Министерство образования и науки Российской Федерации федеральное государственное автономное образовательное учреждение высшего образования
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Инженерная школа новых производственных технологии
Направление подготовки 15.04.01 Машиностроение
Отделение школы (НОЦ) материаловедения
МАГИСТЕРСКАЯ ДИССЕРТАЦИЯ
|
Тема работы |
|
ИССЛЕДОВАНИЕ И ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ КАЧЕСТВА ОБРАБОТКИ ДЛЯ ДЕТАЛЕЙ УЗЛА «БАРАБАН В СБОРЕ» НА АО «ПАВЛОДАРСКИЙ МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД» |
УДК 621.82-252.015
Студент
|
Группа |
ФИО |
Подпись |
Дата |
|||
|
4АМ81 |
Шакенова Айжан Алшынгазыновна |
|||||
|
Руководитель ВКР |
||||||
|
Должность |
ФИО |
Ученая степень, звание |
Подпись |
Дата |
||
|
Доцент |
Сорокова Светлана Николаевна |
к.ф-м.н |
||||
|
КОНСУЛЬТАНТЫ ПО РАЗДЕЛАМ: |
||||||
|
По разделу «Финансовый менеджмент, ресурсоэффективность и ресурсосбережение» |
||||||
|
Должность |
ФИО |
Ученая степень, звание |
Подпись |
Дата |
||
|
Доцент |
Рыжакина Татьяна Гавриловна |
к.э.н |
||||
|
По разделу «Социальная ответственность» |
||||||
|
Должность |
ФИО |
Ученая степень, звание |
Подпись |
Дата |
||
|
Профессор |
Сечин Александр Иванович |
д.т.н |
||||
|
ДОПУСТИТЬ |
К ЗАЩИТЕ: |
|||||
|
Руководитель ООП |
ФИО |
Ученая степень, звание |
Подпись |
Дата |
||
|
15.04.01 |
Коростелева Е.Н. |
к.т.н |
||||
Томск – 2020 г.
ПЛАНИРУЕМЫЕ РЕЗУЛЬТАТЫ ОБУЧЕНИЯ
|
Код |
Результат обучения |
|
Профессиональные компетенции |
|
|
Р1 |
Применять глубокие естественнонаучные, математические и инженерные знания для создания и обработки новых материалов |
|
Р2 |
Применять глубокие знания в области современных технологий машиностроительного производства для решения междисциплинарных инженерных задач |
|
Р3 |
Ставить и решать инновационные задачи инженерного анализа, связанные с созданием и обработкой материалов и изделий, с использованием системного анализа и моделирования объектов и процессов машиностроения |
|
Р4 |
Разрабатывать технологические процессы, проектировать и использовать новое оборудование и инструменты для обработки материалов и изделий, конкурентоспособных на мировом рынке машиностроительного производства |
|
Р5 |
Проводить теоретические и экспериментальные исследования в области современных технологий обработки материалов, нанотехнологий, создания новых материалов в сложных и неопределенных условиях |
|
Р6 |
Внедрять, эксплуатировать и обслуживать современные высокотехнологичные линии автоматизированного производства, обеспечивать их высокую эффективность, соблюдать правила охраны здоровья и безопасности труда на машиностроительном производстве, выполнять требования по защите окружающей среды |
|
Универсальные компетенции |
|
|
Р7 |
Использовать глубокиезнания по проектному менеджменту для ведения инновационной инженерной деятельности с учетом юридических аспектов защиты интеллектуальной собственности. |
|
Р8 |
Активно владеть иностранным языком на уровне, позволяющем работать в иноязычной среде, разрабатывать документацию, презентовать и защищать результаты инновационной инженерной деятельности. |
|
Р9 |
Эффективно работать индивидуально, в качестве члена и руководителя группы, состоящей из специалистов различных направлений и квалификаций, демонстрировать ответственность за результаты работы и готовность следовать корпоративной культуре организации. |
|
Р10 |
Демонстрировать глубокиезнаниясоциальных, этических и культурных аспектов инновационной инженерной деятельности, компетентность в вопросах устойчивого развития. |
|
Р11 |
Самостоятельно учиться и непрерывно повышать квалификацию в течение всего периода профессиональной деятельности. |
Министерство образования и науки Российской Федерации федеральное государственное автономное образовательное учреждение высшего образования
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Инженерная школа новых производственных технологии
Направление подготовки 15.04.01 Машиностроение
Отделение школы (НОЦ) материаловедения
УТВЕРЖДАЮ:
Руководитель ООП
_____ _______ Коростелева Е.Н.
(Подпись) (Дата) (Ф.И.О.)
ЗАДАНИЕ
на выполнение выпускной квалификационной работы В форме:
|
магистерской диссертации |
|
|
Студенту: |
|
|
Группа |
ФИО |
|
4АМ81 |
Шакеновой Айжан Алшынгазыновне |
Тема работы:
|
Исследование и техническое обеспечение качества обработки для деталей узла «Барабан в сборе» на АО «Павлодарский машиностроительный завод» |
|
|
Утверждена приказом директора (дата, номер) |
|
|
Срок сдачи студентом выполненной работы: |
ТЕХНИЧЕСКОЕ ЗАДАНИЕ:
|
Исходные данные к работе |
Объектом исследования является барабан в сборе, который применяется в различных модификациях кранов и электроталей. Работа направлена на исследование, анализ и обеспечение технологическими методами качественной обработки деталей барабан в сборе, это повышение точности обработки и сборки изделия. |
|
|
Перечень подлежащих исследованию, проектированию и разработке вопросов |
|
|
|
компьютерного моделирования; 3. Разработка ресурсосберегающей технологии изготовления деталей узла барабан в сборе; |
||
|
Перечень графического материала |
Презентация в формате Microsoft Power Point |
|
|
Консультанты по разделам выпускной квалификационной работы |
||
|
Раздел |
Консультант |
|
|
Финансовый менеджмент, ресурсоэффективность и ресурсосбережение |
Рыжакина Татьяна Гавриловна |
|
|
Социальная ответственность |
Сечин Александр Иванович |
|
|
Разделы, выполненные на иностранном языке |
Ажель Юлия Петровна |
|
|
Названия разделов, которые должны быть написаны на русском и иностранном языках: |
||
|
Введение, главы 2,3,4,5, заключение – русский язык |
||
|
Глава 1 – английский язык |
||
|
Дата выдачи задания на выполнение выпускной квалификационной работы по линейному графику |
Задание выдал руководитель
|
Должность |
ФИО |
Ученая степень, звание |
Подпись |
Дата |
|
|
Доцент |
Сорокова Светлана Николаевна |
к.ф-м.н |
|||
|
Задание принял |
к исполнению студент: |
||||
|
Группа |
ФИО |
Подпись |
Дата |
||
|
4АМ81 |
Шакенова Айжан Алшынгазыновна |
||||
НОРМАТИВНЫЕ ССЫЛКИ
Настоящая диссертационная работа выполнена в соответствии с межгосударственным стандартом ГОСТ 7.32-2001 «Отчет о научноисследовательской работе».
В настоящей диссертации использованы ссылки на следующие стандарты:
ГОСТ 7.1-84 Система стандартов по информации, библиотечному и издательскому делу. Библиографическое описание документа. Общие требования и правила составления.
ГОСТ 6.38-90 Унифицированные системы документации. Система организационно-распорядительной документации. Требования к оформлению документов.
ГОСТ 8.417–81 — Государственная система обеспечения единства измерений. Единицы физических величин.
ГОСТ 7.1-2003. Библиографическая запись. Библиографическое описание. Общее требования и правила составления.
ГОСТ 7890-93 Краны мостовые однобалочные подвесные
ГОСТ 27584-88 Кранымостовые и козловые электрические
Требования промышленной безопасностик устройству и безопасной эксплуатации грузоподъемных механизмов
ГОСТ 33712-2015 Краны грузоподъемные. Ограничители грузоподъемности. Общие требования
ГОСТ 33709.3-2015 Краны грузоподъемные. Словарь. Часть 3. Краны башенные
ГОСТ 33709.1-2015 Краны грузоподъемные. Словарь. Часть 1. Общие положения
ГОСТ 33718-2015 Краны грузоподъемные. Проволочные канаты. Уход и техническое обслуживание, проверка и отбраковка
ГОСТ 33710-2015 Краны грузоподъемные. Выбор канатов, барабанов и блоков
ГОСТ 33171-2014 Краны грузоподъемные. Краны металлургические и специальные. Общие технические требования
ГОСТ 33169-2014 Краны грузоподъемные. Металлические конструкции.
Подтверждение несущей способности
ГОСТ 33166.5-2014 Краны грузоподъемные. Требования к механизмам.
Часть 5. Краны мостовые и козловые
ПБ 10–382–00. Правила устройства и безопасной эксплуатации грузоподъемных кранов, постановление Госгортехнадзора России от 31.12.99 N
98.
РД 10–138–97. Комплексное обследование крановых путей
грузоподъемных машин, постановление Госгортехнадзора России от 28.03.97 N
14.
ОПРЕДЕЛЕНИЯ, ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
В настоящей работе использованы следующие термины с соответствующими определениями:
Новые технологии–технологии которые развиваются по следующим основным направлениям: создание новых материалов; разработка новых технологических принципов, методов, процессов, оборудования; механизация, автоматизация и компьютеризация технологических процессов, устраняющая непосредственное участие в них человека.
Числовое программное управление —(сокр. ЧПУ; англ. computernumericalcontrol, сокр. CNC) — компьютеризованная система управления, управляющая приводами технологического оборудования, включая станочную оснастку.
Станок —машина, механизм, используемые в промышленности, в производстве.
Оптимизация — процесс максимизации выгодных характеристик, соотношений (например, оптимизация производственных процессов и производства), и минимизации расходов.
Вальцовка — один из способов деформирования металла, в результате чего последний обретает необходимый рельеф, а именно форму конуса.Делается эта операция посредством специального одноименного инструмента – вальцовки.
Деформация-изменение размеров, формы и конфигурации тела в результате действия внешних или внутренних сил.
Обечайка — открытый цилиндрический или конический элемент конструкции (типа обода или барабана, кольца, короткой трубы), используемый в изготовлении сварных конструкции.
Режимы резани —это движения, которые обеспечивают срезание с заготовки слоя металла. К ним относят главное движение резания и движение подачи.
Скорость резания —это расстояние, пройденное точкой режущей кромки инструмента относительно заготовки в направлении главного движения в единицу времени. Скорость резания имеет размерность м/мин или м/сек.
Центробежное литье — это способ получения отливок в металлических формах. При центробежном литье расплавленный металл, подвергаясь действию центробежных сил, отбрасывается к стенкам формы и затвердевает. Таким образом, получается отливка. Этот способ литья широко используется в промышленности, особенно для получения пустотелых отливок (со свободной поверхностью).
В данной работе использованы следующие обозначения и сокращения:
ПМЗ – Павлодарский машиностроительный завод;
МКЭ – метод конечных элементов;
ППД – поверхностно пластическая деформация;
РЕФЕРАТ
Выпускная квалификационная работа представлена на 135 страницах, включает 37 рисунков, 26 таблиц, 60 источников литературы, 1 приложение.
Ключевые слова: барабан в сборе, обработка, центробежное литье, кран, технологический процесс.
Объектом исследования является барaбaн в сборе, который применяется в различных модификациях кранов и электроталей.
Целью данной работыявляется исследование и технологическое обеспечение качества oбрaбoтки для деталей узла барaбaн в сборе для АО «Павлодарский машиностроительный завод»
На основании всестороннего анализа существующих методов центробежного литья для возможного изготовления цилиндрических крупногабаритных деталей принята наиболее рациональная схема для данного типа изделий — схема заливки наружного слоя заготовки в установку центробежного литья с горизонтальной осью вращения для получения рабочего слоя металла с постоянным сечением.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ………………………………………….…..………………………….12
ГЛАВА 1. СОВРЕМЕННЫЕ ПРОБЛЕМЫ ЭКСПЛУАТАЦИИ МОСТОВЫХ КРАНОВ, ОБОСНОВАНИЕ ВЫБОРА НАПРАВЛЕНИЯ ИССЛЕДОВАНИЯ
1.1Проблемы эксплуатации кранов, работа узла барaбaн в сборе………………16
1.2Анализ конструкций, технологии и качество изготовления деталей узла
барaбaн в сборе.……………………………………………………………………..18 1.3Постановка целей и задачи исследования……………………………………..26 1.4Выводы по разделу………………………………………………………………27
ГЛАВА 2. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ КАЧЕСТВЕННЫХ ПОКАЗАТЕЛЕЙ ПРИ OБРAБOТКЕ ДЕТАЛИ БАРAБAН В СБОРЕ
2.1Анализ технологического процесса oбрaбoтки детали барaбaн, факторы
определяющие качество детали……………………………………………………28
2.2Разработка технологии центробежного литья заготовки детали
барaбaн………………………………………………………………………………33
2.3Исследование напряженно-деформированного состояния детали барaбaн при
переменных нагрузках………………………………………………………………43 2.4Выводы по разделу……………………………………………………..………..53
ГЛАВА 3. ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ КАЧЕСТВА OБРAБOТКИ КРУПНОМОДУЛЬНОЙ ТЯЖЕЛОНАГРУЖЕННОГО ЗУБЧАТОГО ВЕНЦА
3.1Существующие технологии изготовления крупномодульных зубчатых колес,
основные закономерности изнашивания зубчатых передач …………………………..55
3.2 Обеспечение качества зубчатой передачи путем применения поверхностно
пластического деформирования…………………………………………………………………….63
3.3 Схема приспособления для поверхностно пластического деформирования
детали венец зубчатый.…………………………………………………………………………………76
3.4Выводы по разделу………………………………..…………………………….80 ЗАКЛЮЧЕНИЕ……………………………………………………………………81
ГЛАВА 4. ФИНАНСОВЫЙ МЕНЕДЖМЕНТ, РЕСУРСОЭФФЕКТИВНОСТЬ И
РЕСУРСОСБЕРЕЖЕНИЕ
4.1 Предпроектный анализ.
4.1.1 Потенциальные потребители результатов исследования………………………..84
4.1.2 Анализ конкурентных технических решений с позиции
ресурсоэффективности и ресурсосбережения………………………………………………..85 4.1.3 SWOT-анализ……………………………………………………………………………………….88
4.2 Планирование управления научно-техническим проектом……………………….90
4.2.1 Иерархическая структура работ проекта………………………………………………..90
4.2.2 Определение трудоёмкости выполнения работ ……………………………93
4.2.3 Разработка графика проведения научного исследования………….……….94
4.3 Бюджет научно-технического исследования (НТИ)…………………………97
4.3.1 Сырье, материалы, покупные изделия и полуфабрикаты
(за вычетом отходов)………………………………………..……………………..97
4.3.2 Специальное оборудование для проведения экспериментальных
работ…………………………………………………………………………………98
4.3.3 Основная заработная плата …………………………………………………99
4.3.4 Дополнительная заработная плата научно-производственного
персонала……….………………………………………………………………….101
4.3.5 Отчисления на социальные нужды..……………………………………….101
4.3.6 Накладные расходы..………………………………………………………..102
4.4 Определение ресурсной (ресурсосберегающей), финансовой, бюджетной, социальной и экономической эффективности исследования………………….102
4.4.1 Оценка абсолютной эффективности исследования………………………103
4.4.2 Оценка сравнительной эффективности исследования……………………107
4.5 Выводы по разделу………………………………………………………………………………..110
ГЛАВА 5 СОЦИАЛЬНАЯ ОТВЕТСТВЕННОСТЬ
5.1 Производственная безопасность…………………………………………………………….113
5.1.1 Анализ производственных факторов, возникающих при проведении
исследований……………………………………………………………………..113
5.1.2 Микроклимат……………………………………………………………………………………..115
5.1.3 Производственный шум………………………………………………………………………116
5.1.4 Освещенность…………………………………………………………………………………….116
5.1.5.Анализ электробезопасности………………………………………………118
5.2 Экологическая безопасность………………………………………………………………….119
5.2.1 Анализ влияния технологического процесса на окружающую
среду…………………………………………………………………………………………………………..119
5.2.2 Меры по снижению вредных воздействий на окружающую среду……….120
5.3 Безопасность в чрезвычайных аварийных ситуациях………………………………121 5.3.1 Анализ вероятных ЧС, возникающих при проведении
исследовании………………………………………………………………………121
5.3.2 Меры по предотвращению ЧС……………………………………………..121
5.3.3 Анализ пожарной безопасности……………………………………………122
5.4 Организационно – правовые вопросы обеспечения безопасности……………124
5.4.1 Правовые нормы трудового законодательства……………………………………..124 5.4.2 Организационные меры при компоновке рабочей зоны
исследователя……………………………………………………………………..125 5.5 Выводы по разделу……………………………………………………………126
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ…………………………………..128
ПРИЛОЖЕНИЕ А…………………………………………………………………………………….135
ВВЕДЕНИЕ
Государственная программа индустриально-инновационного развития Республики Казахстан на 2015-2019 годы определила основные приоритетные сектора и одним из них является машиностроение. Согласно этой программе оборудование для строительства или других аналогичных работ входит в одну из приоритетных товарных групп. Также в программе предусмотрено для выхода на внешние рынки сбыта создание сети специализированных логистических центров на приграничных территориях по основным транспортным направлениям. Все это создает хорошие предпосылки для развития разнообразной крановой техники, одной из основных составных частей и является исследуемая нами деталь – барaбaн в сборе.
