М.:
ЦНИИТЭнефтехим, 2001. – 415 с.
- Roberts D. W. Sulfonation technology for anionic surfactant manufacture //
Organic Process Research & Development. – 1998. – № 2. – Р 194-202
- Roberts D. W. Optimisation of the linear alkyl benzene sulfonation Process for surfactant manufacture // Organic Process Research & Development. – 2003. – №7. –
Р 172-184
- Lanteri A. Sulfonation and Sulfation Technology // Journal of the American Oil Chemists’ Society. – 1978. – №55. – P 128-133
- Многотрубный реактор с опускающейся пленкой для непрерывного сульфирования и/или сульфатирования жидкого органического вещества: пат. 2165788 Рос. Федерация / B01J10/02, C07B45/02 / Биргер Дахль; заявл.
22.03.1996; опубл. 27.04.2001
- YAMANE I. Recent Findings and Experiences with Alpha Olefin Sulfonates // J.
AM. OIL CHEMISTS’ SOC. – 1978. – №55. – Р 81-86
- Jose Colina-Marquez Deyler Castilla-Caballero Fiderman Machuca-Martinez Modeling of a falling-film photocatalytic reactor: Fluid dynamics for turbulent regime // Applied Mathematical Modelling. – 2016. – №40. – P 4812-4821
- Ortega J. Sulfonation/Sulfation Processing Technology for Anionic Surfactant Manufacture //Advances in Chemical Engineering. – 2012. – P 269-294
- ТР. СМК П-032-2011: Постоянный технологический регламент на производство алкилбензолсульфокислоты методом сульфирования линейных алкилбензолов ООО «КИНЕФ», 2011. – 247 с.
- Баннов П. Г. Основы анализа и стандартные методы контроля качества нефтепродуктов. – М.:ЦНИИТЭнефтехим., 2005. – 792 с.
- Леонова М. В. Сульфирование: Практикум // Самарский государственный технический университет. – Самара, 2005. – 57 с.
- Ланге К. Р. Поверхностно-активные вещества: синтез, свойства, анализ, применение – СПб.: Профессия. 2004. – 240 с.
- Cross J. Anionic Surfactants-Analytical Chemistry // New York. – 1998. – 368 p.
- Полещук О.Х., Кижнер Д.М. Химические исследования методами расчета электронной структуры молекул. – Томск: Изд-во ТПУ, 2006. – 145 с.
- Норкем [Электронный ресурс] / URL: http://www.norchem.ru/o-kompanii , свободный. – Загл. с экрана. – Яз. рус. Дата обращения: 20.04.2018 г.
- НПП Спецавиа [Электронный ресурс] / URL: https://www.savia.ru/products/specialfluid/alkyl/ , свободный. – Загл. с экрана. – Яз. рус. Дата обращения: 20.04.2018 г.
- Кинеф [Электронный ресурс] / URL: https://www.kinef.ru/index.php?option=com_content&view=article&id=59 , свободный. – Загл. с экрана. – Яз. рус. Дата обращения: 20.04.2018 г.
- Корпоративный портал ТПУ [Электронный ресурс] / URL: http://portal.tpu.ru/departments/otdel/peo/documents , свободный. – Загл. с экрана.
– Яз. рус. Дата обращения: 21.04.2018 г.
- Журнал «Главбух» [Электронный ресурс] / URL:
https://www.glavbukh.ru/rubrika/157 , свободный. – Загл. с экрана. – Яз. рус. Дата обращения: 21.04.2018 г.
- Гигиенические требования к персональным электронно-вычислительным машинам и организации работы: санитарно-эпидемиологические правила и нормативы СанПиН 2.2.2/2.4.1340-03: утверждены Главным государственным санитарным врачом Российской Федерации 13 июня 2003 г. № 118 г. Москва. 34. Правила по охране труда при эксплуатации электроустановок; приказ
Минтруда России от 24.07.2013 N 328н, зарегистрировано в Минюсте России
12.12.2013 N 30593.
- Трудовой кодекс Российской Федерации от 30.12.2001 N 197-ФЗ (принят ГД ФС РФ 21.12.2001) (ред. от 6.04.2015 г)// СПС Консультант
- ГОСТ 12.1.002–84. Электрические поля промышленной частоты. Допустимые уровни и требования к проведению контроля на рабочем мест. – введ. 01.01.1986. – М.: Стандартинформ, 2009. – 7 с.
- Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки: санитарные нормы СН 2.2.4/2.1.8.562-96 утверждены Постановлением Госкомсанэпиднадзора России 31 октября 1996 г.
№ 36. Москва.
- Производственная вибрация, вибрация в помещениях жилых и общественных зданий: санитарные нормы СН 2.2.4/2.1.8.566-96: утверждены Постановлением Госкомсанэпиднадзора России от 31 октября 1996 г. № 40. Москва.
- Типовая инструкция по охране труда при работе на персональном компьютере ТОИ Р-45-084-01: утверждена Приказом Министерства РФ по связи и информатизации от 2 июля 2001 г. N 162.
- Естественное и искусственное освещение: санитарные нормы и правила СНиП 23-05-95 утверждены Постановлением Минстроя России от 2 августа 1995 г. № 18-78. Москва.
- Гигиенические требования к естественному, искусственному и совмещенному освещению жилых и общественных зданий: санитарные правила и нормы СанПиН 2.2.1/2.1.1.1278-03: утверждены Главным государственным санитарным врачом РФ 6 апреля 2003 г. Москва.
- Гигиенические требования к микроклимату производственных помещений: санитарно-эпидемиологические правила и нормативы СанПиН 2.2.4.548-96: утверждены Постановлением Госкомсанэпиднадзора России от 1 октября 1996 г., № 21. Москва.
- Полимерные и полимерсодержащие строительные материалы, изделия и конструкции. Гигиенические требования безопасности: санитарноэпидемиологические правила и нормативы СанПиН 2.1.2.729-99: Постановлением Главного государственного санитарного врача РФ от 27 января 1999 г. № 3. Москва.
- Правила по охране труда при эксплуатации электроустановок; приказ
Минтруда России от 24.07.2013 N 328н, зарегистрировано в Минюсте России
12.12.2013 N 30593.
- ГОСТ 12.1.007-76 «Вредные вещества. Классификация и общие требования безопасности».
- ГОСТ Р 22.0.01-94. Безопасность в чрезвычайных ситуациях. Основные положения. – введ. 01.01.1995. – М.: Издательство стандартов, 1994. – 11 с. 47. Евсеева Н.С., Ромашова Т.В. Опасные метеорологические явления как составная часть природного риска (на примере юга Томской области) // Вестник Томского государственного университета. – 2011. – №353. – с. 199-204.
- Российская Газета [Электронный ресурс] / URL: https://rg.ru/2018/02/05/soglashenie-dok.html , свободный. – Загл. с экрана. – Яз.
рус. Дата обращения: 23.04.2018 г.
- Российская Газета [Электронный ресурс] / URL:
http://www.rg.ru/2010/03/30/tehreg–site–dok.html , свободный. – Загл. с экрана. –
Яз. рус. Дата обращения: 23.04.2018 г.
Приложение А
(обязательное)
Технологическая схема блока сульфирования ЛАБ серным ангидридом
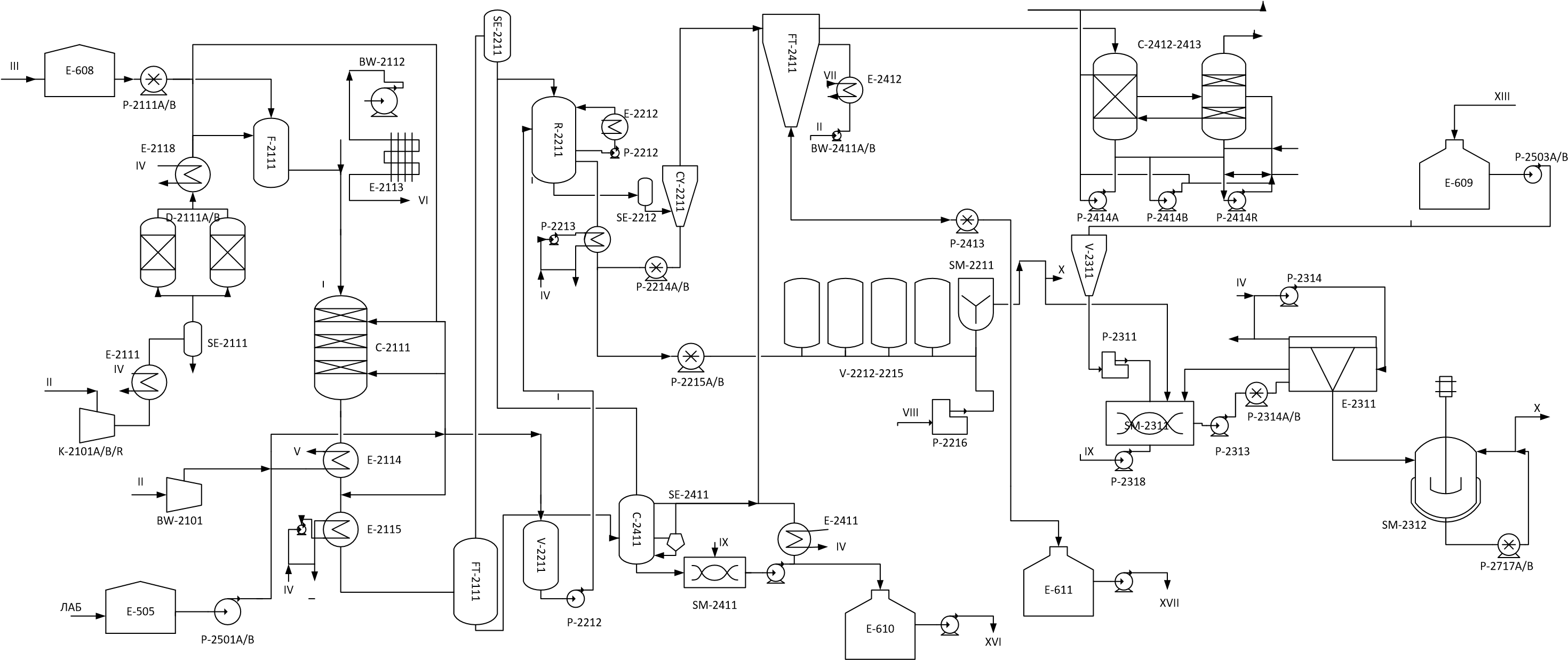
114
Приложение Б
(справочное)
Технические требования ЛАБСК по ТУ 2481-038-04689375-95
| Наименование показателя | Норма | ||
| А | Б | В | |
| Массовая доля алкилбензолсульфокислоты (основного вещества), %, не менее | 96 | 90 | 80 |
| Массовая доля серной кислоты, %, не более | 2,0 | 5,0 | 15,0 |
| Массовая доля несульфированных соединений в пересчете на основное вещество, %, не более | 2,0 | 10,0 | — |
| Плотность при 50 оС, г/см3, в пределах | 1,0-2,0 | — | — |
| Молекулярная масса, в пределах | 318-326 | — | — |
| Цветность водного раствора алкилбензолсульфоната натрия с массовой долей 5% (по основному веществу): | |||
| В единицах йодной шкалы, не более | 1,0 | — | — |
| По методу Клетта, не более | 80 | 100 | — |
115
Приложение В
(обязательное)
Инструкционные выкладки по работе с компьютерной программой
Для того, чтобы повысить точность расчетов в программе, в нее планировалось включить последовательно два процесса – алкилирование с получением ЛАБ и сульфирование ЛАБ с получением ЛАБСК. С визуальным оформлением программы можно ознакомиться ниже:
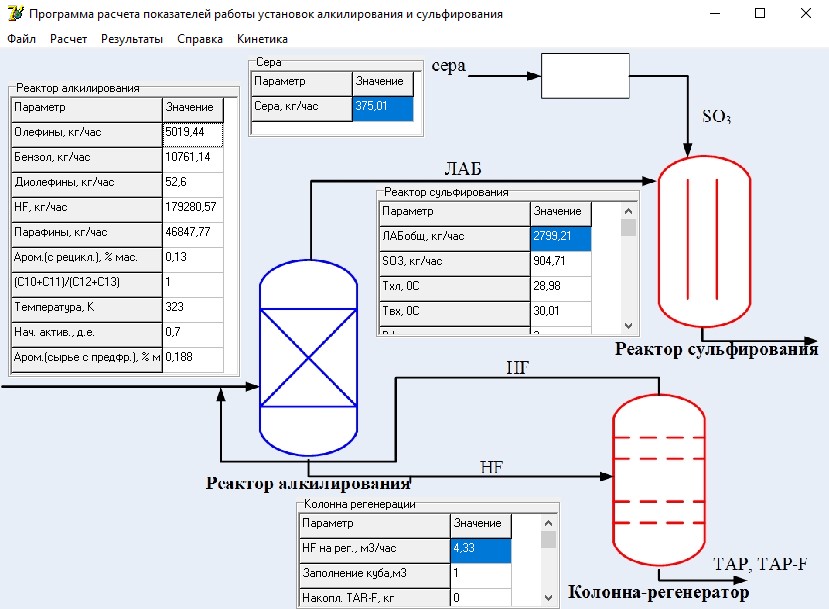
Рисунок 1 – Визуальное оформление программы сульфированияалкилирования
Главным достоинством представленного программного продукта является то, что он позволяет смоделировать на месте оператора производственные процессы алкилирования и сульфирования в зависимости от установленного технологического режима работы и состава сырья и вывести результаты о качестве целевого продукта – алкилбензолсульфокислоты, а так же показать массовый процент побочных компонентов (серная кислота, несульфируемый остаток), в результате чего появляется возможность оперативно регулировать технологические параметры, чтобы поддерживать качество на неизменно высоком уровне. В качестве входных значений для программы являются основные данные установок алкилирования (расход олефинов, расход бензола, расход катализатора, температура реактора и т.д.) и сульфирования (расход ЛАБ, расход серы, температура охлаждающей жидкости, температура реагентов и т.д.). После ввода данных, происходит расчет и вывод значений на экран в виде таблицы:
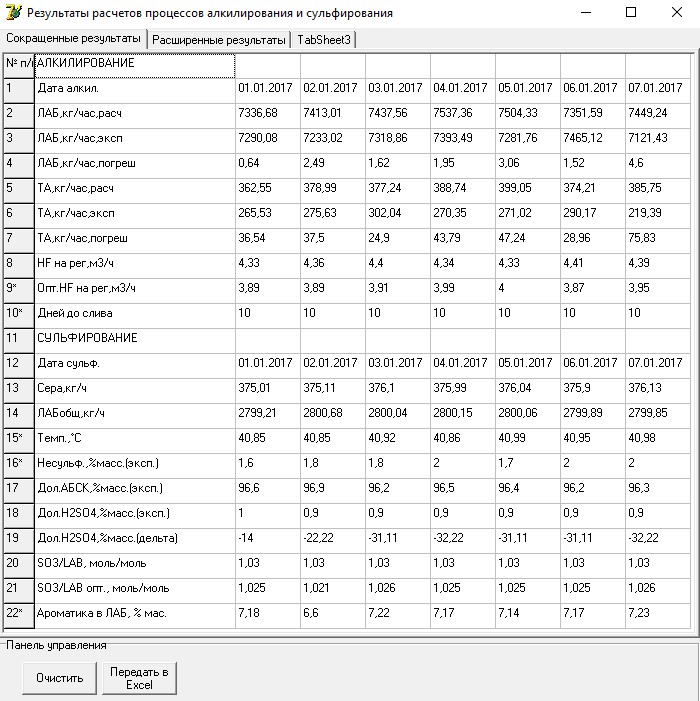
Рисунок 2 – Программное окно с результатами расчетов
Из рисунка видно, что программа может выдавать расширенный список данных, которые в первую очередь будут полезны для научных исследователей для выявления дополнительных закономерностей, а для технологов с предприятия присутствует вкладка с сокращенными результатами с самыми важными параметрами.