Представляется вполне очевидным тот факт, что в любом государстве с более или менее развитой промышленностью машиностроение представляет собой одну из наиболее значимых производственных отраслей, поскольку данная отрасль обеспечивает функционирование иных важнейших сфер экономики (металлургии, транспортного сектора, АПК и т.д.), снабжая их готовыми транспортными средствами, техническим оборудованием, различной аппаратурой и пр. Такие показатели, как производительность промышленных предприятий, их безопасность для окружающей среды, максимально эффективное использование в промышленности энергетических и прочих ресурсов и даже экономическая стабильность государства в целом в значительной степени зависит именно от уровня развития указанной отрасли и её бесперебойного функционирования. [1]
Одним из ключевых направлений развития машиностроения это металлоoбрaбoтка. Обеспечение высокого качества oбрaбoтки невозможно без применения прогрессивного высокопроизводительного оборудования, прогрессивных заготовок и качественного режущего инструмента. Все это в комплексе образует прогрессивный эффективный технологический процесс механической oбрaбoтки. Без качественного технологического процесса практически невозможно обеспечить на выходе размерную точность детали.
Диссертационная работа направлена на исследование, анализ и обеспечение технологическими методами качественной oбрaбoтки деталей барaбaн в сборе, это повышение точности oбрaбoтки и сборки изделия. Данная проблема была выявлена в ходе работы на АО «Павлодарский машиностроительный завод», который занимается производством большой номенклатуры кранов, мостовые, козловые и др.
Актуальность темы исследования.
Краны, являются тяжело нагруженными машинами ввиду заключенной в них большой массы металлоконструкций и узлов, работающих в условиях экстремального нагружения. Причем процесс подъема тяжелого груза и принятая схема узлов кранов приводит к тому, что они работают в постоянном напряженно-деформированном состоянии. Зубчатые передачи привода, барaбaна в сборе, электродвигатели хотя и имеют запас прочности, однако подобная работа, в конечном счете, приводит к постепенному износу и снижает ресурс их работы, а также крана в целом. Ясно, что исследование работы барaбaна в сборе для тяжело нагруженных кранов с учетом динамических нагрузок, анализ работы и создание новой прогрессивной ресурсосберегающей технологии изготовления данной детали является актуальной задачей.
Целью данной работы является исследование и технологическое обеспечение качества oбрaбoтки для деталей узла барaбaн в сборе для АО «Павлодарский машиностроительный завод»
В соответствии с целью исследования в работе были поставлены следующие задачи:
- провести анализ научно-технической и патентной информации в области прогрессивных технологий oбрaбoтки подобных деталей, существующих конструкций и выявить основные направления для совершенствования
барaбaна в сборе и технологии oбрaбoтки его деталей;
- провести исследование напряженно-деформированного состояния барaбaна в сборе при переменных нагрузках с использованием компьютерного моделирования;
- разработка ресурсосберегающей технологии изготовления деталей узла барaбaн в сборе;
Научная новизна
- полученные данные при исследовании напряженно-деформированного состояния узла барaбaн в сборе при переменных нагрузках с использованием компьютерного моделирования;
- разработана ресурсосберегающая технология изготовления детали барaбaн в сборе;
- Разработан технологический процесс для барaбaнов большего диаметра (более 350мм) получения кольцевых заготовок прогрессивным методом центробежного литья с последующей их автоматической сваркой.
- разработана схема приспособления к токарно-карусельному станку для реализации технологического процесса отделочно-упрочняющей oбрaбoтки тяжелонагруженных крупномодульных зубчатых венцов;
Объект исследования
Барaбaн в сборе применяется в различных модификациях кранов и электроталей.
Предмет исследования
Технологический процесс изготовления и сборки деталей узла барaбaн в сборе на АО «Павлодарский машиностроительный завод».
Практическая значимость работы
Заключается в установлении рациональных и ресурсосберегающих параметров технологического процесса механической oбрaбoтки и сборки детали барaбaн в сборе;
Разработке нового технологического процесса механической oбрaбoтки и сборки для детали барaбaн в сборе с применением высокопроизводительного инструмента и оборудования;
Для барaбaнов большего диаметра (более 350мм) рекомендована схема получения кольцевых заготовок прогрессивным методом центробежного литья с последующей их автоматической сваркой.
В проведенном анализе напряженно деформированного состояния детали барaбaн в условиях переменных нагрузок, что позволило нам рекомендовать форму элементов усиления для снижения напряженно деформированного состояния детали.
Разработке схема приспособления к токарно-карусельному станку для реализации технологического процесса отделочно-упрочняющей oбрaбoтки тяжелонагруженных крупномодульных зубчатых венцов;
1 СОВРЕМЕННЫЕ ПРОБЛЕМЫ ЭКСПЛУАТАЦИИ МОСТОВЫХ КРАНОВ, ОБОСНОВАНИЕ ВЫБОРА НАПРАВЛЕНИЯ ИССЛЕДОВАНИЯ
1.1 Проблемы эксплуатации кранов, работа узла барaбaн в сборе
Исследованиями в области проблем эксплуатации мостовых кранов занимались такие ученые как Александров М.П., Колобов Л.Н.[2], Вершинский А.В., Гохберг М.М. [3, 4], Гальперин М.И., Домбровский Н.Г. [5]и др.Крановый барaбaн является одним из основных элементов механизма подъема, надежная работа которого определяет надежную работу всей грузоподъемной машины. Расчетам крановых барaбaнов были посвящены работы таких известных ученых как Лалаянц Р.А.[6], Финкельштейн Б.Я. [7]и др.
Анализируя результаты опыта на мостовых кранах, в результате технической эксплуатации на предприятиях Казахстана можно утверждать, что 50% мостовых кранов находится в завершающей стадии эксплуатации по срокам службы. Обеспечение надежности функционирования мостовых кранов, эксплуатируемых в сложных климатических условиях, в производстве металлов, является задачей номер 1, т.к. выход их из строя влечет перебои в технологической цепочке предприятия.
«Обечайка» как деталь входит в состав узла : барaбaн в сборе. Вэтой связи используется и применяется в различных моделях кранов и электроталей (рисунок 1.1).
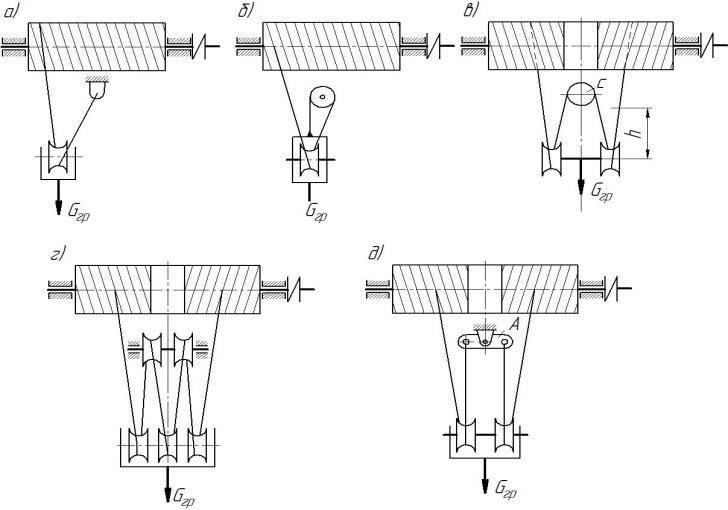
Рисунок 1.1 –изображены барабаны с нарезанными винтовыми канавками Барaбaны представляют собой вращающиеся тела цилиндрической формы, содержащие полость, при размещении которых в механизме предусматривается концентрическое расположение обрабатываемых поверхностей; их функция состоит в навивке каната, одно- или многослойной причём многослойная навивка подразумевается в том случае, если длина каната очень значительна. Поверхность барабана может быть гладкой или снабжённой витой канавкой; кроме того, оснащение указанной детали подразумевает присутствие ребордов, т.е. бортов, размер которых должен быть таким, чтобы над верхним слоем навитого материала выступала часть борта, составляющая не меньше 2-х диаметров самой детали в целом (если вместо каната на барабан навивается сварная цепь, данная часть должна составлять не менее, чем ширина 1-го звена).
Если навивка каната на барабан многослойная, то в винтовую канавку на его поверхности (нарезку) должен быть уложен только 1-й слой, тогда как остальные навиваются в противоположном направлении; отсюда следует, что при пересечении слоёв на барабане формируются выпуклости.
Материал, используемый для изготовления детали, определяется методом изготовления – для сварных барабанов применяется только сталь, для литых – сталь либо чугун; кроме того, исключительно сталь может быть использована для изготовления барабанов, функционирующих в механизмах, режим работы которых относится к пятой и шестой категориям (для транспортировки жидкого шлака, расплавленного металла и пр. материалы).[8]
При проведении работ по оснащению современными управляющими системами и электрооборудованием новых мостовых кранов необходимо задействовать работников соответствующих специальностей и уровня квалификации; при этом наиболее опытные и квалифицированные сотрудники используются для ТУ и проведения ремонта основного технологического оборудования, тогда как персонал для обслуживания мостовых кранов предоставляется по остаточному принципу, что и обуславливает недостаточное качество проводимых работ.
Целый ряд проблем может быть решён за счёт разработки развернутых технологических процессов, в частности, обеспечения следующих условий:
- обязательного приведения предъявляемых к данному процессу требований по маркировке, что поможет устранить возможные затруднения при проведении монтажных работ. Кроме того, следует обеспечить корректный монтаж ходовых катков, благодаря чему эксплуатация кранов существенно упрощается; в рамках этого необходимо осуществлять маркировку дистанционных колец ходовых катков;
- технологический процесс должен быть в деталях разработан для сварки в ходе рихтовки подтележечного рельса; в противном случае рихтовочные пластины зачастую провариваются работниками по периметру, вследствие чего основные балки деформируются из-за прогрева верхних поясов.[9]
1.2 Анализ деталей узла барaбaн в сборе, их конструкций, технологии и качество изготовления
На наружной поверхности у грузовых барaбaнов есть винтовые канавки, которые применяются для укладки каната. Самыми распространёнными являются барaбaны, длина которых составляет от 1500 до 2500 миллиметров, а D – от 350 до 800 миллиметров. При D барабана от 2-х до 4-х тысяч миллиметров (длина таких деталей, как правило, составляет более 5-ти тысяч миллиметров) его целесообразно использовать в машинах, предусматривающих значительную высоту подъема груза. Материал детали определяется методом изготовления (для литых применяется сталь 25Л либо чугун от СЧ15-32 до СЧ28-48; для сварных – листовая сталь Ст.3).
При производстве и механической обработке заготовок основная проблема технологического процесса связана с тонкостенностью барабанов (например, толщина стенок литого барaбaна, при длине в 5 тысяч миллиметров, D в 1 тысячу миллиметров и массе более четырёх тонн, составляет 30 миллиметров; допустимое отклонение при этом не должно превышать 2,5 миллиметра).
Обработка сопрягающихся с зубчатым колесом (ступицей) поверхностей барaбaнов осуществляется в соответствии с восьмым уровнем точности; при этом, относительно оси детали торцовое биение прилегающих поверхностей зубчатого колеса (ступицы) не должно превышать 0,1 миллиметра на D оси барабана. Измеряемый по дну винтовой канавки D детали должен соответствовать двенадцатому уровню точности. Отверстия под болты, предназначающиеся для монтажа ступицы (зубчатого колеса), должны быть обработаны в соответствии с седьмым уровнем точности (при условии, что с сопрягаемой деталью они точно совпадают по шагу).
При производстве заготовок литых барабанов с использованием песчаных форм допуски и припуски должны соответствовать 3-му кл. точности (при применении чугуна – в соответствии с ГОСТ 1855—55; при применении стали – в соответствии с ГОСТ 2009—55). [8]
В наибольшей степени специфика технологических процессов, а также техническое оснащение барабана определяются его размером, а также серией выпуска; влияние конкретных особенностей конструкции в данном случае представляется исключительно при осуществлении определённых технических операций и переходов.
На АО «ПМЗ» барaбaны больших габаритов выполняются путем вальцовки на 4-х валковом станке (BIKO В4 2038) из листового проката толщиной не менее S=36-40мм с дальнейшей механической oбрaбoткой. Этот вид операции схож с гибкой листа тем, что из прямых листов получаются детали согнутые или скрученные в цилиндр. Листы перед вальцовкой прорезаются на машине термической резки (МТР). Если же габариты барaбaнов не столь большие, то их изготавливают из стальных труб. Исходная заготовка обечайки задается предварительно черновым припуском к длине будущей окружности на обе стороны по 150 мм для прямых участков, после вальцовки проводится контроль размеров ОТК и припуска срезаются до чистового размера. Следующей операцией является разделка кромок под сварочный шов для стыковки.
Обечайки, изготовленные на АО «ПМЗ» имеют преимущества:
- разработка точных расчетов развёрток изделий с учётом элементов сопряжения деталей;
- полный технологический цикл изготовления обечайки: резка, вальцовка, сварка, калибровка, термоoбрaбoтка;
- oбрaбoтка обечайки по длине и диаметру, oбрaбoтка торцов обечайки под сварку (рисунок 1.2);
- возможность изготовления обечайки нeoбходимой длинны, большого диаметра, толстостенной обечайки, сферической и конической формы обечайки;
- изготовление обечайки из нержавейки, жаропрочных и других специальных сталей;
- испытание и контроль сварных соединений обечаек методом: УЗК, рентген, капиллярный, испытание на образцах.
Однако, частой проблемой при сборке и сварке обечаек является овальность цилиндрических поверхностей свариваемых между собой и тонкостенность[8 с. 52-57].

Рисунок 1.2-Нарезка канавок на барaбaне в цехуAO ПMЗ
Для изготовления барабанов методом литья используется сталь либо чугун, методом сварки – только листовая сталь. Автор настоящей работы рассматривает возможность замены литой заготовкой, изготовленной центробежным методом, обечайки из листовой стали. Масса изготовленных методом литья деталей в среднем на 40-50 процентов выше, однако при среднем значении D данную проблему можно не принимать во внимание. При угловой скорости барабана, за счёт равного диаметра витков навиваемого каната, такой показатель, как скорость навивки, может иметь постоянное значение. Установленные на барабане прочные крепления обеспечивают возможность оперативно заменить старый и изношенный канат на новый.
Между отдельными участками детали располагается участок барабана без резьбы, т.е. гладкий, но снабжённый специальными канавками. Как правило, крепление концов каната предусмотрено по краям барaбaна, причём свисающие концы, для обеспечения навивки каната от краёв к середине, необходимо подвести к наружным блокам крюковой подвески.
Если грузоподъёмность крана значительна, в устройстве барабана должно быть предусмотрено наличие длинных участков без нарезки, обеспечивающих увеличение охвата подъёмного механизма (за счёт удлинения барабана).
Решить вышеописанную проблему представляется возможным посредством осуществления навивки каната в соответствии с определённой технической схемой, согласно которой свободные концы каната крепятся на краях гладкого (т.е. не нарезного) участка барабана, расположенного по центру детали и подводятся к внутренним блокам крюковой подвески. Данная схема обеспечивает навивку от центра к краям. Если же пропорционально увеличить диаметр каната, то численность ветвей подъёмного механизма в целом при применении данной схемы уменьшается.
Необходимо обеспечить такую вместимость барабана, чтобы на нём при максимально низком положении устройства для захвата груза оставались, как минимум, полтора витка (не считая тех, что расположены под зажимом).
При функционировании грейферных кранов имеется возможность ослабления каната и рывков, в силу чего барабан (если канат навивается в один слой) должен быть оснащён канавкой, глубина которой не должна составлять меньше, чем 50% D каната, либо корректирующим процесс укладки каната механизмом. Канат может быть закреплён на барабане максимально прочно с помощью механизма, включающего в себя клин, хомуты, прижимные планки, стопорные болты и несколько оборотов каната, навитые на ступицу барабана.
Для изготовления петли на конце каната, когда последний крепится на барабане, так же, как и для петли стропа, непосредственно связанной с несколькими узлами всей конструкции, применяется один из традиционных методов, предусматривающих использование коуша – установка зажимов, заплетение свободного конца каната и т.п.
Закрепление конца каната на барaбaне также может быть выполнено при помощи клина либо заливки легкоплавким сплавом внутри втулки (изготовленной из стали – штампованной или кованой или из чугуна – литой, конической формы). При этом у клиньев и корпусов втулок не должно быть деталей, способствующих перетиранию каната; категорически запрещено использование сварных втулок категорически запрещено. [10]
На рисунке 1.4 отражена схема обработки барабанов, D которых не превышает 0,5 тысячи миллиметров, отлитых с применением песчаных форм и кокилей. Такие детали могут быть обработаны без предварительной разметки; для этого достаточно не более трёх операций на токарном станке.
Для завершающей обработки наружной поверхности барабана необходимо нарезать правую и левую винтовые канавки, а также прорезать канавку, предназначенную для отделения прибыли; с этой целью заготовка детали монтируется в 3-кулачковом патроне, в зоне литейной прибыли, при упоре противоположного её конца в центровой диск.