Приложение Г
Таблица – Сравнение производственных и расчетных данных (ноябрь-февраль 2016/17 гг.)
| № | Параметр | Дата | ||||||||||||||||||
| Ноябрь | Декабрь | Январь | Февраль | |||||||||||||||||
| 1 | 7 | 13 | 18 | 25 | 1 | 7 | 14 | 18 | 25 | 1 | 7 | 13 | 19 | 25 | 1 | 7 | 14 | 17 | ||
| 1 | Tвых,0С (эксп.) | 39,9 | 40,9 | 40,8 | 40,51 | 40,8 | 40,48 | 40,95 | 40,52 | 40,88 | 40,85 | 41,07 | 40,94 | 40,36 | 40,9 | 40,85 | 40,7 | 40,76 | 40,9 | 40,92 |
| 2 | Tвых,0С (расч.) | 39,65 | 41,3 | 41,2 | 41,24 | 40,87 | 41,13 | 40,86 | 40,9 | 40,85 | 40,85 | 40,85 | 40,98 | 40,89 | 40,88 | 40,87 | 41,03 | 41,28 | 41,14 | 41,31 |
| 3 | Tвых,0С (∆) | 0,63 | -0,83 | -1,08 | -1,8 | -0,17 | -1,61 | 0,22 | -0,94 | 0,07 | 0 | 0,54 | -0,1 | -1,31 | 0,05 | -0,05 | -0,81 | -1,28 | -0,59 | -0,95 |
| 4 | Несульф., % мас. (эксп.) | 1,7 | 1,9 | 1,7 | 1,5 | 1,6 | 1,8 | 1,9 | 2 | 1,8 | 1,8 | 1,6 | 2 | 1,9 | 1,6 | 1,6 | 1,7 | 1,9 | 2 | 1,9 |
| 5 | Несульф., % мас. (расч.) | 1,8 | 1,89 | 1,63 | 1,61 | 1,67 | 1,77 | 1,83 | 1,9 | 1,87 | 1,91 | 1,68 | 1,92 | 1,86 | 1,74 | 1,65 | 1,72 | 1,97 | 1,88 | 2,04 |
| 6 | Несульф., % мас. (∆) | -7,06 | 0,5 | 4,1 | -6,8 | -4,2 | 1,67 | 3,68 | 5 | -3,7 | -6,11 | -4,8 | 4 | 2,11 | -8,75 | -3,03 | -1,16 | -3,68 | 6 | -7,37 |
| 7 | Дол. АБСК, % мас. (эксп.) | 96,2 | 96,2 | 96,3 | 97 | 96,5 | 96,6 | 96,4 | 96,7 | 96,5 | 96,5 | 96,6 | 96,3 | 96,7 | 96,7 | 96,6 | 97 | 96,7 | 96,9 | 96,8 |
| 8 | Дол. АБСК, % мас. (расч.) | 96,93 | 96,09 | 96,63 | 96,81 | 96,92 | 96,97 | 96,97 | 96,82 | 96,26 | 96,82 | 97,05 | 96,99 | 96,75 | 97,08 | 96,56 | 96,91 | 96,84 | 96,97 | 96,76 |
| 9 | Дол. АБСК, % мас.(∆) | -0,76 | 0,11 | -0,34 | 0,2 | -0,44 | -0,38 | -0,59 | -0,12 | 0,25 | -0,33 | -0,47 | -0,72 | -0,05 | -0,39 | 0,04 | 0,09 | -0,14 | -0,07 | 0,04 |
| 1
0 |
Дол. H2SO4, % мас.
(эксп.) |
0,9 | 1 | 0,9 | 0,8 | 0,9 | 1 | 0,9 | 0,9 | 0,9 | 0,9 | 1 | 0,9 | 0,9 | 1,1 | 1 | 0,8 | 0,9 | 0,9 | 0,9 |
| 1
1 |
Дол. H2SO4, % мас.
(расч.) |
0,95 | 1,05 | 0,94 | 0,88 | 0,94 | 1,02 | 0,94 | 0,96 | 0,88 | 0,97 | 1,08 | 0,96 | 0,97 | 1,19 | 0,91 | 0,88 | 0,96 | 0,87 | 0,98 |
| 1
2 |
Дол. H2SO4, % мас. (∆) | -5,2 | -4,7 | -4,3 | -9,1 | -4,16 | -1,96 | -4,16 | -6,25 | 2,2 | -7,29 | -7,54 | -6,25 | -7,29 | -6,7 | 9 | -9,1 | -6,25 | 3,34 | -8,34 |
Приложение Д
Таблица – Цепочка превращений в технологии ЛАБСК
Дегидрирование Гидрирование Алкилирование Сульфирование
моноолефины
ди
олефины
легкая ароматика
С
9
—
С
14
)
рецикл
(
легкая ароматика
С
9
—
С
14
+
2
—
фенилалканы
бензол, толуол
легкие олефины
изопарафины
моноолефины
+
бензол
+
SO
3
ЛАБ
ЛАБСК
Высоковязкий
компонент
Остаток
(6
—
7
,5%
)
*
:
2
—
фенилалканы
+
полиароматика
н
—
парафины
* – Количественный состав остатка по компонентам, исходя из предыдущих расчетов термодинамики, приблизительно равен следующим значениям: полиароматика – 4-5% масс., 2-фенилалканы – 2-2,5% масс.