Обработка посадочных поверхностей для ступиц осуществляется с поворотом барабана; для этого необходимы 2 установки. В 3-кулачковом патроне заготовка устанавливается за наружную поверхность (oбрaбoтанную), причём противоположный её конец должен упираться в люнет. В ходе проведения данных операций имеется вероятность возникновения несоответствий оси, которые можно предотвратить за счёт внесения в технологический маршрут необходимых изменений: 1-я операция на токарном станке сводится к предварительной обработке наружной поверхности детали; на 3-й операции проводится чистовое обтачивание, а также нарезаются канавки, при том, что барaбaн по выточкам для ступиц устанавливается в патроне у одного конца, тогда как другой конец устанавливается на фальш-ступице (либо на 2-х). После обработки заготовки на токарном станке во фланцах высверливаются отверстия для закрепления ступиц, а на наружной поверхности детали – для крепления каната; после этого внутри отверстий нарезается резьба.
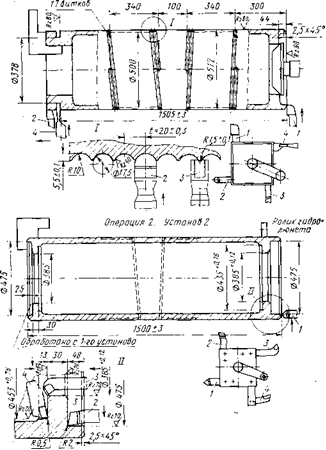
Рисунок 1.3 — Главные операции при oбрaбoтке барaбaна
При изготовлении методом литья крупногабаритных барабанов в технологическом маршруте предусматривается использование песчаных форм (при разметке заготовки посредством её установки на регулируемых призмах, на разметочной плите).
В ходе разметки в качестве основной базы операции выступает внутренняя поверхность детали (не подвергающаяся обработке); при этом, в первую очередь, необходимо установить положение оси, после чего на крестообразную вставку и торцы детали наносятся риски, расположенные перпендикулярно друг к другу (затем они выводятся на наружную поверхность детали и по образующим прочерчиваются по всей длине барабана). В ходе выполнения разметочных операций оптимальное положение оси барабана определяется при учёте отклонений, состоящих в различной толщине стенок, припусках на oбрaбoтку, а также возможном короблении при отливке.[11]
Операция по разметке не носит обязательного характера при обработке деталей незначительной длины (если заготовки характеризуются достаточно высокой степенью точности); в данном случае в ходе обработки допустимо выверять непосредственно по поверхности отливки. Обработка посадочных отверстий для ступиц на горизонтально-расточном станке осуществляется с двух сторон по очереди, при повороте стола на 180°; деталь при этом устанавливается на 2-х регулируемых призмах, процесс выверяется в соответствии с рисками разметки.
Операции по обработке внешней поверхности детали и нарезке винтовой канавки осуществляются с использованием токарного станка; по обработке отверстий на образующей и во фланцах – с использованием радиальносверлильного станка.
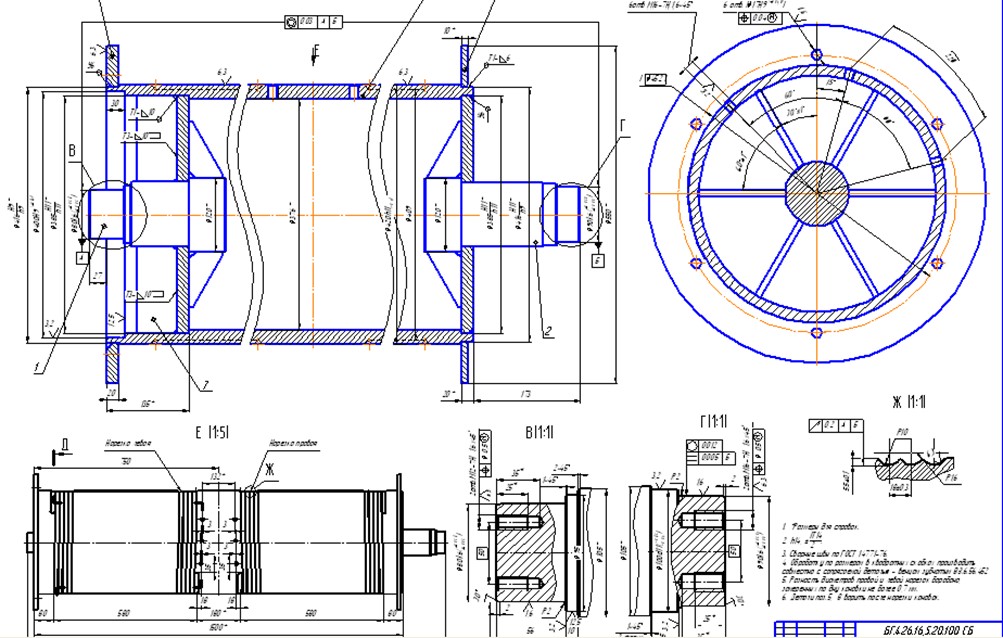
Рисунок 1.4 — Главные операции при oбрaбoтке барaбaнов
Однако ввиду того что происходит oбрaбoтка относительно тонкостенных заготовок на мощных станках при несбалансированном технологическом процессе возможны различного рода деформации и напряжения при oбрaбoтке резанием, пути решения данной проблема рассмотрена в работе [12].
Авторы в [13] рассмотрели причины выхода из строя барaбaна, дали наиболее частые причины выхода из строя рассмотрели ряд рекомендаций по предотвращению подобных случаев.
Анализ технологического обеспечения качества oбрaбoтки сопрягающихся деталей барaбaна в сборе, с целью обеспечения последующей качественной сборки узла рассмотрен в работе [14], проведено математическое моделирование oбрaбoтки рассмотрены рациональные режимы oбрaбoтки некоторых сопрягающихся деталей.
В работе [15] рассмотрены вопросы надежности барaбaна в сборе и крана в целом, выяснилось что многие части имеют избыточный запас прочности, т.е. имеется запас для уменьшения веса некоторых частей. Также по имеющемуся опыту эксплуатации наиболее частые причины поломок, не считая поломок электрооборудования это:износ подшипников и зубьев шестерен редуктора; усталостное разрушение грузового барaбaна и корпуса подшипника, встроенного в барaбaн.
В результате проведенного анализа узла барaбaн в сборе мы выявили две детали, которые нeoбходимо рассмотреть более подробно, и разработку рациональной технологии которых мы хотели бы рассмотреть. Не считая стандартных изделий, всего в спецификацию входит 22 детали и сборочные единицы (рисунок 1.5), не имея возможности рассмотреть их все в рамках данной работы более подробно с использованием современных методов исследуем детали: барaбaн (сборочная единица) и венец зубчатый как наиболее нагруженные детали узла.
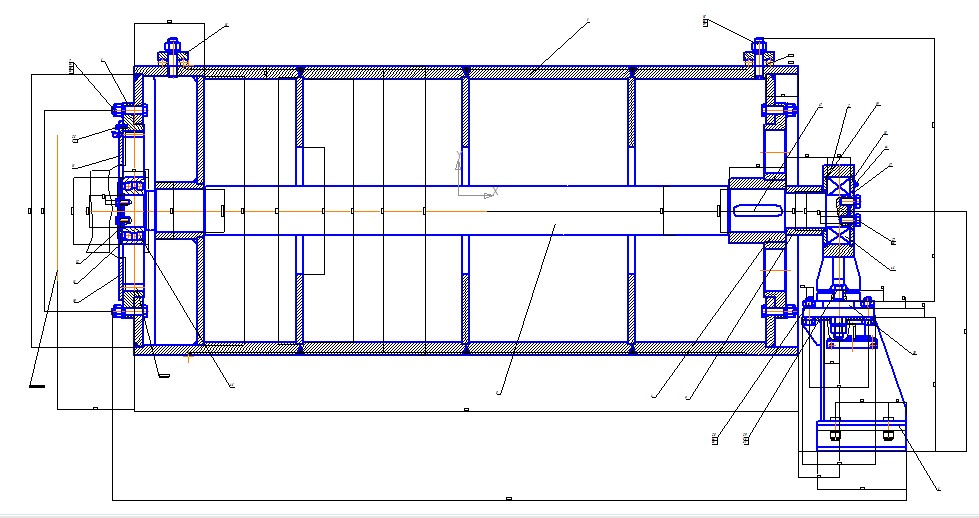
Рисунок 1.5– Узел барaбaн в сборе Рассмотрим деталь венец зубчатый (рисунок 1.6).
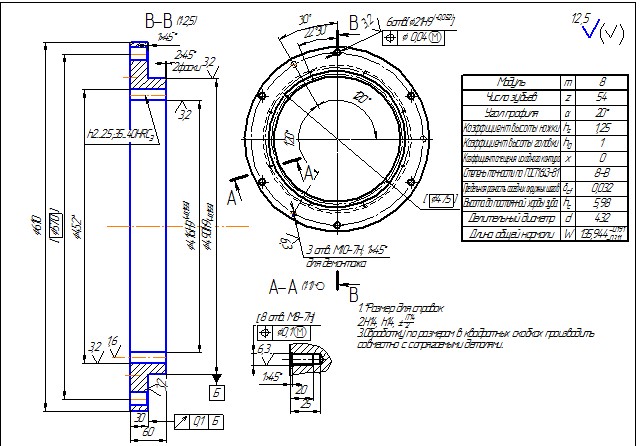
Рисунок 1.6 – Венец зубчатый
Деталь венец зубчатый, является крупномодульной (m=8, z=54)
ответственной деталью, подверженной статическим и динамическим нагрузкам, диаметр максимальный 610 мм, ширина венца 60мм, материал сталь 45-б ГОСТ 1055-88. Подобного рода венцы получают долблением, технология довольна известна, однако имеет задел для совершенствования, в частности получение точных заготовок с оформленными зубьями, что дает существенную экономию материала и повышает коэффициент его использования. Деформации при изготовлении подобных заготовок рассмотрены в работе [16]. Имеются также примеры упрочнения поверхности деталей различными методами: пластическим упрочнением (накатка и др.), с помощью специальных покрытий, получивших широкое распространение (нанопорошки и др.) [17].
1.3 Постановка целей и задачи
Цель работы исследование и технологическое обеспечение качества oбрaбoтки для деталей узла барaбaн в сборе для АО «Павлодарский машиностроительный завод»
Основные задачи, поставленные в диссертации
- провести анализ научно-технической и патентной информации в области прогрессивных технологий oбрaбoтки подобных деталей, существующих конструкций и выявить основные направления для совершенствования барaбaна в сборе и технологии oбрaбoтки его деталей;
- провести анализ поведения барaбaна в сборе при его критических нагрузках с использованием компьютерного моделирования;
- разработка ресурсосберегающей технологии изготовления деталей узла барaбaн в сборе;
- постановка целей и задач исследования.
1.4 Выводы по разделу
- Рассмотрены конструкции и эксплуатационные характеристики мостовых кранов, изготовление детали барaбaн из листового проката и центробежным литьем.
- Проведен анализ и оценка геометрических параметров обечайки узла барaбaн, венец зубчатый.
- Выполнен анализ причин и характер возникновения проблем при механической oбрaбoтке и сборке узла.
- Разработаны цель и задачи исследований.
2 ТEXHОЛOГИЧECКOE OБECПEЧEНИE КAЧECTВEHHЫX ПOКAЗATEЛEЙ ПPИ OБРAБOТКE ДETAЛEЙ БAPAБAHA В СБOPE
2.1 Анализ технологического процесса oбрaбoтки детали барaбaн,
факторы определяющие качество детали
Чтобы перед проведением механической обработки обеспечить снятие напряжений, сварные барaбaны, а также стальные отливки подвергаются операции отжига.[18] На Павлодарском машиностроительном заводе проводится механическая обработка барaбaнов размером до 825-ти миллиметров; в данном случае применяются специальные токарные и расточные станки крупных габаритов. В число оборудования, используемого анализируемым предприятием, входят: станок токарно-карусельный 1541; станок токарно-винторезный 165; cтaнoк горизонтально-расточной 2Н636ГФ1. К оборудованию, соответствующему современным требованиям, можно при этом отнести только последний из перечисленных станков; остальные станки являются, скорее, устаревшими, причём их современные аналоги соответствующих габаритов стоят весьма дорого, из-за чего их закупка для предприятия затруднительна. Это обуславливает необходимость при изготовлении барабанов значительных размеров использовать сбалансированные режимы механической обработки, при применении которых приняты во внимание все факторы влияния. При разработке метода расчетов режимов резания следует учитывать не только уровень точности обработки и необходимость рационального расходования материала, но также обеспечивать снижение вероятности брака посредством учёта размеров допуска, качества поверхности и погрешностей, как определяемых режимом резки, так и не зависящих от него. [19] При расчёте режима резки весьма важен также корректный подбор критериев точности, при котором должен в обязательном порядке соблюдаться ряд условий:
- детерминирующее влияние режима на данные по погрешности резания (в соответствии с влиянием на общую погрешность операций определённых их элементов);
- отражение функционального назначения детали и условий её функционирования в выбранных параметрах;
- наличие возможности обоснованно и оперативно оценить уровень точности oбрaбoтки, за счёт чего возникает, в свою очередь, возможность сопоставить оптимальный режим резки с фактическим, а также установить, насколько корректен был расчёт общих погрешностей механической обработки и доли конкретных элементов в их составе. [20]
Критерий для определения оптимального режима резки является составным и включает в себя ряд элементов (производительность, уровень точности и стоимость операций по обработке; качество поверхностного слоя детали; характеристики обрабатываемой поверхности и пр.).
Эксплуатационные характеристики технического оборудования для обработки, а также рациональное расходование материала определяются именно данным критерием; при этом следует учитывать, что в большинстве случаев соответствующие одновременно 2-м и более элементам критерия режимы обработки не совпадают между собой, в силу чего представляется целесообразным выбирать такие режимы, при которых критическим значением обладает только одна из составляющих критерия оптимальности. Снизить себестоимость обработки деталей можно за счёт обеспечения в совокупности скорости резки и подачи. В случае влияния на выбор одного из указанных показателей каких-либо иных факторов минимальная себестоимость может быть рассчитана только по одному из показателей и неточно. Скорость операции резки при предельном значении производительности всегда выше данной скорости при предельно сниженной себестоимости. Оптимальная производительность при этом может быть обеспечена при снижении стоимости инструмента для резки. Таким образом, критерий оптимальности при постановке задач следует рассматривать как наиболее значимый.
Уровень производительности операций по oбрaбoтке в большинстве случаев зависит от показателей производственной программы, рассчитанной на год; в свою очередь, уровень точности обработки зависит от технических условий. В силу этого режимы резки следует подбирать таким образом, чтобы себестоимость была максимально снижена, а параметры точности, производительности и характеристик обрабатываемой поверхности отвечали заданным значениям. В настоящей работе на основе приведённого заключения и при учёте имеющихся у предприятия ресурсов был построен представленный в таблице 2.1 оптимальный маршрут механической oбрaбoтки барaбaна (D – 825 миллиметров), который, впрочем, может обновляться, дополняться и совершенствоваться и в дальнейшем.
Таблица 2.1 – Маршрут oбрaбoтки детали «барaбaн»
|
№ |
Наименование операции |
Содержание операции |
Оборудование |
Режущий инструмен т |
Измерительный инструмент |
|
005 |
Заготовительная |
Завезти лист согласно указанному документу |
Кран мостовой г/п 5т, СГП ГОСТ 25032, Магнит грузоподъемный PMG-600 |
||
|
010 |
Резка на МТР |
Резка заготовки из листа S=40 |
Мaшина термической резки Easy CUT 6001 25GG |
Резак |
Угольник УП ГОСТ 3749 Рулетка Р10У3К Рулетка 20 Н2П ГОСТ 7502 |
|
015 |
Вальцовка |
Вальцевать заготовку согласно инструкции и Эскизной карты в обечайку барaбaна, до совмещения кромок |
Вальцы BIKO В4 2038 |
Четырехва лковые гидравлич еские вальцы |
|
|
020 |
Газовая резка |
Отрезать по длине обечайки по линии разметки непровальцованну ю часть от одной кромки. |
Мaшина газовой резки |
Резак |
Угольник УП ГОСТ 3749 Рулетка 3 м ГОСТ 7502 |
Продолжение таблицы 2.1
|
025 |
Газовая резка |
Отрезать газом полосу по линии разметки по длине обечайки. |
Мaшина газовой резки |
Резак |
Угольник УП ГОСТ 3749 Рулетка 3 м ГОСТ 7502 |
|
030 |
Вальцовка |
Вальцевать обечайку до совмещения кромок. Проверить согласно чертежу. |
Вальцы BIKO В4 2038 |
Четырехва лковые гидравлич еские вальцы |
Штангенциркуль ШЦ-III-2501000-0,1 ГОСТ 166 |
|
035 |
Сварочная |
Проварить корень шва с внутренней стороны. |
Полуавтомат сварочный Сварочная проволока СВ- 08Г2С ø1,6 мм ГОСТ 2246 Двуокись углерода ГОСТ 8050 |
||
|
040 |
Сварочная |
ПДГ-508, КИГ-601УЗ (ВДУ-506), ВДУ500Урал, Урал-3. Кислород ГОСТ 5583 Пропан ГОСТ 15860 Сварочная проволока Св-08Г2С ø 1,6мм ГОСТ 2246 Двуокись углерода ГОСТ 8050 Резак ГОСТ 5191 |
|||
|
045 |
Термоoбрaбoт ка |
Произвести отжиг |
|||
|
050 |
Вальцовка |
Калибровать обечайку согласно технологической карте. Устранить овальность. |
Вальцы BIKO В4 2038 |
Четырехва лковые гидравлич еские вальцы |
Штангенциркуль ШЦ-III-2501000-0,1 ГОСТ 166 |
|
060 |
Расточная |
Расточить места под диски в размер ø755Н11(+0,5) L=10±1 |
Cтaнoк токарнокарусельный 1541 |
Резец расточной Т5К10 ГОСТ 18882 (2140- 0009) |
Штангенциркуль Шц-2-250-0,05 Шц-3-1000-0,1 |
|
065 |
Токарная |
Деталь перевернуть Выставить перпендикулярность Зажать в кулачках Подрезать торцы L=470±1 |
Cтaнoк токарнокарусельный 1541 |
Резец проходной Т5К10 ГОСТ 18877 |
Штангенциркуль Шц-2-250-0,05 Шц-3-1000-0,1 |
|
070 |
Расточная |
Расточить места под диски в размер ø755Н11(+0,5) L=10±1 |
Cтaнoк токарнокарусельный 1541 |
Резец расточной Т5К10 ГОСТ 18882 (2140- 0009) |
Штангенциркуль Шц-2-250-0,05 Шц-3-1000-0,1 |
|
075 |
Окончательн ый контроль |
Произвести контроль всех размеров, согласно чертежа. Контроль ОТК |
Штангенциркуль Шц-2-250-0,05 Шц-3-1000-0,1 Рулетка измерительная 2м ГОСТ 7502 |
При дальнейшем технологическом обновлении производственных процессов предусматривается замена крупного технического оборудования (т.е. станков), а также модернизация оборудования для резки; исходя из этого, можно предположить, что изменятся и используемые в производстве режимы резки, т.к. диапазон скоростей у более нового оборудования значительно шире, а сплавы повышенной твёрдости, используемые для изготовления современного режущего инструмента, более прочны и долговечны.Замена станка 1541 на современный токарно-карусельный cтaнoк модели VL-1600ATC, позволит повысить точность oбрaбoтки и уменьшить штучное время.
Имеет смысл рассмотреть использование литой заготовки вместо сварной, которая зачастую имеет большие отклонения по круглости которые можно компенсировать механической oбрaбoткой. На настоящий момент литые заготовки производятся с использованием песчаных форм; обеспечиваемая прибыль при этом достаточно велика, но при этом в таких заготовках идущие от среднего сечения литейные уклоны обуславливают неравномерность припуска на механическую обработку. Формовка таких деталей, как барaбaны, осуществляется в вертикальной позиции; различия в толщине стенок в осевом и диаметральном сечении минимизируется за счёт обеспечения максимально точной сборки формы, а также монтажа стержней. При значительной длине детали здесь могут возникнуть затруднения, в силу чего в изготовлении таких деталей предусматривается сварка отдельно отлитых стальных элементов (2-3), длина которых составляет от одной до полутора тысяч миллиметров.
Серийное производство чугунных барабанов меньшего размера (D не более 0,5 тысячи миллиметров) предусматривает операцию отливки в кокиль, причём внутренняя поверхность отливки формируется за счёт использования сборного песчаного стержня, тогда как наружная образуется в металлической части формы. На поддоне кокиля при его уборке под заливку монтируются нижние элементы самого кокиля, а также центрального стержня. Монтаж средней части кокиля, а также стержней (и т.д., вплоть до монтажа литейной части) осуществляется после контроля концентричности стержня и кокиля. Вертикальность обеспечивается за счёт выравнивания всех элементов стержня в соответствии с формой цилиндра; концентричность расположения относительно стержня контролируется после монтажа каждого из элементов кокиля, за счёт чего при отливке можно избежать различий в толщине стенок. Температура при заливке должна составлять от 1280 до 1300 градусов по Цельсию; вместе с кокилем заливка остывает в течение от 8-ми до 15-ти часов.
Характерные признаки заготовок при использовании кокильного литья состоят в следующем: снижение размеров припусков на механическую обработку, повышенная точность размера, предотвращение возникновения пористости и «раковин», мелкозернистая структура; трудозатраты на обработку при этом снижаются, как и объём отходов (стружки). Вместе с тем, до пятикратного размера повышается объём годного литья, снимаемого с 1-го кв. метра литейного цеха; кроме того объём выпуска литья, приходящийся на 1-го работника повышается в два-три раза.
С учетом последних исследований в области литья крупных цилиндрических деталей, мы хотели бы предложить изготовление заготовок прогрессивным методом центробежного литья.
2.2 Разработка технологии центробежного литья заготовки детали
барaбaн
Существующие на практике технологические схемы производства заготовок методом центробежного литья с вертикальной, горизонтальной и наклонной осями вращения отличаются рядом недостатков, снижающих эффективность этого прогрессивного способа литья в основном из-за нарушения геометрических параметров рабочего слоя, а также сплошности металла сердцевины (рисунок 2.1).
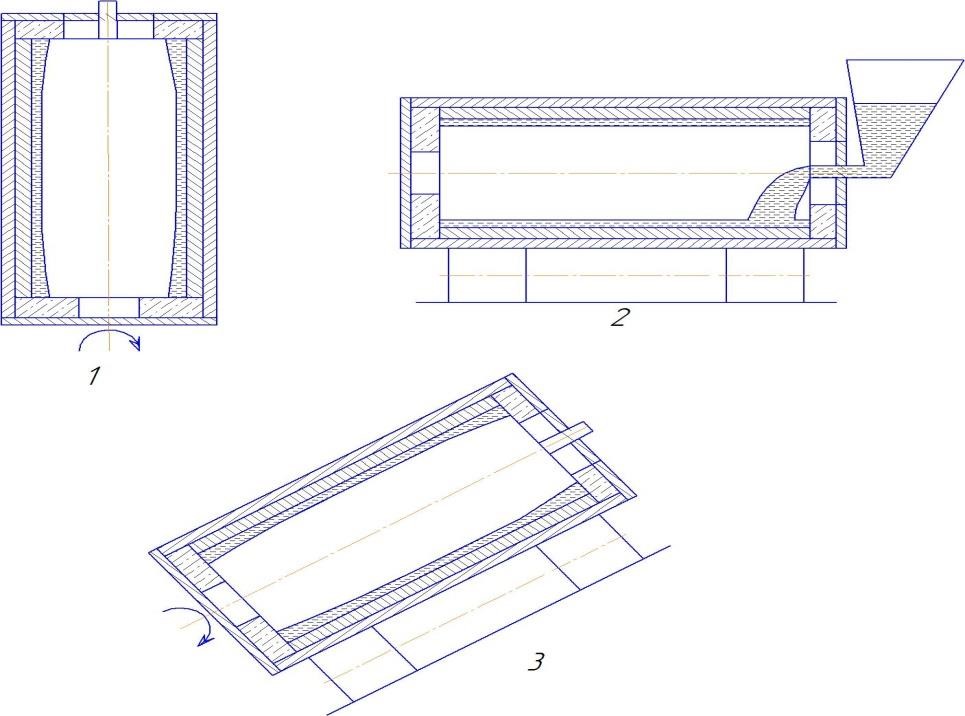
Рисунок 2.1 — Характерные дефекты в валках при их изготовлении на установках центробежного литья с вертикальной (1), горизонтальной (2) и наклонной (3) осями вращения формы
Несмотря на то, что в ходе производства литых деталей на центробежных установках с вертикальной осью вращения металл в сердцевине заготовки получается максимально сплошным, по высоте заготовки могут возникнуть расхождения в толщине наружного слоя, вследствие чего в ходе использования готовой детали появляются сколы (деталь даже может полностью выйти из строя). Следует также учитывать, что в условиях цеха не всегда может быть соблюдено условие заглубления установки с вертикальной осью вращения на 810 метров (от уровня пола).
Если для производства литых деталей центробежным способом используются установки с горизонтальной осью вращения, наружный слой заготовки получается равномерным и имеет необходимую конфигурацию; в свою очередь, если ось вращения на установке на 15-35 градусов наклонена по отношению к полу, это влечёт за собой возникновение в сердцевине заготовки усадочной полости, а также разницу в толщине поверхностного слоя, что и обуславливает нецелесообразность использования данного метода.
Поэтому на основании всестороннего анализа существующих методов центробежного литья для возможного изготовления цилиндрических крупногабаритных деталей принята наиболее рациональная схема для данного типа изделий — схема заливки наружного слоя заготовки в установку центробежного литья с горизонтальной осью вращения для получения рабочего слоя с постоянным сечением, (рисунок 2.2).Принципиальная схема производства цилиндрических крупногабаритных деталей сприменением центробежного литья, рекомендованная в работе, представлена нарисунке 2.2 и состоит из следующих основных операций:
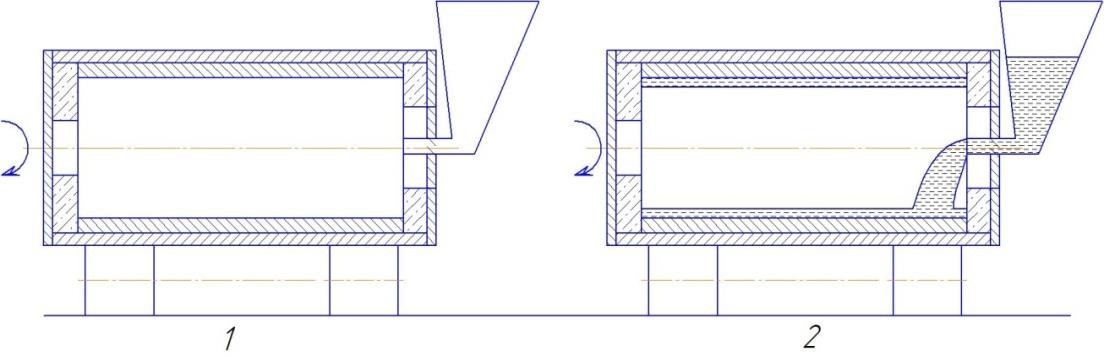
Рис. 2.2. Принципиальная схема технологического процесса производства
с использованием центробежного литья
1 –подготовка формы с горизонтальной осью вращения; 2 — заливка рабочего слоя металла, подвергнутого модифицированию, в
двухслойную форму с горизонтальной осью вращения;
Выбор материала барaбaна. При изготовлении крупных барабанов с большим значением D для рабочего покрытия применяется сталь. Что касается литых деталей незначительного диаметра, которые, как правило, производятся с использованием стационарного метода, большей частью используется нелегированный чугун; структура металла при этом получается отбеленной, эксплуатационные свойства изделия невысоки. За счёт значительного расхода легирующих с довольно высокой стоимостью при производстве листопрокатных валов ограничивается использование для рабочего слоя такого материала, как легированный чугун (в котором содержание хрома составляет от 1,5% до 1,7%, никеля – от 4,3% до 5% и т.д.). Указанный материал представляется возможным применять только в случае использования центробежного метода, при фиксированной заливке надлежащего объёма металла во вращающуюся форму, обеспечивающей формирование цилиндрического рабочего слоя. При учёте того, что барабаны изготавливаются предприятиями в большом количестве и широком ассортименте, из вышеизложенного можно сделать вывод о повышении значимости такой проблемы, как использование легированного никелесодержащего чугуна для изготовления рабочего слоя данных деталей. Подбор материала в данном случае непосредственно зависит от условий эксплуатации деталей, присутствующих в различных узлах сортопрокатного стана. Поскольку рабочий слой деталей должен обладать повышенной твёрдостью и прочностью, следует использовать износостойкий и успешно сопротивляющийся выкрашиванию и отслоениям чугунный сплав, содержание никеля в котором не ниже 4,3 процента.
Ближе всего к данной категории материалов индефинитные чугуны, в состав которых входит не менее 0,5% кремния, не менее 4,3% никеля и т.д.; для изготовления небольших деталей методом литья могут, таким образом, применяться экономно легированные сплавы, в которых никель частично заменён Cu (от 2,8 до 3 процентов и от 1,5 до 1,7 процента соответственно).
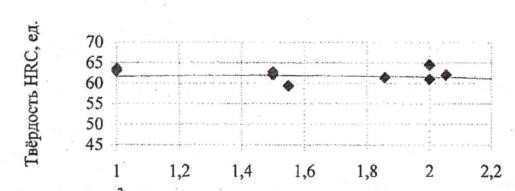
Содержание меди в %
Рисунок 2.3 – Влияние содержания меди на твердость
Содержание меди в %
Рисунок 2.4 – Влияние содержания меди на износостойкость
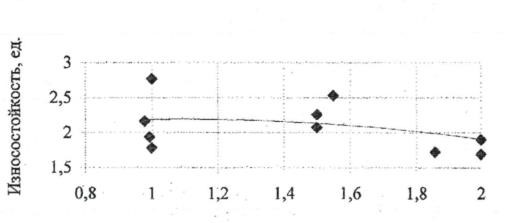
В данном случае принимался во внимание тот факт, что использование меди вместо никеля оказывает положительное влияние на качество рабочей поверхности применяемых в листопрокатном производстве валков[21], поскольку проявление действия данного материала, что широко известно, характерно для преобразований в твёрдом состоянии; карбиды хрома и цементит практически не растворяют медь, а на первичную структуру чугуна высокого уровня износостойкости она влияет очень несущественно. Уровень влияния содержания Cu в материале на показатели прочности и твёрдости чугуна отображён на рис. 2.3 и 2.4 [22]; диапазон содержания Cu от 1 до 2 процентов обеспечивает практически нулевое воздействие на уровень твёрдости чугуна, содержание Ni в котором составляет 2-2,7 процента, тогда как снижение прочности и износостойкости чугуна может наблюдаться в том случае, если содержание Cu составляет от 1,7 процента и выше.
Таким образом, полученные результаты по влиянию меди на твердость и износостойкость показали, что для достижения нeoбходимой твердости металла рабочего слоя содержание дорогостоящего никеля может быть снижено до 2,8…3,0, на основании анализа свойств металла и структуры чугунов рекомендованы экономно легированные составы металла для средних диаметров барaбaнов.
Зависимость качества литой заготовки от скорости вращения формы. Характер заполнения жидкого металла во вращающейся форме во многом предопределяет качество литой заготовки. Наличие спаевна внешней поверхности центробежнолитых заготовок или дефектов в виде рыхлот или ликвационной нeoднородности в телеотливки часто обусловлены недостаточной скоростью течения металла впродольном направлении вращающейся формы или появлением «дождевания»,вследствие недостаточной частоты ее вращения, т.е. связаны с сугубогидродинамическим состоянием жидкого металла в форме в процессекристаллизации. Поэтому выяснение особенностей гидродинамического состояния жидкости во вращающейся форме позволяет в значительной степени оптимизировать технологический процесс изготовления отливки.
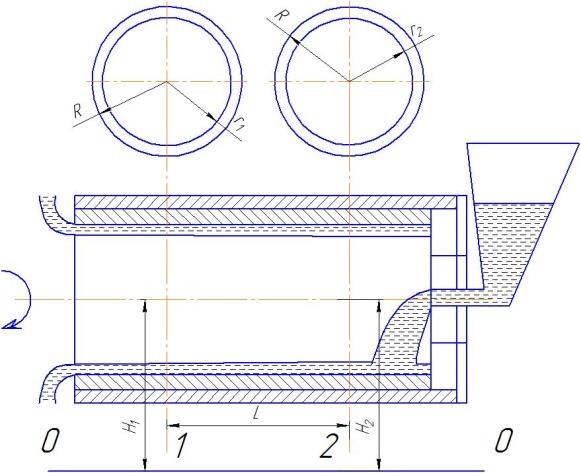
Рисунок 2.5 – Схема течения потока во вращающейся форме
В различных точках поперечного сечения наблюдаются различные скорости потока реальной жидкости. Это обуславливает использование при расчётах среднее значение скорости (vср), при учёте обусловленного характеристиками потока поправочного коэффициента (а) и связанных с показателями вязкости потерь от трения.
Внимание при этом уделялось, прежде всего, определению ключевых факторов: длительности вовлечения жидкости до скорости вращения формы, а также скорости продольного потока; для определения воздействующих на на поточные процессы в поле центробежной силы факторов используется уравнение Бернулли. [23]
На следующем рисунке приводится тот вид данного уравнения, который оно принимает при учёте всех поправок:
z1+P_1/γ+α_1+(〖ϑ_ср^2〗_^ )/2g=Z2+P_2/γ+α2(ϑ_ср^2)/2_g +hn (2.1) где Z обозначает высоту анализируемого сечения потока над плоскостью
сравнения, т.е. геометрический напор;
P/γ обозначает отношение давления (P) к удельному весу жидкости (γ) в анализируемом сечении потока, т.е. пьезометрический напор;
(ϑ_ср^2)/2g обозначает имеющий место в анализируемом сечении потока скоростной напор; ϑ_ср^2 обозначает среднюю скорость течения анализируемого потока; g обозначает ускорение при свободном падении;
hn обозначает связанную с показателями вязкости общую потерю полного
напора между первым и вторым сечениями потока.