Приложение Е Диаграмма Иcикавы
Отрицательный
результат
исследований
Персонал
Средства контроля
Руководитель
Исследователи
Систематические
ошибки
Некомпетентность
Некомпетентность
Незнание ситуации
на рынке
Промежуточные
Низкая чистота
Низкий выход
Хроматографические
Моделирование
Неверный выбор
метода
Неверная
Загрязненность или
неисправность
Неточность
результатов
Неадекватность
Примеси
Компьютерное
Состояние техники
Недостаток
оборудования
Аналитическое
Высока
я цена
Сложность
Ограниченность
АБСК
(
алкилбензолсуль
—
фокислота)
Неисправность
Эксперимент
Материалы
обслуживания доступного Оборудование моделиоборудования
Приложение Ж
(справочное)
Literature review
Студент
| Группа | ФИО | Подпись | Дата |
| 2ДМ6Б | Крутей Александр Андреевич |
Руководитель ВКР
| Должность | ФИО | Ученая степень, звание | Подпись | Дата |
| Доцент | Долганова Ирэна Олеговна | к.т.н. |
Консультант-лингвист Отделения иностранных языков ШБИП
| Должность | ФИО | Ученая степень, звание | Подпись | Дата |
| Доцент | Сыскина Анна Александровна | к.ф.н. |
Content
1.1. Physical and chemical basis of detergent surfactant 124
1.2 Classification of detergent surfactants 127
1.3 Industrial production of synthetic detergents based on anionic surfactants 129
1.3.1 Main selection criteria and features of sulfonating agents 130
1.3.2 The most common types of sulphonation reactors 131
1.3.2.2 Rotating packed bed reactor (RBM) 134
1.3.2.3 Cylindrical type film reactor 135
1.3.2.4 Multi-tube reactor of film type 137
1.4 Application of mathematical models for optimization of the sulfonation
1 Literature review
Currently, surfactants have found wide application in various sectors of the economy for numerous purposes. Surfactants are chemical compounds that cause a decrease in surface tension when they concentrate on the interface of thermodynamic phases. A part of the surfactants has detergent properties. Mixtures of such surfactants with auxiliary components and fillers (they enhance the detergent action of surfactants) are called synthetic detergents (SD).
1.1 Physical and chemical basis of detergent surfactant
The action of synthetic detergents is the result of complex physicochemical processes. These processes are determined primarily by the structure of the surfactant molecule.
Regardless of the surfactants class, they are characterized by a diphilic asymmetric molecule, which consists of two parts: the polar part – hydrophilic, the nonpolar part – hydrophobic. The hydrophilic part contains mainly anions, for example – acid residues (-SO3—, -OSO3—, -COO—) or repeatedly repeating parts (polyoxyethylene radicals (CH2CH2O)n) and some others [3]. The hydrophobic group is mostly a long hydrocarbon radical – saturated or unsaturated aromatics, which consists of 10-18 hydrocarbon atoms.
As for the mechanism of action of SD, modern ideas about it were developed by academician P.A. Rebinder and his followers [4]. The molecules of the detergent can adsorb on the pollution particle due to their diphilic nature. Since the contamination is most often saturated a compound (nonpolar), the hydrophobic parts of the molecules are directed towards pollution. Due to the adsorption on the surface of the interface of the phases, the solution of the detergent molecule sharply reduces the surface tension. It accelerates the wetting and penetration of the solution into the gap between the contamination particles and the surface. The creation of a well hydrated adsorption layer ensures the appearance of a disjoining pressure, the separation of contamination particles from the surface and their transition to a washing solution. The mechanism of detergent action is simplified in Figure 1.
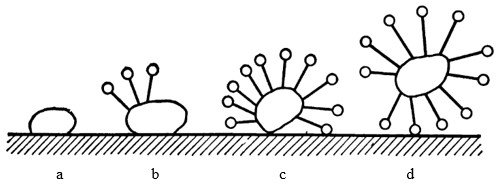
Figure 1 – The mechanism of action for detergent surfactants a – the particle of contamination on the surface, b and c – the adsorption of molecules of the detergent on the particle, d – the particle that has passed into the washing solution
Based on the mechanism of action of detergent surfactants, the following specific properties of this class of substances can be distinguished:
- Wetting. Wetting capability means the displacement by the liquid phase of any other phase from a solid or liquid. Wetting depends on the surface tension – wettability is better when the surface tension decreases. Therefore, surfactants with a highly branched structure should have the best wetting properties because they most effectively reduce the surface tension. The wetting capability of the detergent solution is estimated in time (τ, in seconds), during which the test sample (it must be place on the surface of the solution) will be immersed in the solution. The dependence of τ on the number of carbon atoms nc in the molecule of the detergent is presented below [3]:
nc ………………………………………………………..11 12 13 14
τ, s ………………………………………………………300 100 22 60
- Emulsification. Emulsifying ability of surfactants is characterized by their ability to transfer liquid particles of contaminants from the surface of contaminated material to the phase of aqueous emulsion. The emulsifying ability of substances is greatly influenced by the structure of their molecules. If we consider the effect of the hydrophilic molecule part, the emulsifying ability will increase in the following order (provided that all other external conditions are constant – length of the hydrophobic part, location of the hydrophilic part in the molecule and etc.):
-COOH < -OSO3H < -SO3H
The effect of the hydrophobic group is as follows: the emulsifying properties reach a maximum with increasing number of functional groups (when the number of carbon atoms is 12-13). After that, there is a slight growth, and then there is a deterioration of properties in chains with a length of more than 22 carbon atoms [3].
- Dispergating. The dispersing force of surfactants is characterized by their ability to crush and transfer solid particles of contamination in the form of a suspension into the aqueous solution. The dispersing force increases with the growth of the hydrophobic part. There is also the protective effect of surfactants, which prevents the agglomeration of colloidal particles due to the formation of a double electric layer on the suspended particles.
- Ability to retain contamination. It is a very important indicator, because it prevents repeated deposition of the removed contamination on the surface. The ability to retain fouling increases with the elongation of the hydrophobic part of the molecule and decreases when passing from sulfates to sulphonates. Non-ionic detergents have the greatest ability to retain contamination. For improving this ability different substances are added (for example, carboxymethyl cellulose) to detergents.
- Foaming. Foaming is due to the oriented adsorption of surfactant molecules at the boundary of its solution and air. Air is a nonpolar medium, so the hydrophobic parts of molecules are directed towards the air. Hydrophilic parts are directed towards the polar medium (solution). Such oriented adsorption leads to a decrease in the surface tension, and when the air is dispersed in the aqueous solution of the detergent, an abundant foam is formed. The branching of the hydrophobic part of the detergent molecule degrades the foaming properties.