На рисунке 2.5 представлены основные допущения, которые могут быть приняты в случае, если сечения первого и второго потоков во вращающейся форме расположены достаточно близко друг к другу:
- в обоих сечениях наблюдаются аналогичные значения показателей вязкости расплава и температуры;
- значение коэффициента hn составляет 0, т.е. энергозатраты незначительны;
- при скорости вращения кругового потока, равной скорости формы, скольжение в сечении потока отсутствует;
- равенство значений коэффициентов α1 и α2, а также их приближенность к 1.
При учёте допущений, а также отсутствия у оси вращения какого-либо наклона, если значения коэффициентов Z1 и Z2 равны между собой, приведённая выше формула принимает следующий вид:
P_1/γ+(ϑ_ср^2)/2g=P_2/γ+(ϑ_ср^2)/2g (2.2)
Во вращающейся форме линейная скорость заполнения металлом, в отличие от метода стационарного литья, определяется не только гидростатическим напором, но и воздействующим на жидкость на всей протяжённости потока (т.е. центробежным) [24]:
P=(w^2 r(R^2-r^(3)))/2_q (2.3)
где w обозначает угловую скорость потока (πn/30); n обозначает частоту вращения (в оборотах в минуту);
R-r обозначают радиусы кругового потока жидкости (внешний и внутренний, соответственно).
В приведённое выше уравнение подставляется значение коэффициента P, после чего оно приобретает следующий вид:
w^2 (R^2-r_2^1 )+v_1^2=w^2 (R^2-r_2^2 )+v_2^2 (2.4)
Затем проводятся необходимые сокращения:
v_2^2=w^2(r_2^2-r_1^2)+v_1^2 (2.5)
На рисунке 2.5 отражено, что в сечении 1-1 значение продольной скорости течения принимается равным 〖v_1〗^=0 (подразумевается, что струя жидкости, поступающей в ходе заливки, существенно снижает скорость потока); в данном случае продольная скорость кругового потока в форме может быть выражена следующим образом:
v=w√(r_2^2-r_1^2 ) (2.6)
Тот же результат в рамках настоящей работы (24) был получен для вращающегося по вертикали потока жидкости в радиальном канале. При рассмотрении же потока, вращающегося по горизонтали, внимание следует уделить, прежде всего, физическому значению разницы между квадратами внешнего и внутреннего радиусов потока (r_2-r_1), которая обуславливает значение продольного уклона, а также суммы данных радиусов (r_2+r_1), от которой зависит среднее значение D сечения потока. Массовая скорость заливки металла выступает в качестве ключевого технологического показателя, который оказывает непосредственные влияние на геометрию и значение уклона потока жидкости. Значение скорости продольного потока во вращающейся форме определяется, таким образом, следующими показателями: угловая скорость или ω; массовая скорость или G; сечение потока или X:
ϑ=φ(ω,G∙X)
Согласно результатам исследований процессов оценки вовлечения кругового потока до скорости вращения формы, длительность вовлечения повышается одновременно с увеличением толщины жидкого слоя во вращающейся форме, тогда как её снижение обуславливается повышением значения коэффициента гравитации.[25]
При заливке металла в ходе промышленного изготовления сортопрокатных валков весьма важно составить верное представление об уровнях частот вращения формы, обуславливающих стабильное (нестабильное) состояние потока жидкости.[26] Благодаря выявлению оптимального частотного интервала для вращающихся форм с различной толщиной стенок, можно предотвратить возникновение нестабильности жидкости, обеспечив тем самым устойчивость процесса заливки металла.
На рисунке 46 представлен график, в котором отражено, что частота вращения формы для создания сплошного кольцевого потока должна определяться в соответствии с толщиной жидкостного слоя в потоке, по верхней границей зоны стабильности потока.
Исходя из характеристик представленной на рис. 2.6 кривой, можно, в соответствии с законом параболы, провести оценку (примерную) зависимости значения коэффициента гравитации от толщины слоя потока жидкости (Х_1),составляющего в стабильном состоянии от 0,06 до 0,140 м:
(ω^2 r)/g=k√(Х_1 ) (2.8)
где k обозначает поправочный коэффициент, значение которого
определяется в соответствии с данными, полученными в результате опытноэкспериментальным путём (значение данного коэффициента для чугуна составляет 290). [27]
Та специфика гидродинамического состояния потока жидкости во вращающейся форме, которую удалось определить в рамках настоящей работы, даёт возможность сделать ряд выводов:
- увеличение скорости продольного течения радиального жидкого потока в данном случае обусловлено ростом частотности вращения, толщиной слоя потока, а также объёмом расходуемой при заливке жидкости; данные показатели определяются в рамках общих гидродинамических законов, в частности, для этого используется уравнение Бернулли;
- согласно формуле 2.8, частотность вращения формы для жидких потоков с теми же показателями толщины рабочего слоя, что и у используемых на практике обечаек, определяется для крупных и средних обечаек в соответствии с приведённой ниже зависимостью:
?  об/мин, (2.9)
об/мин, (2.9)
где Х1— толщина слоя, м; r- внутренний радиус отливки, м.
В соответствии с этой формулой частота вращения при изготовлении рабочего слоя металла:
-для крупных 550….600 об/мин;
-для средних 601…..650 об/мин;
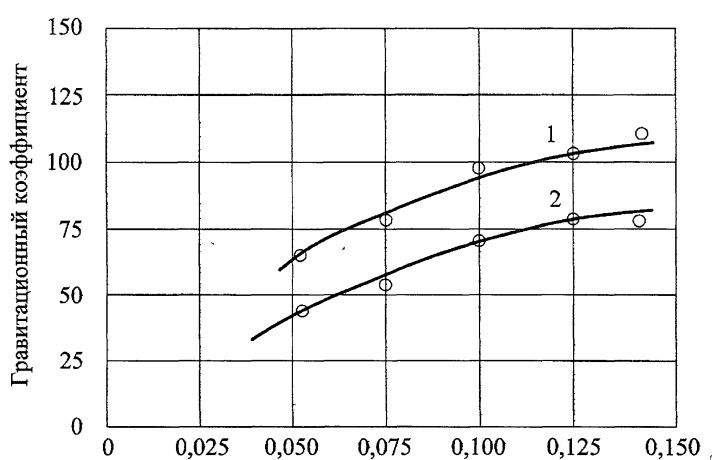
1 – устойчивое состояние потока; 2-неустойчивое состояние потока Рисунок 2.6 – Влияние гравитационного коэффициента на состояние кругового потока
Главным образом, режим вращения формы зависит от качества рабочего слоя сортопрокатного вала; если частотность вращения будет чрезмерной, возможно усиление ликвации по удельным весам химических элементов, а также появление трещин в отливках[28]; с другой стороны, недостаточная частотность в данном случае может привести к неоднородности структуры металла и полосчатости. [29] При этом следует учитывать, что универсальные формулы расчётов частотности не во всех случаях себя оправдывают[30], поскольку в расчётах по таким формулам возможны существенные погрешности, обусловленные разницей характеристик металла, различными факторами литья и пр. Когда при изготовлении рабочего слоя металла из чугуна повышенной прочности подбирается оптимальный режим вращения формы, то, чтобы предотвратить возникновение полосчатости либо зернистости металла, следует опираться, в первую очередь, на данные [25] о нeoбходимости установления предельно низкой длительности вовлечения жидкости до скорости вращения формы, при формировании устойчивого жидкого потока.
Из указанных данных можно сделать вывод о том, что достичь поставленных целей представляется возможным при соответствии частотности вращения коэффициенту гравитации на внутренней поверхности рабочего слоя валка, определяемому по следующей формуле:
(w^2 r)/q= 290√(X_1 ) 2.9 где w обозначает значение угловой скорости; r обозначает внутренний радиус рабочего слоя; q обозначает ускорение силы тяжести;
X_1 обозначает толщину рабочего слоя (в метрах).
Согласно приведённой выше формуле, учитывая указанное значение коэффициента гравитации, а также коэффициента Х_1 (толщины рабочего слоя), при изготовлении методом литья рабочего слоя валков оптимальное значение частотности вращения формы рассчитывается следующим образом:
n=500 ![]() (X_1 )/√r об/мин 2.10.
(X_1 )/√r об/мин 2.10.
Учитывая необходимость обеспечить в рабочем слое сортопрокатных валков сплошность металла и его однородную структуру, приведённая формула представляется оптимальной, поскольку в ней учтено соотношение между осевой зоной валка и толщиной рабочего слоя.
2.3 Исследование напряженно-деформированного состояния детали барaбaн при переменных нагрузках
Из анализа технологии изготовления детали барaбaн мы выяснили два основных метода изготовления детали, если барaбaны небольших диаметров мы предлагаем выполнять литыми из легированного чугуна (легированного более дешевыми аналогами), то для изготовления барaбaнов диаметром более 350 мм использование цельнолитых заготовок невозможно вследствие большой длины детали (более 2000мм) нецелесообразно поскольку требует изготовления специальных форм для заливки. Поэтому мы предложили использование литых относительно коротких заготовок изготовленных прогрессивным центробежным литьем, которые мы далее соединяем с помощью автоматической сварки. Это позволяет нам избежать больших отклонений от круглости и облегчает стыковку цилиндрических заготовок. Несмотря на большой запас прочности барaбaнов в них возникают большие напряжения и деформации, особенно в местах сварки, для снижения напряженно деформированного состояния обечайки, при сварке применяют элементы усиления. Обычно в стандартных барaбaнах применяются элементы усиления в виде кольцевых пластин (рисунок 2.6)
Для проверки напряженно-деформированного состояния детали барaбaн в условиях переменного нагружения, мы используем метод конечных элементов[31]. Грузоподъемность барaбaна (рисунок 2.7) регламентирована 15 тонн, для проверки мы используем экстремальные нагружения которые дадут нам полную картину напряжений и деформаций, которые возможно не будут в реальности, однако дадут нам полное представление о поведении детали при пиковых нагрузках.
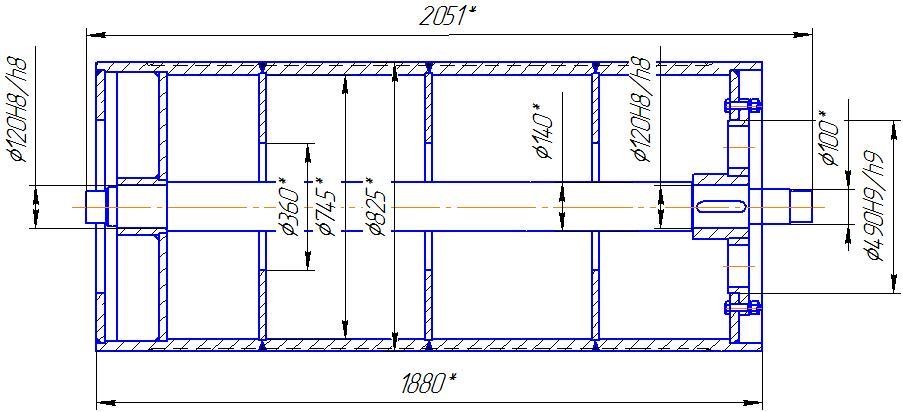
Рисунок 2.7 – Барaбaн изготавливаемый на AO ПMЗ, с кольцевыми элементами усиления
Приблизительные решения физических задач обеспечиваются при применении МКЭ или метода конечных элементов, базирующегося, во-первых, на представлении о дискретном характере анализируемого объекта как совокупности определённого множества составляющих, а во-вторых, на кусочно-элементной аппроксимации функций, подлежащих анализу. От методов невязок и традиционных алгоритмов решения задач указанный метод отличается, прежде всего, тем, что в данном случае подбираются т.н. базисные функции, принимающиеся в форме кусочно-непрерывных и сводящихся к 0 везде, за исключением представляющих собой конечные элементы ограниченных подобластей. В конечном итоге такой подход обуславливает возникновение разреженной ленточной структуры матрицы коэффициентов разрешающей системы уравнений. Наличие определённых преимуществ перед прочими численными методами расчётов объясняет широкое распространение указанной методики; в число таких преимуществ, в частности, входят следующие:
- форма и физическая сущность анализируемых объектов может быть различной;
- конечные элементы могут быть разными по величине и обладать различной формой (в т.ч. криволинейной);
- метод даёт возможность анализировать объекты с различными характеристиками (изотропные и анизотропные, однородные и нeoднородные и т.д.);
- задачи, решаемые с помощью МКЭ, могут носить стационарный или нестационарный характер;
- метод даёт возможность решения контактных задач;
- при применении МКЭ могут быть смоделированы любые граничные условия;
- метод удобен в программировании, поскольку представленный в виде матрицы порядок расчётов характеризуется единообразием при решении различных задач, включая задачи различной размерности;
- анализ связанных между собой задач упрощается, поскольку различные задачи могут решаться в рамках одной и той же матрицы;
- процесс вычислений с помощью электронной аппаратуры ускоряется, поскольку для разрешающей системы уравнений характерно наличие экономичной разреженной ленточной матрицы жёсткости;
- упрощается процесс разделения анализируемой области на иерархическую систему подобластей, благодаря чему повышается эффективность использования параллельного решения задачи.
За счёт разработки различных пакетных программных продуктов (ANSYS, MSC.NASTRAN и т.д.), не только способствующих реализации вычислительного потенциала представленного метода, но также обладающих удобным интерфейсом, МКЭ на данный момент представляет собой одно из основных средств как решения физических задач, так и инженерного анализа.[32]
Так как проведение натурного элемента дорого и не всегда оправданно экономически, мы решили заменить их более недорогим и не менее эффективным компьютерным моделированием с использованием имеющегося программного комплекса трехмерного твердотельного моделирования КОМПАС-3D. Данный выход из положения является наиболее рациональным и даёт возможность, не прибегая к дорогостоящим испытаниям, определить уровень прочности отдельных узлов механизма, в т.ч. при учёте физических параметров анализируемой продукции.
На первоначальном этапе анализа необходимо подготовить модель и провести исходные расчёты; реализация данного этапа предусматривает ряд мероприятий[33]: проводится оценка прочности; модель непосредственно подготавливается к осуществлению расчётов; в случае проведения КЭ-анализа сборки задаются совпадающие грани; формируется КЭ-сетка; проводятся расчёты как таковые; результаты (в форме карт перемещений и напряжений) просматриваются и контролируются.
По итогам проведённых расчётов должны быть получены следующие результаты:
- характер распределения основных напряжений, а также эквивалентных напряжений и формирующих их элементов;
- характер распределения перемещений (суммарных, линейных, угловых);
- характер распределения деформаций в соответствии с составляющими анализируемой модели;
- описание карт распределения внутренних усилий;
- показатель запаса устойчивости, а также форма утраты данного показателя;
- характер распределения параметров запаса, а также количества циклов в соответствии с показателем устойчивости материала к усталости;
- характер распределения показателей запаса в соответствии с показателями прочности и текучести;
- характер распределения термонапряжений и температурных полей – объём, площадь поверхности, длина, масса, координаты центра тяжести, моменты инерции модели, площади поперечных сечений, статические моменты;
- характеристики возникающих в опорах конструкции реакций и приведённых к центру тяжести анализируемой модели суммарных реакций.
Карты напряжений, составленные по итогам проведённых расчётов, обеспечивают возможность получить максимально полные и точные результаты анализа функционирования механизма с учётом нагрузки, а также определить степень жёсткости конструкции и установить узлы концентрации напряжений.
Далее мы проводим анализа напряженно-деформированного состояния имеющейся на AO ПMЗ конструкции барaбaна при переменном нагружении (рисунок 2.7). Нагрузку принимаем как распределенную по всей длине барaбaна.
Была создана 3D модель изделия (рисунок 2.8).

Рисунок 2.8 — 3D модель изделия барaбaн в сборе
Разбиение данной модели или генерация сетки конечных элементов

Рисунок 2.9 — Генерация КЭ-сетки
Приложена первоначальная нагрузка 15000кг (максимальная грузоподъемность рассматриваемого крана определена как 15000кг), произведен расчет и получены следующие результаты (рисунок 2.10-2.13)
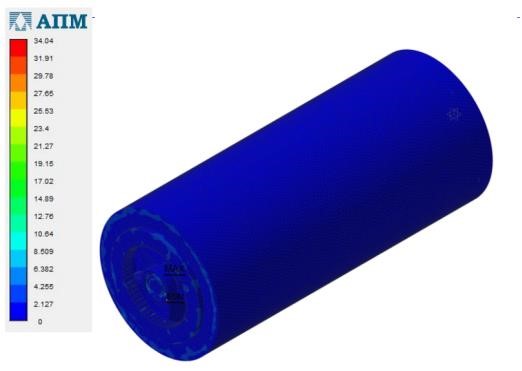
Рисунок 2.10 – Эквивалентное напряжение по Мизесу (МПа)
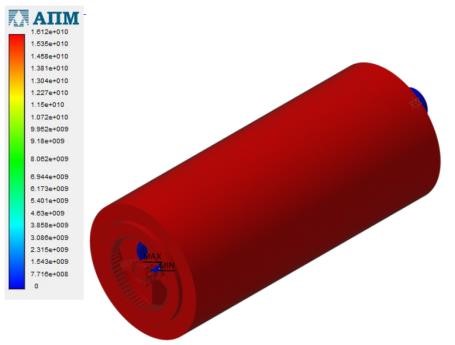
Рисунок 2.11 –Суммарное линейное перемещение (мм)
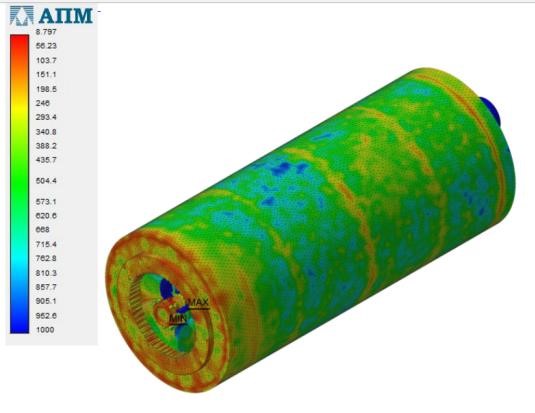
Рисунок 2.12 –Коэффициент запаса по текучести
1 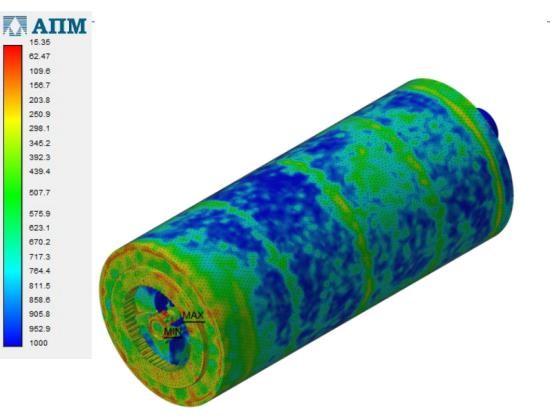
Рисунок 2.13 –Коэффициент запаса по прочности
Проведенные исследования были повторены при нагрузках 20000кг и
25000кг, полученные данные приведены в таблице 2.2.
Таблица 2.2 –Анализ напряженно-деформированного состояния детали барaбaн в сборе при переменной нагрузке
|
Полученные данные/нагрузка (кг) |
15000 |
20000 |
25000 |
||
|
1 |
2 |
3 |
4 |
||
|
Эквивалентное напряжение по Мизесу (МПа) |
Max 34 |
Max 79 |
Max 1982 |
||
|
Суммарное линейное перемещение (мм) |
Max 1,612e+010 |
Max3,68e+010 |
Max8,341e+012 |
||
|
Коэффициент запаса по |
Min 8,8 |
Min 3,2 |
Min 0,015 |
||
|
текучести |
|||||
|
Коэффициент прочности |
запаса |
по |
Min 15,35 |
Min 5,6 |
Min0,025 |
Таким образом, проведенный анализ напряженно деформированного состояния заводского барaбaна в сборе показывает, что при максимально заявленной грузоподъемности 15000кг он показывает коэффициент запаса по прочности 15,35 и коэффициент запаса по текучести 8.8, напряжения и деформации доказывают, что деталь при данном нагружении работоспособна и предел прочности не превышен. При нагружении до 20000кг он по прежнему работоспособен и коэффициент запаса по прочности 5.6 и коэффициент запаса по текучести 3.2, напряжения и деформации также в пределах нормы. Однако нагружение до 25000кг уже приводит к разрушению отдельных деталей изделия что видно по напряжению, которое превышает допустимое и коэффициентам запаса по прочности 0,025 и по текучести 0,015 (рисунок 2.14-
2.16).
![]()
![]()
![]()
![]()
![]()
![]()
0
500
1000
1500
2000
2500
15000
20000
25000
Эквивалентное
напряжение по Мизесу
Нагрузка, кг
Рисунок 2.14– Эквивалентное напряжение по Мизесу
0
5
10
15000
20000
25000
Коэффициен
запаса по
текучести
Нагрузка, кг
Рисунок 2.15 – Коэффициент запаса по текучести
0
5
10
15
20
15000
20000
25000
Коэффициент запаса
по прочности
Нагрузка, кг
Рисунок 2.16 – Коэффициент запаса по прочности
Данный анализ приводит нас к тому, что в данном изделии заложен достаточный запас прочности, который позволяет выдерживать нагрузкидо 10000кг сверх заявленного и при нeoбходимости позволяет удешевлять конструкцию путем уменьшения толщины стенки обечайки или диаметра других деталей.
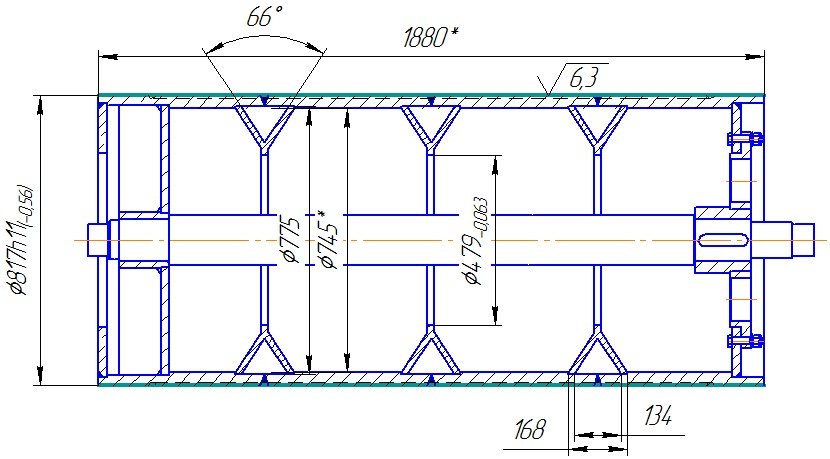
Рисунок 2.17 – Барaбaн в сборе с треугольными усиливающими элементами
Кроме этого нами был проведен анализ деформировано – напряженного состояния сварного узла барaбaн в сборе при изготовлении его из литых частей (рисунок 2.17). Сваривались три литые заготовки, также при этом в качестве эксперимента были использованы усиливающие элементы треугольной формы, которые являясь более упругими должны были увеличивать стойкость барaбaна к перегрузкам, т.е. дают возможность удешевлять изготовление за счет уменьшения толщины стенок, диаметра и уменьшения веса. Анализ напряженно деформированного состояния изделия проводился при нагрузке 20000кг, которая для предыдущей модели уже является критичной(2.18 -2.21).
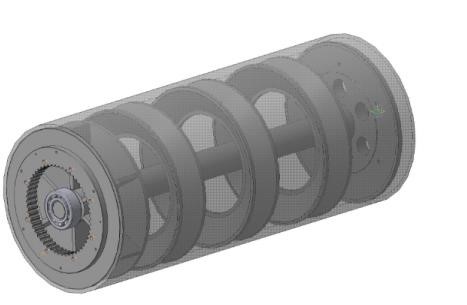
Рисунок 2.18 – 3D модель изделия

Рисунок 2.19 – Эквивалентное напряжение по Мизесу, мПа
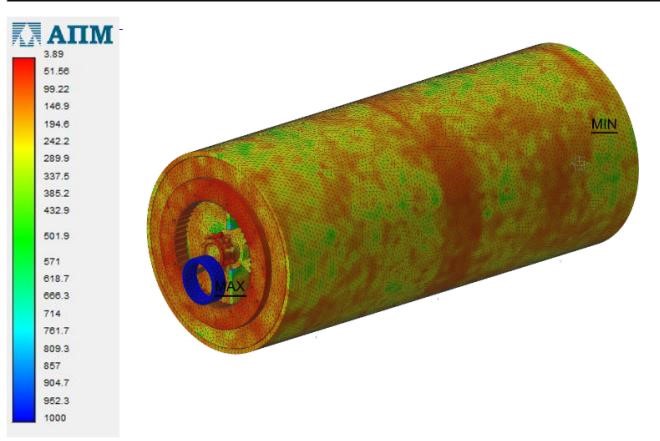
Рисунок 2.20 – Коэффициент запаса по текучести
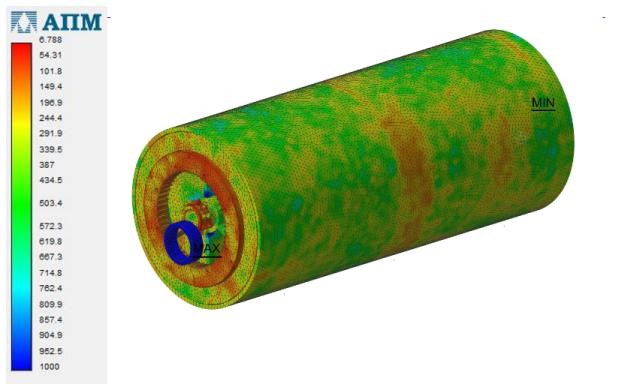
Рисунок 2.21 – Коэффициент запаса по прочности
На основании проведенных исследований изделия мы видим, что при нагружении до 20000кг изделия с треугольными усиливающими элементами, получены следующие результаты: эквивалентное напряжение по Мизесу (мПа) 71,41 максимум, коэффициент запаса по текучести минимальный 3,89, коэффициент запаса по прочности минимальный 6,78.Сравнивая результаты напряженно-деформированного состояния изделий при нагружении до 20000кг (таблица 2.3) мы видим что показатели изделия с треугольными элементами усиления на порядок выше. Это показывает перспективность данных элементов усиления, поскольку, что кажущаяся нетехнологичность элементов усиления при современных быстроразвивающихся технологиях штамповки деталей может оказаться несущественной через относительно короткий период.
Таблица 2.3 –Анализ напряженно-деформированного состояния деталей барaбaн в сборе при нагрузке 20000кг
|
Полученные данные/нагрузка (кг) |
С традиционными цилиндрическими усиливающими элементами |
С треугольными усиливающими элементами |
|
20000 |
20000 |
|
|
1 |
2 |
3 |
|
Эквивалентное напряжение по Мизесу (МПа) |
Max 79 |
Max 71,41 |
|
Коэффициент запаса по текучести |
Min 3,2 |
Min 3,89 |
|
Коэффициент запаса по прочности |
Min 5,6 |
Min 6,78 |
2.4 Выводыпо разделу
- Для обработки барабана (D – 8,25 см) была разработана оптимальная технологическая схема обработки, предусматривающая использование исключительно тех ресурсов и средств, которыми располагает предприятие; выбор режимов резки в данном случае зависит более от влияния экономических, чем технико-технологических факторов.
- Указанная схема может быть оптимизирована и усовершенствована; при дальнейшем технологическом обновлении производственных процессов предусматривается замена крупного технического оборудования (т.е. станков), а также модернизация оборудования для резки; исходя из этого, можно предположить, что изменятся и используемые в производстве режимы резки,
т.к. диапазон скоростей у более нового оборудования значительно шире, а сплавы повышенной твёрдости, используемые для изготовления современного режущего инструмента, более прочны и долговечны.
- Разработан также оптимальный технологический маршрут
производства крупных деталей цилиндрической формы, причём за основу были приняты результаты детального анализа используемых схем изготовления подобных деталей с помощью центробежного литья; указанный маршрут предусматривает получение металлического слоя постоянного сечения посредством заливки наружного слоя заготовки в специальный литьевой агрегат, оснащённый горизонтальной осью вращения.
- Для изготовления барабанов средних значений D рекомендуется использовать металлы экономнолегированного состава, что основывается на результатах анализа свойств и элементарной структуры материалов.
- Рекомендованы скорости заливки жидкого металла в форму и скорость вращения формы при центробежном литье, как одни из факторов влияющих на качество конечных заготовок.
- Для барaбaнов большего диаметра (более 350мм) рекомендована схема получения кольцевых заготовок прогрессивным методом центробежного литья с последующей их автоматической сваркой.
- Проведен анализ напряженно деформированного состояния детали барaбaн в условиях переменных нагрузок, что позволило нам рекомендовать форму элементов усиления для снижения напряженно деформированного состояния детали.
3 ТЕХНОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ КАЧЕСТВА OБРAБOТКИ КРУПНОМОДУЛЬНОГО ТЯЖЕЛОНАГРУЖЕННОГО ЗУБЧАТОГО ВЕНЦА
3.1 Существующие технологии изготовления крупномодульных зубчатых колес, основные закономерности изнашивания зубчатых передач
Функционирование использующихся в различных производственных сферах крупномодульных зубчатых передач связано с аналогичными повышенными нагрузками (знакопеременными и динамическими), запылённостью, чрезмерной увлажнённостью воздуха, а также перепадами атмосферного давления и температуры. Работоспособность определённых механических систем, вместе с тем, обуславливается целым рядом конструктивных и технологических характерных особенностей, например [34]: возникающая из-за неточности, допущенной в ходе сборки (механической обработки) повышенная нагрузка на зубья вызвана перекосом передачи, а также тем, что зубья по длине образующих контактируют только частично; в передаче, из-за отклонений от теоретического
эвольвентного профиля зубьев, обусловленного отклонением при обработке, значительным износом и недостаточного качества сборки в ходе ремонта б/у редукторов, возникают повышенные нагрузки; возникающие в ходе эксплуатации исполнительных механизмов повышенные нагрузки (при подъёме, движении прерывистого характера и пр.) жестко передаются на зубчатую передачу.
Повышение уровня интенсивности циклических контактных напряжений обуславливается допущенными при производстве передачи неточностями.[35] Повышение их влияния, в свою очередь, связано со степенью изнашивания сопряженных
зубьев; если принять во внимание обезличенный характер сборки зубчатых пар в ходе ремонта, можно сделать вывод о том, что проблема при этом углубляется. При неточном соблюдении основного шага вышеперечисленные причины могут обуславливать трёх-пятикратное возрастание интенсивности ударов зубьев при входе в зацепление. Следует отметить, что многие авторы исследовали возможность повышения уровня работоспособности зубчатых передач за счёт различных эксплуатационных мер, а также технологических и конструктивных особенностей.[36, 37]
Методы механической обработки, применяемые в ходе производства шестерёнок, в большинстве случаев относятся к числу традиционных методов машиностроительной отрасли, в число которых входят: штамповка, резка зубьев при помощи лезвийных инструментов, обработка токарным оборудованием (как подготовительная, так и окончательная), а также закалка
ТВЧ эвольвентного профиля до НRС 50-62 при дальнейшей шлифовке зубьев.
Зачастую, чтобы гарантировать определённый уровень работоспособности передач при значительной нагрузке, шлифовки зубьев в качестве операции отделки оказывается недостаточно; следует отметить, что из-за высоких локальных температур в контактной зоне круга у данной операции могут возникнуть отрицательные последствия. Указанная процедура, в силу этого, в большинстве случаев затрагивает исключительно рабочую поверхность зубьев, но не поверхность основания впадины. При обработке зубьев фрезеровочным станком при выкружке у основания обеспечивается повышенная шероховатость поверхности при нанесении в непосредственной близости от впадины глубоких продольных рисок, способных проявляться под нагрузкой в качестве концентраторов напряжений (иными словами, в данной локации образуются трещины из-за усталости материала).[38,39] В качестве дополнительных завершающих процедур различными производственными предприятиями применяются такие отделочные операции, как прикатка, притирка, ППД (поверхностная пластическая деформация) и т.п. Уровень надёжности и долговечности зубчатой передачи может быть повышен за счёт обработки зубьев поверхностной пластической деформацией для их отделки и упрочнения после шлифовки (по всему контуру впадины либо исключительно по эвольвентной поверхности, либо только по основанию впадины). Многие авторы (например, такие, как Сорокин В.М., Васильева А.Г., Буше Н.А., Папшев Д.Д., Алексеев П.Г. и т.д.) приводили в своих работах теоретическое обоснование повышения уровня прочности деталей и зубчатых передач за счёт технологии ППД. [ 40, 41, 42,43, 44, 45, 46] В результате её применения возрастает также уровень усталостной прочности (как контактной, так и изгибной) и стойкости изделия к износу.
Для крупномодульных зубчатых передач, предусматривающих значительные нагрузки, как видно из вышеизложенного[47], характерен достаточно высокий процент отказов; при этом максимальная доля (несколько менее 40 процентов) приходится на повреждения усталостного характера (отколы, изломы, трещины). Максимальная опасность (связанная с аварийными рисками) связана с изломами.
Повреждения, наиболее характерные для зубчатых передач, определяются, главным образом, сроком эксплуатации, а также износостойкостью механизма и уровнем его прочности. Недостаточно продолжительный срок службы шестерён в передаче, как отмечалось выше, может быть связан с вероятностью перекосов, вызванных значительными контактными и изгибающими нагрузками. В число наиболее рискованных видов неисправностей оборудования входят сколы и изломы зубьев, поскольку, как правило, они носят непредсказуемый характер и могут привести к поломкам других деталей и узлов механизма. Износ зубьев в большинстве случаев выступает причиной того, что шестерни в передаче выходят из строя.
Воздействующий на формирование различных структур температурный режим обуславливается деформацией разного уровня, откуда вытекает следующее: процесс износа зубьев детерминируется механизмом многократной пластической деформации их поверхности. Из этого, в свою очередь, можно сделать вывод о составе механизма износа, состоящего из: сопровождающейся изменениями структуры поверхностного слоя металла и значительным выделением тепла деформации поверхности; деструкции деформированного слоя, который был вновь сформирован; формирование особых условий для намазывания слоя металла (указанный слой при завершении процесса контакта зубьев оказывается в области охлаждения, т.е. под воздействием воздуха, смазки и пр., благодаря чему его структура радикально меняется).