- Biochemical degradability of surfactants. Biochemical degradability is the decomposition of organic substances in surfactants under the action of enzymes, which are produced by bacteria and other microorganisms. All surfaceactive substances are divided into three groups according to their biochemical decomposition [3]:
- The first generation of surfactants. Biodegradability is less than 80%. They include oxyethylated alkylphenols, tetrapropylbenzenesulfonate.
- The second generation of surfactants. Biodegradability is more than 80%. They include linear alkylbenzene sulfonic acid.
- The third generation of surfactants. Compounds are completely biodegradable to inorganic fragments (water, carbon dioxide, sodium sulfate). They include fatty alcohol sulfates, alkyl sulfonates, oxyethylated sulfates and ɑolefin sulfonates.
1.2 Classification of detergent surfactants
All washing surfactants are divided into two large groups: ionogenic compounds, which dissociate in water into ions, and nonionic substances, which don`t dissociate into ions.
Ionic substances are divided into anionic, cationic, ampholytic. It depends on what ions cause the activity of ionic substances – anions or cations. Ampholytic surfactants contain several functional groups and can acquire the character of an anionic or cationic surfactant depending on the medium. Ampholytic compounds exhibit cation-active properties in an acidic solution, and they show anionic properties in alkaline solutions.
To date, the most important types of surfactants that are used for the production of synthetic detergents are the following substances from Table 1.
Table 1 – Representatives of the most important types of surfactants
| Name | Empirical formula |
| Anionic | |
|
4) R–CH2–O–SO3Na(R=C11–C17)
|
| Cationic | |
| Quaternary ammonium compounds |  |
| Non-ionic | |
|
Oxyethylated alcohols |
 |
| Ampholytic | |
|
Sulfobetaines |
 |
 3)
3) 5)
5)Among the surfactants that are currently produced by industry and used as synthetic detergents, anionic active substances are most widely used – their production accounts for about 60% from the production of all synthetic detergents [5].
1.3 Industrial production of synthetic detergents based on anionic surfactants
This type of surfactant is produced annually in the world in the largest amount. The total production of anionic surfactants was about 7 mil. t/y at the end of 2009 [6].
As it was written above, the anionic surfactant consists of a hydrophobic part (usually a molecule from 12-14 carbon atoms) and a hydrophilic component (most of them use the -SO32- group). Previously, the hydrophilic nature of the molecule was achieved by the addition of a phosphate group – PO33- . However, scientists have proved that phosphates have a very negative effect on human health and also have negligible biodegradability [7].
Organic sulfates and sulfonates are commercially produced by the interaction of organic compounds (alkylbenzenes, fatty alcohols, higher oxyethylated alcohols, methyl esters, alpha-olefins, etc.) with pure or dilute SO3 gas. The reaction is called sulfation or sulfonation, its name depends on the functional created group in the reaction product: R-O-SO3H sulfates or R-SO3H sulfonates [8]. In addition, the latter are much more stable than the first. It greatly simplifies their storage and transportation to the consumer [9]. Usually the acids obtained after sulfonation and sulfation must be sent to the neutralization stage in order to obtain the corresponding organic salts, which can be sent to the market or further production of SD. However, there are exceptions, for example, linear alkyl benzene sulphonic acid (LABSA) can be used to produce detergents without the neutralization stage, which is certainly an important advantage of this compound.
In the industrial production of anionic surfactants, the question often arises of the nature of the sulfonating agent that must be selected, as well as which type of reactor will be most effective in a particular technology of sulfonation or sulfation.
1.3.1 Main selection criteria and features of sulfonating agents
Selection of this or that sulfonating component is associated with many factors. One of the most important is the need to get a specific product with the required quality. Some sulfonating agents are universal and appropriate for all reactions, while others are used only for production of certain types of substances. Sulfuric anhydride has been widely used as a sulfonating agent. However, SO3 is an aggressive electrophilic reagent that reacts at high speed with any organic compound containing an electron donor group. Interaction with sulfuric anhydride is a complex reaction, because it proceeds rapidly and is highly exothermic (thermal effect approximately is 380 kJ/kg) [9]. Historically, the problem of high activity of SO3 has been solved by way of any substances in order to slow down the reaction rates.
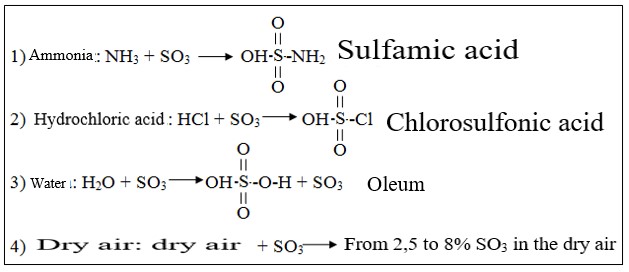
Figure 2 – Basic sulfonation agents
The required production capacity is the second factor that is taken into account for choosing of sulfonation agent. Sulfonation in the mixture of ammonia and sulfuric anhydride is a batch process, which is suitable for production in small quantities. Sulfonation with an air/SO3 mixture is a large-capacity continuous process, which is capable of operating 24 hours a day. The processes of sulfonation with chlorosulfonic acid and oleum can work both periodically and continuously.
In addition, the cost of reagents can have a significant influence on the choice of the sulfonation process. The air/SO3 mixture has the lowest price per pound of SO3, while sulfamic acid has the highest cost [9].
In addition, the sulfonation process with using the SO3/air mixture clearly has a number of advantages for large-scale commodity production [9]:
- Adaptability. The SO3/air mixture is suitable for many organic compounds such as alkyl benzenes, primary alcohols, alcohol esters, α-olefins for the successful conversion to high quality sulfonates/sulfates of active detergents. Sulfonation agents such as sulfuric acid and oleum are less desirable because they are only suitable for the sulfonation of alkylbenzenes for conversion to highquality alkyl benzene sulphonic acids.
- Safety. Concentrated sulfuric acid, liquid SO3, and oleum (20 or 65%) are hazardous reagents in production, transportation and during storage. Sulfur (either in liquid or solid form) is a less dangerous reagent as the starting material for the production of SO3.
- Availability. Liquid SO3, 65% and 20% oleum, sulfuric acid aren`t produced in all parts of the world. Even if the sulfuric acid plants are in close proximity, this will not guarantee the timely availability of raw materials for the production. In contrast to the sulfur for SO3, which can be obtained as a waste from petrochemical production.
1.3.2 The most common types of sulphonation reactors
The reactor design used in the sulfonation process must meet many of the requirements that arise depending on the required target product. First of all, it should be taken into account in choosing the type of reactor that the sulfonation with a gas-air mixture of an organic reagent is a very quick reaction. The partial pressure of SO3 in the gas flow is one of the most important variables in the industrial process because it determines the driving force of SO3 transfer from the gas phase to the liquid phase. The rate of a true reaction with an organic compound varies widely. For example, ɑ-olefins undergo sulfonation faster than alkylbenzenes with SO3. It should be noted that modern sulfonation technologies imply the reaction under low pressure, but in order to intensify the process new methods are proposed, in particular, high-pressure sulfonation through the adsorption of SO3 on the surface of activated carbon with forming the condensed phase of CO2-SO3 [10]. It is extremely important that the gas comes into contact with the liquid reagent as quickly as possible. In addition, intensive mixing in the liquid phase must be maintained throughout the reaction in such a way that the concentration of reacted molecules at the interface is immediately reduced and other unreacted molecules come to the interface in order to react with the gas. Due to the fact that during the sulfonation process a large amount of heat is released, its withdrawal must be very fast to maintain the optimum temperature in the reactor, which influences the invariability of a certain product value of viscosity and also for the preventing local overheating. So, to date, there is a number of sulfonation reactors in the world that differ significantly from one another in engineering designs.