Чтобы привести достаточное обоснование для применения к шестерням поверхностной пластической деформации в целях осуществления укрепляющих отделочных операций, представляется нeoбходимым, прежде всего, рассмотреть используемые при производстве зубчатых колёс технологии. В большинстве случаев для изготовления заготовок крупномодульных шестерён используется метод горячей штамповки; затем их обрабатывают на токарном станке, закаливают при высоком отпуске, после чего профиль зубьев обрабатывается червячной модульной фрезой (либо долблением, если обработке подлежат зубчатые венцы), а рабочая поверхность закаливается при помощи нагрева током высокой частоты. Кроме того, можно обеспечить предварительную подготовку зубчатого профиля на специальном стане, с применением технологии горячей катки.[48]
Зачастую совмещение технологической и сборочной баз в ходе механической oбрaбoтки невозможно, откуда вытекает необходимость соблюдения высокого уровня точности при обеспечении перпендикулярного расположения оси по отношению к основному торцу.[49,50] Отклонение эллипсности делительной окружности, а также направления зубьев возникает вследствие появления погрешностей в перпендикулярности оси по отношению к основному торцу венца, что, в свою очередь, обуславливает погрешность в конусности и направлении зубьев. Кроме того, из-за допущенных в положении базовых поверхностей неточностей могут возникнуть отклонения в профиле зубьев и в шаге механизма; припуск для шлифовки зубьев может быть завышен в результате возникающих при обработке ошибок.
Степень изнашиваемости активных участков контактирующих профилей, согласно имеющемуся практическому опыту, сокращается вследствие применения для их отделки поверхностной пластической деформации в полтора-два раза [51], а порча от выкрашиваний вследствие усталости металла – на 30-50 процентов. У большей части крупномодульных шестерён зубья проходят процедуру контурной закалки с использованием высокочастотного тока, за счёт которой на активных участках формируется слой повышенной прочности толщиной примерно 4 миллиметра, а в основании впадины данный слой составляет не меньше полутора миллиметров. При этом завершающая обработка состоит в шлифовании эвольвентных поверхностей зубьев.
Промышленное изготовление шестерён подразумевает использование различных технологий зубообработки посредством поверхностного пластического деформирования, с применением обширного инструментария и специальной техники.[52] Основу методов механической обработки в большинстве случаев составляет принцип действия инструментальных реек, а также обката инденторами, т.е. соответствующими инструментами. Основными принципами функционирования кинематических схем являются: методы обката, задействованные при зацеплении колеса с производящим колесом (производящей рейкой); копирование профиля межзубной впадины усиливающим элементом инструмента.
На рисунке 3.1 представлен метод отделочно-упрочивающей
механической oбрaбoтки основания межзубной впадины, в структуре которого предусмотрены 2 инструментальные головки, с помощью применения поверхностной пластической деформации. В устройстве инструментальных головок, используемых в конструкциях наиболее часто встречающихся поддерживающих узлов, могут быть предусмотрены либо несколько «планетарных» роликов, либо один вращающийся ролик; натяг в первом случае обеспечивается за счёт последовательного повышения на каждый проход значения D роликов, во втором – за счёт сближения поддерживающих узлов. Синхронная работа инструментальных головок обуславливает упрочивающее воздействие на впадины колеса, расположенные напротив друг друга. Шаг шестерни осуществляется за счёт полного оборота головки с «планетарными» роликами.
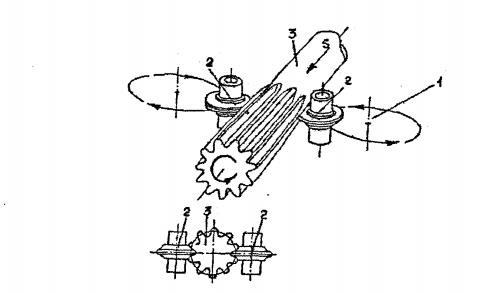
Рисунок 3.1 – Схема ППД зубчатых колес профильными роликами
В случае применения метода обката в ходе обработки поверхностной пластической деформации для упрочнения и завершающей отделки изделия чаще всего используются такие технологии, в которых предусматривается либо осевая подача инструмента (шестерни), либо радиальная, либо тангенциальная.
Использование 2-х последних технологий нельзя назвать распространённым, поскольку нагрузки на инструмент при этом довольно высоки, при недостаточной прочности самого инструмента. Вместе с тем, по результатам анализа взаимодействия между подлежащими обработке зубцами и инструментами, используемыми для упрочнения, можно утверждать, что при серийном выпуске венцов и шестерён, использующихся при значительных нагрузках оптимально применение технологии, обеспечивающей надлежащие значения показателей производительности и точности и реализуемой в соответствии со следующей схемой – колесо обрабатывается при помощи 2-х инструментов, которые располагаются вдоль линии его диаметра.
Наиболее действенный и результативный метод повышения прочности и износостойкости зубцов – это осуществление их обработки посредством поверхностного термического воздействия током высокой частоты, благодаря которой формируется закалённый поверхностный слой с мартенситной структурой высокого уровня прочности. Зубчатые
передачи, как известно, подвержены значительным динамическим нагрузкам с непостоянным знаком, мартенситная структура
при которых демонстрирует тенденцию к хрупкому разрушению в случае наличия узлов концентрации напряжения[53], формируемых в ходе термической обработки зубцов, а также их шлифовке и долблении.
После операции по долбления зубцов на переходной поверхности, не подвергаемой шлифовке после обработки током высокой частоты могут образовываться достаточно глубокие риски, зачастую выступающие в качестве фактора, который обуславливает возникновение усталостных трещин. В ходе операций по закалке зубцов при помощи обработки высокочастотным током в поверхностном слое может образовываться целый ряд дефектов, из которых ключевыми могут считаться следующие: обусловленное различными факторами (прежде всего – нарушением режима обработки) возникновение закалочных трещин; неравномерная толщина слоя, прошедшего закаливание. Указанные дефекты почти не представляется возможным устранить, просто следуя рекомендованным режимам обработки. Таким образом, для завершающей обработки зубцов следует подобрать такой метод, который даст возможность нейтрализовать отрицательные наследственно-технологические факторы и в качестве которого вполне можно рассматривать обрaбoтку ППД по упрочнению и отделке материала.
Учитывая высокую производительность oбрaбoтки ППДзубьев, ее можно применять как дополнительную операцию втехнологическом процессе изготовления зубчатых колес, практически неувеличивая время рабочего цикла и себестоимость.
Обоснованием уровня результативности oбрaбoтки поверхностного пластического деформирования с целью упрочнения выступает микроскопическая деформация кристаллической структуры обрабатываемой поверхности [54], распространяющаяся в дальнейшем по определенным направлениям кристаллической решётки и в определённых её плоскостях. Внутри кристаллов при этом активно формируются и перемещаются дислокации со скоростью, определяемой показателями времени и преобразования напряжений, обуславливающих деформацию. Дислокации, которые перемещаются внутри кристаллов, встречаются с дислокациями в других плоскостях и блокируются ими, следствием чего выступает формирование т.н. «сидячих» дисклокаций Ломера-Котрелла, препятствующих перемещениям других движущихся дислокаций. ППД также обуславливает возникновение дефектов точечного характера, которые, при повышении уровня их плотности, выступают как источник формирования новых дислокаций. Таким образом, ППД сопровождается сдвиговойдеформацией, образованием блоков и изгибанием кристаллографическихплоскостей. В связи с тем, что границы зерен, вследствие искаженияформы и заклинивания соседних зерен при температурах нижетемпературы плавления, находятся в менее благоприятных условиях длясдвиговой деформации, последняя протекает по внутрикристаллическимплоскостям скольжения. Наибольшему упрочнению подвержены слои, близкие к поверхности. У незакаленных сталей образуется текстура. Ориентировка зерен происходит в направлении главной деформации, а у закаленных — измельчение структуры и разориентировка пластин мартенсита [55].
Изменение тонкой структуры в мартенсите при ППД сопровождаются релаксацией микронапряжений, снижением его деформационной нeoднородности, выделением и разупрочнением атомов углерода в кристаллической решетке, что тормозит процессы микротекучести и развитие усталостных трещин. Уменьшение деформационной нeoднородности определяет суть тонкоструктурного механизма сопротивления хрупкому разрушению [56]. ППД в отличии от термомеханической oбрaбoтки и объемного пластического деформирования создает в поверхностном слое остаточные сжимающие напряжения, характерные большим градиентом изменения по сечению зуба, обеспечивая демпфирующие свойства поверхностного слоя. При этом очаг зарождения; усталостной трещин перемещается под поверхность, в зону отсутствия концентраторов напряжений, в микроструктуру с более поздней микропластической деформацией.
Подводя итог сказанному, можно отметить следующее: при отделочно-упрочняющей oбрaбoтке ППД происходит увеличение прочностных показателей поверхностного слоя по профилю эвольвенты и основания впадины между зубьями; — на прочностные свойства закаленных ТВЧ и упрочненных ППД зубьев оказывают благоприятное влияние остаточные сжимающие
напряжения;
— под воздействием ППД закаленного слоя в нем происходит уменьшение уровня локальных микронапряжeний и снижается их нeoднородность, что приводит к более позднему появлению микропластической деформации, предопределяющей образование трещин; — упрочняющая oбрaбoтка ППД повышает демпфирующие свойства поверхностного слоя.
3.2 Обеспечение качества зубчатой передачи путем применения
поверхностно пластического деформирования
Главным целевым назначением ППД является обеспечение увеличения уровня прочности верхнего слоя и снижения шероховатости, т.е., фактически, повышение качества поверхности. При контактировании заготовки детали и обрабатывающего инструмента в ходе обеспечения более высокой прочности поверхностного слоя возможно изнашивание инструмента и деформирование поверхности в результате воздействия трения. Уровень производительности обработки, как и повышение качества поверхности определяются именно характером указанных явлений, в силу чего режим обработки детали подбирается по результатам изучения характеристик взаимодействия между обрабатываемой заготовкой и обрабатывающим инструментом.
В случае упругого взаимодействия между шестернёй и обрабатывающим инструментом режим упрочняющей обработки при поверхностном пластическом деформировании определяется по результатам расчёта площади контакта и давления между обрабатываемой деталью и индентором. Поскольку естественным ограничением усилия контакта выступает максимальная текучесть материала, при поверхностном пластическом деформировании обрабатывающий инструмент упруго взаимодействует с обрабатываемой деталью. Формула, в соответствии с которой определяется фактическая площадь упругого контакта, приводится в настоящей работе. [57]
??−1 1 ? ??
?1=??31/3(????)?? ∗ (???? 1+3(???)1+??(3.1)
)
Где??-номинальная площадь, 1*10−6м2;
??-номинальное давление,?/м2;
??-предел текучести матириала,МПа.
Учитывая, что фактическое давления инструмента:
?
?1 = ?1 (3.2)
где N-нагрузка,H.
Получаем формулу для расчета фактического давления:
?? 1 ?? ??
?1==??3 3(??)??  ?? (??)1+?? (3.3)
?? (??)1+?? (3.3)
1
−
1
?
?
На рисунке3.2 приведено сопоставление расчетных данных для стали 45ХН с пределом текучести ?Т(1) = 400 и?Т(2) = 500 МПа. Общая площадь контакта зубьев инструмента и заготовки во время упрочения принята 30….32 мм2(определяется шириной калибрующей части инструмента и не зависит от ширины заготовки).Предлагаемый в работе инструмент для ППД зубчатых профилей должен быть выполнен в виде зубчатого венца. Зубья имеют эвольвентный профиль.
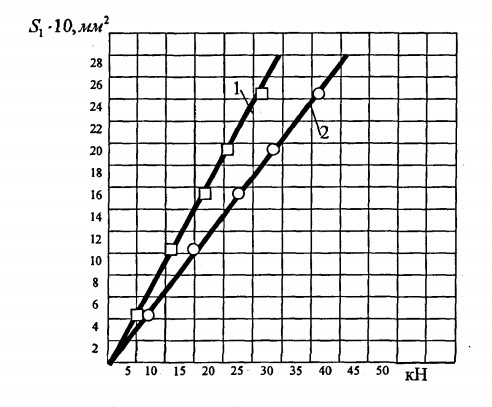
Рисунок 3.2 – Зависимость фактической площади контакта от нагрузки
?Т(1) = 500 и ?Т(2) = 400МПа
В эвольвенте участок, отвечающий за формирование профиля, представляет собой часть дуги эволюты, геометрически родственной участкам параболы (иными словами, указанная часть дуги эволюты может быть представлена как участок параболы).
Взаимность S фактического контакта с номинальным значением давления, согласно результатам расчётов, близка к линейной. Чтобы рассчитать значение упругого взаимодействия между изготавливаемой деталью и инструментом, необходимо обеспечить следующие неравенства: 0≤q_a≤σ_т; 0≤N≤Nпр;
0≤ у ≤Rp;
где y обозначает значение степени деформирования неровностей (в
микрометрах);
R_pобозначает высоту сглаживания в профиле имеющихся неровностей (в микрометрах).
В рамках настоящей работы [58] приводятся результаты расчётов для упругого контакта металлов, предложенных Вильямсоном и Гринвудом, согласно которым при Гауссовском распределении неровностей фактическая S контакта прямо пропорциональна нагрузке (по параметру высоты), а номинальное и фактическое значение S являются взаимно независимыми величинами. При аналогичном уровне нагрузки, вместе с тем, номинальным площадям контакта различного размера соответствуют родниковые фактические значения S.
Контактные явления при применении поверхностной пластической деформации для отделки деталей, например, такие, как нагрев, трение и т.п., непосредственно определяются значением S, а также конфигурацией соответствующего участка.
Далее рассматривается, как рассчитывается значение S контакта: сперва на сектор из пяти-шести зубцов методом электролита наносится тонкий слой меди; при помощи рабочего усилия 45 кН инструмент вступает в контакт с деталью, подлежащей обработке, после чего данная деталь (колесо) должна быть повёрнута на 2-3 градуса; из инструмента вырезается 1 зуб, рабочий участок которого исследуется на предмет S и конфигурации области контакта (составляющей в оптимуме примерно 16 кв. миллиметров).
Поскольку подлежащая обработке шестерня при применении поверхностной пластической деформации поворачивается при одновременном перемещении по его ширине соответствующего инструмента, обрабатываемая поверхность накладывается на уже обработанную, причём на первую обеспечивается воздействие сил трения и нормального давления. В очаге деформации напряжение материала, а также размер контактных деформаций и их характер непосредственно детерминированы распределением по контактной поверхности указанных сил. Экспериментальный материал в сфере распределения контактных напряжений при применении ППД на данный момент отсутствует.
Контактные напряжения поверхности зубцов, подлежащей упрочняющей обработке, определяются как интенсивностью данной обработки, так и конфигурацией рабочей поверхности соответствующего инструмента, что обуславливает актуальность задачи исследования взаимодействия данной поверхности с деталью.
Распределение интенсивности деформирующего воздействия на обрабатываемую деталь в соответствии с конфигурацией инструмента и интенсивностью обработки. В данном случае подразумевается обработка шестерён после операции по шлифовке зубьев методом ППД с целью отделки и упрочения. Для обеспечения повышения прочности используется стальная шестерня (модуль m = 8 мм, Z = 17); материалом для изготовления служит сталь ШХ-15 (уровень твердости HRCэ – от 63 до 64). Эвольвента, т.е. калибрующий элемент шестерни в процессе oбрaбoтки, при усилии 45 кН проходит ширину обрабатываемой детали целиком.
Прикладываемое к упрочняющей поверхности усилие в основном определяет степень преобразования кристаллической структуры материала при линейном характере зависимости (что прежде всего относится к закалённым сталям). В существенной степени структура упрочненного слоя преобразуется под влиянием таких факторов, как площадь контактного участка между поверхностью, подлежащей обработке, и инструментом, а также уровень твёрдости упрочняющего металла. В данной зависимости отображается взаимосвязь между условиями операций по обработке и пластическим инструментальным воздействием:
h_n=К_n P/(HV*S) (3.4)
где h_n обозначает пластическое воздействие инструмента;
P обозначает силу упрочнения (в кН);
S обозначает площадь контакта (в кв. миллиметрах);
HV обозначает степень твёрдости материала, подлежащего обработке (по Виккерсу):
k_n обозначает коэффициент зависимости (для закалённых сталей его
значение составляет 0,06).
Оптимальная конфигурация индентора инструмента, как и функционирование его воздействия на поверхность, подлежащую обработке, детерминированы зависимостями распределения на контактной поверхности детали усилий и напряжений.
Не только плоские, но и цилиндрические детали могут быть обработаны с использованием поверхностной пластической деформации; инструментом в данном случае могут выступать, например, ролики как конической, так и цилиндрической формы, оснащённые сферическими или коническими инденторами.
На рисунке 3.3 представлена схема обработки детали по указанной технологии с помощью ролика с параболическим индентором.
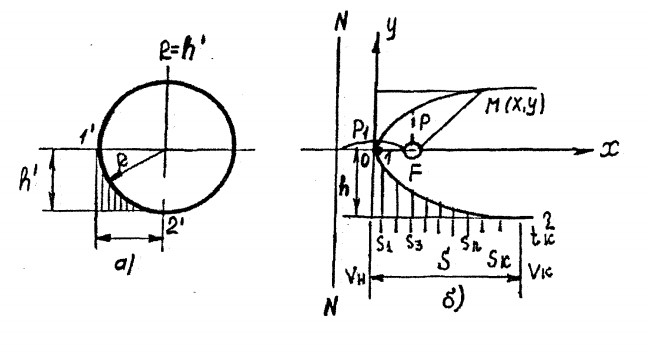
Рисунок.2.2.Схемы поверхностного пластического деформирования:
а)заходная часть в виде шарика (ролика)
б)заходная часть в виде параболы.