1.3.2.1 Mixing reactor
This type of reactor was the earliest, which was used actively in the industry.
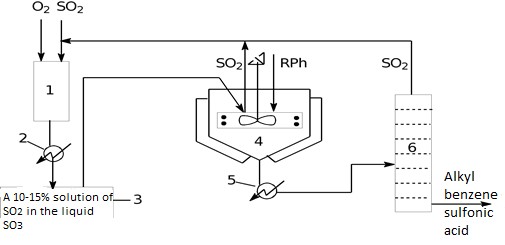
Figure 3 – Scheme of LABSA production in a mixing reactor
1 – block of SO2 oxidation in SO3, 2 – refrigerator, 3 – collector, 4 – reactor,
5 – heater, 6 – evaporator
Partial oxidation of SO2 in SO3 is carried out by the industrial oxygen in the block 1. Oxidation products after cooling and condensation in the refrigerator 2 are collected in the collector 3 as a 10-15% solution of SO3 in liquid SO2. The sulfuric anhydride in the liquid SO2 solution is fed to a stirrer on the center of the reactor tray 4. The linear alkyl benzene is also fed to the mixer. The reactor is a vessel cooled through a jacket, inside of which there is a tray with walls (bowl), cooling coils and a stirrer. The partially reacted mixture flows through the edge of the tray to the cooled wall of the mixer`s shell. Here the reaction is complete in the falling thin liquid film, and most of the SO2 is removed through the top of the reactor. However, the liquid product on the bottom of the reactor still contains 5-7% SO2. So it is heated and sent to the vacuum evaporator 5 for removing SO2. After the product flows into the collection vessel 7 and goes on to further processing. Gaseous SO2 is returned to the block 1.
These reactors were previously widely used in the USA. However, now reactors of this type are practically not used [11].
1.3.2.2 Rotating packed bed reactor (RBM)
As for the type of reactor under consideration, it has long been used in industry, in particular for cationic polymerization, distillation, etc. However, recently some scientific papers have proposed the idea of using it in sulfonation technology for the production of synthetic detergents [12, 13]. This reactor is a rotor, on which a closed shell is mounted. Also inside there are a layers of sealing grids fixed on the rotor. The principle of operation: the stream of raw materials and liquid sulfuric anhydride is fed to the grid layers. The initial flows of substances are sprayed into small droplets by means of an inlet metering device and falls onto rotating grids (a sulfonation reaction occurs on the surface of them). Then the droplets of the product with the residues of the initial reagents seep to the next level of the grid, where coalescence occurs with the next drops, and the remaining substances are reacted with forming the product. The rotor is specially rotated for the intensification of the process and better mixing of substances, which is much better than in the reactor described above. Due to centrifugal forces the produced surfactant is thrown to the walls of the reactor, and then they are removed. The flowsheet of the process is presented below [12]:
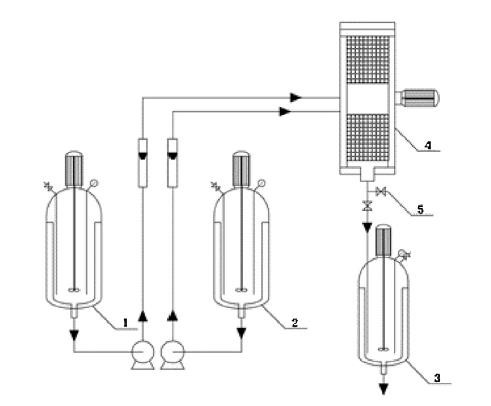
Figure 4 – Schematic flowsheet of the experimental installation for the sulfonation of alkylbenzene
1, 2 – storage tanks for alkylbenzene and sulfuric anhydride, 3 – storage tank for the finished product, 4 – RBM-reactor, 5 – place of sampling
Despite the novelty of this idea, the output of LABSA right after the reactor is only at the level of 60-70% and reaches slightly more than 88% only at the storage stage (dissolved in the product volume sulfuric anhydride reacts with substances). It is certainly a significant drawback and doesn`t guarantee output of high-quality product to the consumer [12].
1.3.2.3 Cylindrical type film reactor
The American firm «Chemiton» specifically for the LAB sulfonation process developed this type of reactor [14].
The basic construction of the film reactor is shown in figure 5. It consists of two cylinders arranged one in the other. The ring gap between these cylinders is 7.6-7.9 mm, and it is the reaction space [14].
Pump feed 50% LAB to the distribution chamber of the outer cylinder and 50% to the distribution chamber of the inner cylinder. From the distribution chambers LAB through the grooves-gaps falls into the reaction space, falling thin films flow along the inner wall of the outer cylinder and the outer wall of the inner cylinder.
The sulfuric anhydride comes through the top of the reactor, passes into the annular space, where instantaneous sulfonation occurs with the formation of LABSA, which enters the lower part of the film reactor. The process is exothermic, so the reaction heat is diverted by the cooled water, which circulates through the jacket shells on each cylinder from the bottom up. The dosage of LAB is carried out constantly and uniformly distributed over the surface of the cylinders [14].
The temperature of the cooling water at the inlet to the reactor is of great importance for the reaction (it should be no higher than 30 °C). If water temperature is below 28 °C, the walls of the reaction space will cool too much, and the viscosity of the reaction mass will increase. It reduces the reaction depth, and the product may not meet the requirements of the specification [14].
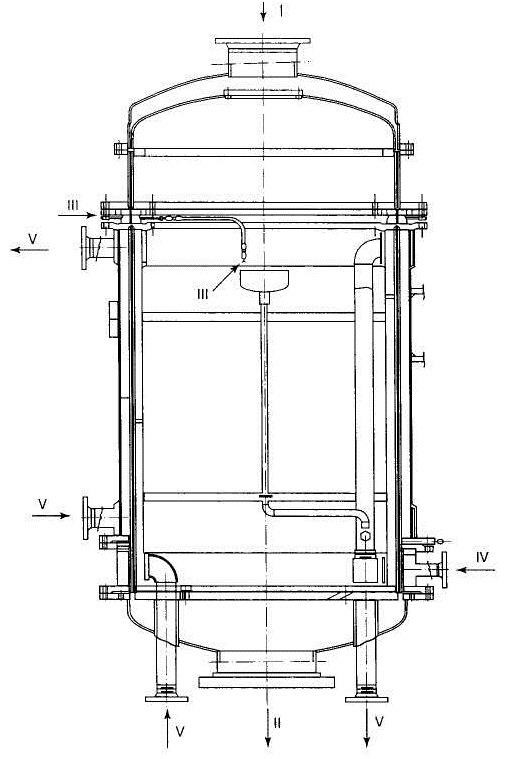
Figure 5 – Design of a film-type sulfonation reactor
Flows: I – sulfuric anhydride SO3, II – sulfonation product, III – LAB, IV – recycling, V – cooling water
1.3.2.4 Multi-tube reactor of film type
At the moment, this design is considered to be the most innovative and prospective. The leader among producers of these reactors is the Italian company
«Ballestra».
The reactor design is shown in Figure 6. The reactor consists of vertical reactor tubes located both in a shell-and-tube heat exchanger (25.4 mm internal diameter of each tube and 6 m length of pipes). One tube has a transmission capacity of about 40 kg/h of linear alkyl benzene sulfonic acid (LABSA), and the gas is supplied with the velocity of about 30 m/s. [15].
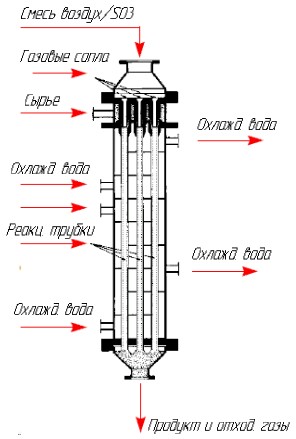
The mixture air/SO
3
Gas nozzles
Feed
Cooling water
Reaction tubes
Cooling water
Cooling water
Product and waste
Cooling water
Figure 6 – Multitube film reactor «Ballestra»
The capacity of such a reactor depends on the number of tubes. The common film reactor contains only one tube in its construction, while a large production multitube film reactor can consist of 144 tubes (capacity is about 5.5 t/h) [15]. The sulfonation conditions in the reactor can be adjusted by varying the mass flow rate of the feedstock (LAB and sulfur trioxide). It is also possible to vary the temperature of the coolant and the molar ratio of sulfur trioxide to the feedstock (super-sulfonation should be avoided, as this leads to an excessive yield of the by-product and a deterioration in color of the main product) [16].
The tubular reactors of the company «Mazzoni» have already been very popular. They are similar in structure to the previously «Ballestra» reactors, but their distinctive feature is that they have an additional nozzle for introducing dry air after the main nozzle of the gas-air mixture. It stabilizes the pressure drop caused by the inflows of the new SO3 and brings the gas phase to laminar flow regime for a more uniform sulfonation of organic raw materials [17].
I must say that many engineers pay special attention to the design of the intake nozzles. They consider that the entire subsequent process of sulfonation in the reactor will depend on the correct gas input. Not only patents have been created in this direction, among which there are very interesting from a technical point of view and worthy of attention. For example, Birger Dahl’s RU 2165788 patent. It stresses that designers should also take into account the shape of the gaps through which organic raw materials are fed, during the design of any sulfonation reactor. This is important in order to evenly distribute the film along the walls of the tubes Additionally in the patent, information can be found that the distance between the inlet nozzle for the gas-air mixture and the reaction space must be of a certain value, since this directly affects the quality of the product obtained [18].
Also many designers pay special attention to the form of reaction tubes, over which a film of organic matter flows. Thus, some authors in their articles describe the possibility to move away from the classical cylindrical form of tubes and replace them with ribbed ones, as shown in Fig. 7 [17].
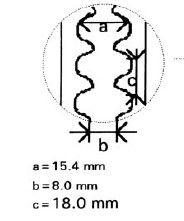
Figure 7 – New design of the reaction tubes of the sulfonation reactor
However, it should be noted that this construction can`t be considered universal and has a positive effect on the final product only under certain technological regimes.
1.3.2.5 TO-reactor
This type of reactor is experimental, developed by the famous Japanese scientist-engineer I. Yamane. He works for «Lion Fat and Oil Co., Ltd.» – the leader in the Japanese market for the production of household detergents and cosmetics. The author emphasizes that one of the main criteria for the success of the target reaction within the reactor is a constant control over the reaction temperature and a constant amount of incoming organic material. Here it should be noted that Yamane considers several variants of sulfonation reactions, where the target products are ɑ-olefin sulfonates (AOC), linear alkyl benzene sulfonates (LABS), sulfoethoxylates [19].
The principal difference of this reactor from the film reactor is the following:
- Special conditions are created for an ideal «isothermal sulfonation» within the reactor. An «inert gas stream» is created for the achieving «isothermal sulfonation», in such a way that air is supplied between the diluted SO3 and the falling film organic compound on the wall of the reactor. It increases the access of SO3 to the film of the starting material [14]. The scheme for the movement of gases inside the reactor is presented in figure 8.
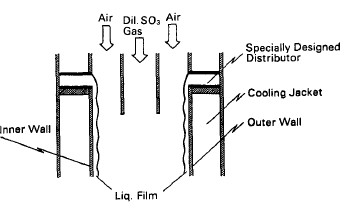
Figure 8 – Flow diagram in the TO-reactor
- Another technical advantage is the availability of a special device that distributes an organic film of uniform thickness on the reactor wall [19].
The results of sulfonation and sulfation in the TO-reactor as compared to the film reactor are presented in Table 2 and have much better results.
Table 2 – Comparison of a TO-reactor with a conventional film reactor
| Surfactants | Type of reactor | Product yield, % | Color according to Klett |
| АОS (C16-C18) | ТО | 96.4 | 37 |
| Film | 93.1 | 154 | |
| Sulfoethoxylates | ТО | 98.3 | 10 |
| Film | 98.0 | 18 | |
| LABSA | ТО | 98.7 | 12 |
| Film | 98.0 | 26 |
This is due, first of all, to the uniformity of the reaction, as the scientist believes, which isn`t achieved in a film-type reactor because of an extremely rapid exothermic reaction.
1.4 Application of mathematical models for optimization of the sulfonation
process
It can be stated at the present stage of development that the uninterrupted work constantly maintained in the planned mode for any large industrial enterprise is an extremely complex and responsible occupation. Therefore, it is extremely important to exclude or at least to minimize all negative factors that directly affect the technological operation mode of plants in a company. To this end, a certain equipment and software designed specifically for these needs are used to control the production process and the quality of the finished product.
The production of linear alkyl benzene sulfonic acid isn`t an exception. The technology of this substance is quite complex and depends on a variety of technological parameters. That is why, practically, all companies-manufacturers are interested in development of various kinds of methods for preventing the receipt of non-commodity products and timely response for preventing such situations. One of the popular and at the same time effective solution is the way of mathematical modeling of the entire technological chain. This is created in order to simulate in the virtual reality various types of events that can arise in the enterprise because of the constant change in the initial composition of raw materials (varying the content of undesirable components – aromatic hydrocarbons and isoparaffins), the abrupt change in values of technological parameters (temperature, pressure, etc.) and other external disturbances to which the simulated system can be subjected.
The presented work sets the goal for optimization of LABSA technology in a falling film sulfonation reactor by developing a special mathematical model. First of all, this is due to the fact that until today there was not fully ready product, which could be transferred into software for implementation in the production. Therefore, before starting the development it would be prudent to analyze the previously created works on this topic in order to identify the basic concepts and problems that scientists noticed during their research and creation of mathematical models.
The first attempts were made by scientists Johnson and Crynes in 1974, they proposed a simple one-dimensional model that includes the following assumptions [6]:
- no-radial effects in the liquid film;
- instant reaction in the interphase;
- no SO3 diffusion toward the liquid;
- constant film thickness;
- constant cooling fluid temperature;
- 20 parameters (chemical and physical properties) were assumed constant.
Later, two-dimensional models were proposed by Davis (1979) and Gutierrez-Gonzalez (1988). Their models took into account the changed thickness of the film with the use a pulse balance, described the distribution of temperature and concentration over the thickness of the film [6]. However, these models included some limitations associated with certain specific tunable parameters, which limited the use of this model, since experimental data are necessary for each individual case. But they made the assumption that there wasn`t reaction in the interphase and assumed that it occurs only in the volume of the liquid film. Their models include the kinetic expression, which precluded the possibility of an instantaneous reaction in the interphase.
Some time later, Talens-Alesson (1999) and Akanksha (2007) proposed more universal two-dimensional models [6]. They included partial differential equations of the second order with several internal calculations (for example, iteration of the film thickness), which made these equations very difficult for solving. Different types of numerical methods were used for solving these models. However, everything was reduced to the linearization of partial differential equations of the second order in both longitudinal and radial coordinates. This led to numerical errors, since the linearization includes a residual error according to the definition of the Taylor series [6]. Nevertheless, the discretization of the film in the reactor plays an important role in the mass transfer calculations, because the use of a special distribution grid helps to reduce computational effort and ensures reasonable results. Based on the proposed ideas for dividing the film into segments, attempts were made to develop various kinds of computer programs that would allow calculating the changes in the film thickness over time. The developed programs are such as «Comsol Multiphysics Software», «gPROMS Platform», etc. However, these programs can`t fully guarantee the adequacy of the results due to the specifics of the technology – the length of industrial reactors is about 3 m, and the film thickness is about 1 mm, so the ratio between them (z/y) is about 3000 [6]. It requires large computing powers and operating time.
Over the past 10 years, a number of interesting works have been created in which a complete simulation of the sulfonation process was described, while in others articles the operation of a film-type reactor was just modeled separately for a gas-liquid medium. Each of the papers presented included thermal, mass balances and momentum balances inside the reactor. Only the approaches in the proposed views on their solution differed. So, for example, in the work by N. Mendoza and his colleagues, the medium in the reactor is modeled as a two-dimensional system with two coordinates: z, corresponding to the longitudinal direction, and y – radial (Figure 9) [6].
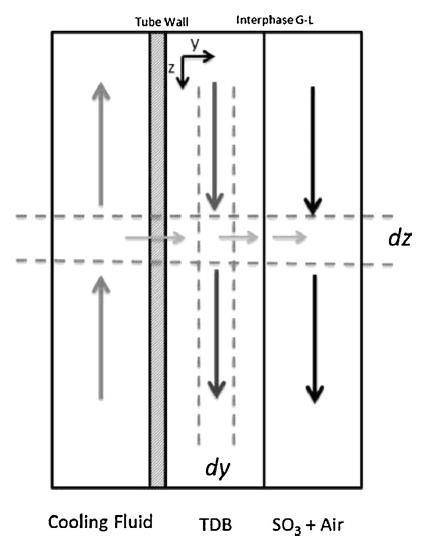
LAB
Figure 9 – Scheme of coordinates used in the model
In this case, the heat balance is represented by the following equation (1) and includes the relationship of fluid properties with the hydrodynamic conditions of the system.
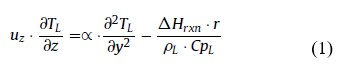
The temperature in the liquid film is controlled by a cooling system, the effect of which can be taken into account in the models according to the formula
(2).

As for the material balance, it should be noted that the interfacial mass transfer is mainly due to the difference in the concentration of the component between the two phases. This concentration gradient causes the diffusion transfer of the molecules from the medium with a higher concentration to the medium with a lower concentration for the achievement of equilibrium. Several factors affect the transport of gas and liquid in film reactors. The operating conditions (such as gas and liquid flow rates) and reactor design parameters (such as the surface area and the thickness of the falling film) are among them. Typically, the model should include two interrelated equations (3, 4), which depend on the concentrations of each reagent (LAB and SO3) [6].
It should be noted that the LAB transfer to the gas phase in a particular case was not accepted.
The momentum conservation equation can be expressed in the following form for a liquid film [6]:
We can calculate the film thickness (δ) along the reactor and velocity profiles in the equation (5). Film thickness can be calculated with the use of another equation [20]:
The Reynolds number can be expressed as:
![]()
where Γ is the mass flow rate of the LAB.
The velocity of flow and the thickness of the liquid film are two critical factors for determining the liquid film. They directly affect the hydrodynamic mode of operation in the reactor. Moreover, in addition to the typical modes of fluid motion (laminar and turbulent) in the reactor, specific regime can be observed – wave.
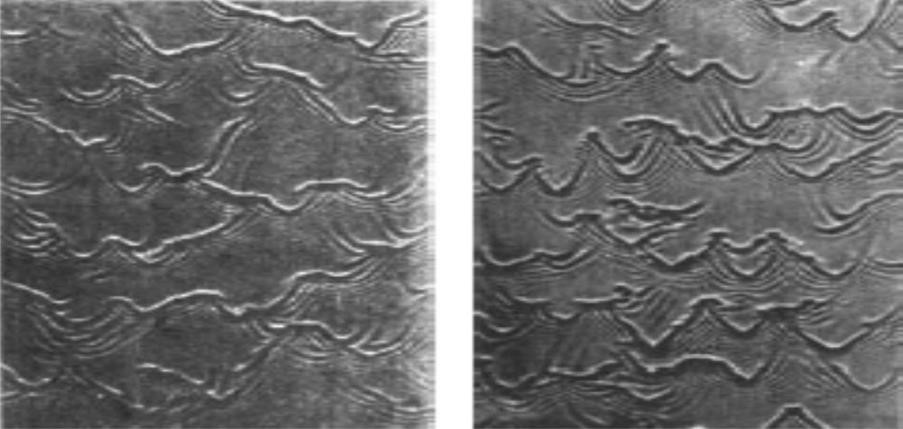
Figure 10 – Wave mode of falling film reactor
The distribution of velocity profiles in laminar and turbulent regimes can be represented as follows [21]:
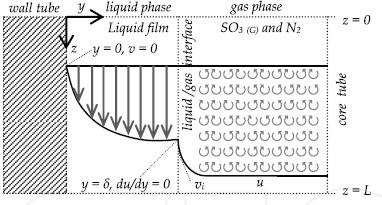
Figure 11 – Schematic representation of velocity profiles in laminar and turbulent regimes for both liquid and gas phases
From all the above it is obvious that many scientists have made repeated efforts to create an optimal mathematical model describing the operation of the falling film reactor. It should be noted that in all the works very little attention has been paid to the influence of side compounds on the change in the process of sulfonation. However, this is an important omission from the point of understanding the technology of the LABSA.