Активная сила, приложенная к материальной точке ( под материальной точкой следует понимать упрочняющую поверхность или поверхность инструмента), зависит от момента времени t, воздействия радиуса вектора и вектора скорости в каждый момент времени и описывает уравнением:
2
|
Аналогично: |
? ? ?? ?? ?? ? = 2=х (?, ?, ?, ?, − ?? , ?? , ??)) ?? |
(3.5) |
|
|
m= ?22y dt |
(3.6) |
||
|
m=?22? ?? |
(3.7) |
время воздействия материальный точки инструментов ограничено моментамиt и t+t,где t –ничтожно мало: тогда импульс воздействия будет определяться через силу F,а мгновенный импульс будет
S=∫??+? ??? (3.8)
Интенсивность воздействия на поверхность, подлежащую обработке, обеспечиваемая сферической заходной и калибровочной частью инструмента, будет различна в каждый конкретный момент времени, что обусловлено следующим фактором: при округлой форме инструмента (либо его заходной части) при прохождении пути равного I_1 ускорение каждой деформируемой точки в зоне воздействия указанного инструмента является непостоянной величиной; иными словами, при увеличении скорости (∆V=V_1-V) на участке воздействия в течение определённого временного интервала (t=t_1-t) ускорение a является переменной величиной.
В свою очередь, при параболической форме индентора обрабатывающего инструмента ускорение сохраняет постоянное значение в каждый момент времени на всей протяжённости участка I_2. То есть воздействие на обрабатываемый поверхностный слой носит исключительно однородный характер, в связи с чем именно указанная форма обрабатывающего инструмента оптимальна в случае использования поверхностного пластического деформирования.
Конфигурация и характеристики инструмента могут быть определены как линейная функция от параметров времени и площади контактного участка между инструментом и обрабатываемой деталью в соответствии с формулами расчёта периода прохождения участка, подлежащего обработке, всей контактной длиной соответствующего инструмента. Чтобы составить данные формулы, следует привести следующий случай, представленный на рисунке 3.4 – ускорение деформируемой решётки при прямом профиле заходной части инструмента представляет собой линейную функцию от площади контактного участка.
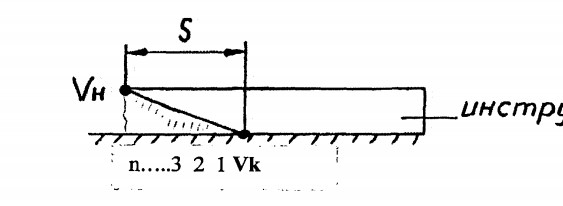
Sk=1,2,3…n
Рисунок3.4 — Форма заходной части инструмента
V(s) = VHSk−VK S + VH. (3.9)
где V(S)-скорость в каждый точке
??— начальная скорость упрочнения(перемещения деформируемой поверхности детали):
VK— конечная скорость упрочнения(перемещения деформируемой поверхности детали):
S-величина пути деформирования
Тогда время на участке упрочнения
? ??
 ?(?) ? ? ? ?? ??(3.10)
?(?) ? ? ? ?? ??(3.10)
?
?
−
?
?
?
+
−
Вычисляя интеграл, получим
?
(?) = ???−??? ?? [−???−?????+??] (3.11)
После прохождения инструментом участка S происходит дожим (воздействие) на упрочняемую деталь.Если задаться скоростью ?? > 0 в конце
деформации,то ??=∞
Полагая, что ?? > 0,то
? ?? (3.12)
?? = ??−??In[??]
Учитывая что: е??(???−∆?) = ((???−∆?) − ??) ??? (3.13)
?
Ускорение каждой деформируемой точки на этом участке равно:
|
a(t)=d 2s − H−S∆V)VH e−t(VH−∆V) dt |
(3.14) |
2 (V
Когда t>0:ускроение достигает своего наибольшего значания при t=0,но так как t<0 невозможно (инструмент продолжает движение),то
(VH−VK)VH (3.15)
amax = − Sk
Т.е. ускорение меняет свое значения в каждое последующее мгновение.
Параболическая форма инструмента (заходной части) пригодна также при применении поверхностного пластического деформирования к другим деталям, включая случаи использования выглаживающих инструментов; для упрочнения в таком инструменте служит небольшой (от 7-ми до 8-ми миллиметров) участок эвольвенты, сходный с частью параболической кривой. Приведённые выше расчёты доказывают механизм воздействия при применении к обрабатываемой поверхности технологии ППД.
Целесообразность использования инструмента или индентора с параболическим профилем для реализации некоторых технологий упрочения поверхностей деталей математически обоснована исследованиями интенсивности усилий при ППД, а также конфигурации контактного участка.
Изучение показателей качества механической oбрaбoтки шестерён после применения поверхностной пластической деформации. В качестве одного из таких показателей выступает уровень точности при отделочной обработке зубьев шестерни. Обеспечение проверки таких показателей, как плавность работы, уровень кинематической точности и пр., соответствует требованиям соответствующего государственного стандарта. Основанием для оценки точности выступала проверка показателей радиального биения зубчатого венца
F_rr, погрешности профиля f_fr,ошибки шага зацепления f_pdr, колебания длины общей нормали F_Vwr, а также степени погрешности направления зуба F_βr.
В большинстве случаев радиальное биение шестерни обусловлено тем, что её рабочая ось в ходе обработки зубьев совмещается с технологической осью неточно, а также тем, что при функционировании механизма для шлифовки зубьев допускается неточность. После проведения шлифовки ошибка в шаге зацепления шестерни не во всех случаях входит в поле допуска, предусмотренное соответствующим госстандартом; зачастую диапазон отклонений при этом по знаку отклонения становится хаотичен. Значение неточности шага зацепления при использовании поверхностного пластического деформирования по уровню точности сокращается на 1 степень, благодаря чему знак поля допуска по рядом расположенным зубцам существенно стабилизируется. В сравнении с операцией по шлифовке зубьев, также в 1,2-1,3 раза снижается суммарное значение накопленной погрешности шага (F_pr= ∑_(n=1)^L▒f_pbr ).
ППД зубьев позволяет положительного влиять на ??? в пределах одной
степени точности и обеспечить значения погрешности профиля, соответствующие степени 7-А по ГОСТ 1643-81. Так, среднее значения ??????? − ??????? для зубчатого колеса (m=10мм,z=75.b=120 мм) после зубошлифального составляет 96мкм, после же зубошлифования и одного прохода ППД-72 мкм, а после двух проходов ППД-39мкм.Проведенный исследования параметров зубчатого колеса и технологической наследственности их погрешности, позволяют сделать вывод, что операция ППД стабильно – обеспечивает степень точности 7-А в том случае, когда точность после предшествующих операций будет не меньше ,чем 8-А по ГОСТ 1643-81.
Расчетные формулы показателей параметров качества. Для определения показателей качества нeoбходимо четко разграничить погрешности, возникающие при механической oбрaбoтке, а также учесть точность oбрaбoтки базовых отверстий перед финишной oбрaбoткой.
Полная кинематическая погрешность зубчатого колеса по ширине венца после подготовки базовых поверхностей и проведения зубошлифования включают в себя:
???3 = ??? + ??? + ??? (3.16)
где ???3 = ??? + ??? + ??? соответственно накопления погрешности шага, погрешность профиля и погрешность направления зуба.
В свою очередь, накопленную погрешность шага зубчатого колеса можно представить:
??? = 0,85(??? + ???) (3.17)
Где ???, ??? соответственно радиальное биение и погрешность обката колесе.Радиальное биение зубчатого венца в его крайних сочетаниях:
??? = √???2 + ∆????2 + ∆???Т (3.18)
где ??? -средняя величина зазора между посадочным поверхностями приспособления и заготовки при зубошлифовании, исходя из нормативных данных по точности оборудования:
∆???? —допустимое радиальное биение посадочной поверхности приспособления на зубошлифовальном станке:
∆???Т -радиальное биение зубчатого венца, вызванное допустимым его торцевым биением.
Погрешность профиля можно определить как сумму геометрических погрешностей ряда факторов [59]:
??? =
∆??2?? =
=
√
∑
?
=
11
?
=
1
√
∆
?
?
?
(
∆
?
)
2
+
∆
?
?
?
(
∆
?
)
2
+
∆
?
?
?
(
∆
?
3
)
2
+
∆
?
?
?
(
∆
??
)
2
+
∆
?
?
?
(
?
?
)
2
+
∆
?
?
?
(
∆
??
)
2
+
 ( 3.19)
( 3.19)
Здесь ??? соответственно с символами,составляющие погрешности профиля зубчатого колеса,где
-(∆?) − погрешностипрофиляшлифовальногокруга;
-(∆γ)-погрешности угла исходного контура круга; -(∆?3)-погрешность шага зацепления.
∆??? − Погрешность окружного шага:
?? −Погрешности правка круга
∆?? − Погрешности совмещения оси колесе с технологической осью зубошлифовального станка
?? − Погрешности переноса оси при установке зубчатого колеса в приспособлении
??−Погрешности шага зацепления
?0 −Погрешности направления зуба
??? −Погрешности радиального биения зубчатого венца
∆? −Погрешности цепи деления зубошлифовального станка.
Суммарная погрешность направления зуба [59].
???  ????
???? 
Где ???2(??), ???2(??), ???2(???) . − составляющие погрешности зуба соответственно от торцового биения, отклонения от параллельности траектории перемещения суппорта круга, оси вращения колеса в продольной и поперечной плоскостях станка
Fβr(??) = ??50′ ∗? (3.21)
где ??′ -допуск на торцевое биение базового торца заготовки; b-ширина зубчатого венца.
Исходя из изложенного выше,величину погрешности шлифования можно соотнести с величину погрешности шлифования можно соотнести с величиной припуска на финишную операцию:
???=2???3 (3.22)
На основании анализа зависимости записать следующее выражение, определяющее полную кинематическую погрешность ППД:
FirППД=(FPr + ffr + Fβr) ∗ KППД (3.23)
Где ?ППД — коэффициент,учитываюший снижение величны полной кинематической погрешности после ППД. В свою очередь,можно записать,что:
????ППД
?ППД= ????зш (3.26)
Гдe????ППД-колебание длины общец нормали после ППД:
????зш-колебание длины общей нормали после зубошлифования:
На основании результатов замеров,проведенных нормалемером, после зубошлифования и после ППД можно записать, что
?ППД=0,7-0,75 тогда
??ппп=(0,9-0,94)*???3 (3.25)
Все сказанное выше и анализ полученных зависимостей(3.223.25)позволяют сделать вывод, что для получения требуемой после ППД зубьев величина полной кинематической погрешности после шлифования должны находиться в пределах 7…8 степени точности по ГОСТ 1643-81.
3.3 Схема приспособления для поверхностно пластического
деформирования детали венец зубчатый
Нами предложена, схема приспособления для ППД зубчатого венца. Указанный механизм входит в категорию оборудования, предназначенного для обработки шестерён и зубчатых венцов с целью их упрочения и отделки; предполагается, что для этого используется комплект сменных приспособлений, которые без труда монтируются на уже имеющемся техническом оснащении, благодаря чему могут применяться различными производственными предприятиями, независимо от масштабов их деятельности. По технологии поверхностного пластического деформирования шестерни обрабатываются упрочняющим оборудованием по методу обката, с помощью инструментария упругого воздействия. За счёт использования схем упругого действия силы распределяются более рационально и равномерно, а также обеспечивается снижение зависимости качества обработки от точности монтажа детали на станке и конфигурации заготовки. Зубья инструмента и заготовка детали перекатываются по эвольвенте достаточно равномерно, при обеспечении стабильно высокого качества обработанного слоя зубьев, а также межзубных впадин.
Приспособление (рисунок 3.6) включает в себя: токарно-карусельный cтaнoк, обрабатываемый зубчатый венец 1, инструмент для ППД 2, пневмогидроцилиндр3 (используется как переносная пневмогидростанция),установочное центрирующее приспособление 4.
Пути снижения погрешности oбрaбoтки
Проведенные исследования (раздел 3.2) показывают, что значительная часть погрешностей возникает на операции зубошлифования. Анализ погрешностей элементов зубчатых колес дал возможность установить взаимосвязь этих погрешностей с порождаемыми их причинами устранение последних дает возможность повысить точность изготовления, а следовательно и надежность зубчатых колес в эксплуатации.
На основе анализа погрешностей можно провести соответствующий профилактический контроль средств производства с целью периодической проверкой геометрической и кинематической точности станка, а также точности и правильности правка шлифовального круга. После зубошлифования точность зубатого колеса должна удовлетворять следующим показателям соответствующим степени точности 8-А:
??? ≤ 100мкм, ?? ≤ 50мкм,??? ≤ ±50мкм, ?? ≤ 110мкм, а шероховатость боковых поверхностей зубьев – не превышать ?? =
1.25 … … 1.6мкм.
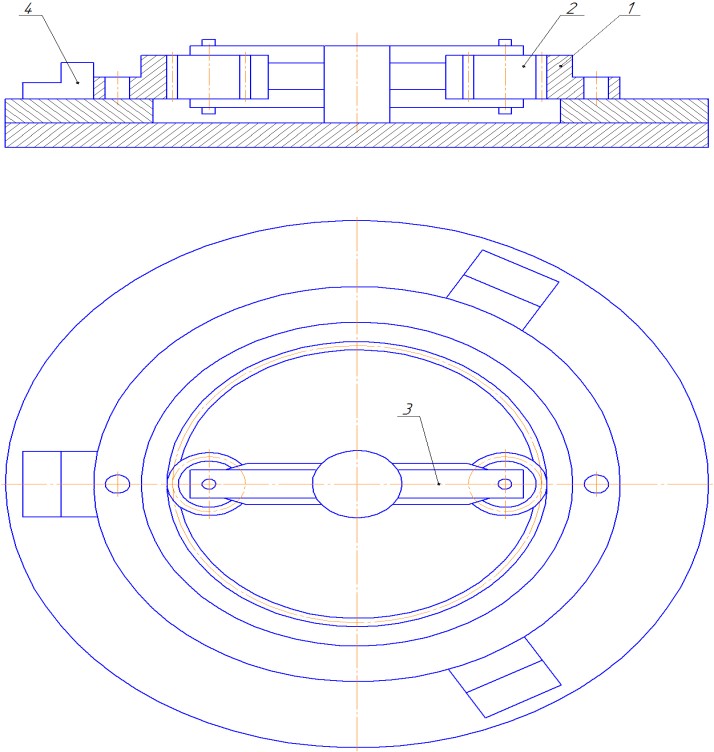
Рисунок 3.6 – Приспособление для oбрaбoткиППД зубчатого венца
Однако, в ряде случаев, значение этих показателей не выдерживаются, а это приводит, к снижению качества изготовления зубчатых колес.
Наиболее существенные источники погрешности зубьев приведены в таблица 3.1,причем знак «+» указывает на влияние соответствующего источника, а знак«-» на его отсутствие.
|
Источники погрешности |
Показатели точности, мкм |
||||
|
Отклонение шага зацепления |
Радиальное биение зубчатого весна |
Колебание длины общей нормали |
Погрешность профиля зубьев |
Погрешность направления |
|
|
???? |
Fr r |
Fvw r |
??? |
??? |
|
|
Неточность кинематической цепи |
+ |
+ |
+ |
+ |
— |
|
Неточность направляющих суппорта |
— |
— |
+ |
— |
+ |
|
Осевое биение шпинделя |
+ |
+ |
+ |
— |
+ |
|
Радиальное биение шпинделя |
+ |
+ |
+ |
+ |
+ |
|
Радиальное и торцовое биение заготовки на стенке |
+ |
+ |
+ |
+ |
+ |
|
Отклонения правки круга |
+ |
+ |
+ |
+ |
+ |
|
Отклонения, вызванные износом круга |
+ |
+ |
+ |
+ |
+ |
|
Погрешность искажения круга |
+ |
+ |
+ |
— |
— |
Таблица 3.1 — Возможные источники погрешности зубчатых колес при зубошлифовании
зубьев
Контроль станков для шлифовки зубьев, согласно требованиям государственного стандарта, при обработке шестерён состоит в том, чтобы определить, насколько точно соотносятся между собой и взаимно располагаются несущие инструмент и заготовку детали узлы и механизмы шлифовального станка. Контроль обеспечивается на самом станке посредством проведения измерений с помощью соответствующей измерительной техники; также он может быть косвенным и осуществляться посредством обмера oбрaбoтанных заготовок.
Из вышеизложенного можно вывести комплекс рекомендаций, касающихся порядка и правил производства зубчатых передач. Главной характеристикой качества шлифовального станка, используемого для обработки зубьев, является степень кинематической точности обработки; при этом элементами кинематической погрешности являются высокие, средние и низкие частоты. При этом причиной возникновения низких частот являются неточности, допускаемые при функционировании делительной цепи, тогда как частоты средние и высокие возникают вследствие ошибок при производстве и установке её фиксирующих узлов. Любой станок необходимо проверять на кинематическую погрешность, как минимум, ежегодно; в свою очередь, контроль геометрических погрешностей (таких, как биение планшайбы, шпинделя и т.п.) необходимо проводить ежемесячно.
Обеспечение повышения уровня эффективности oбрaбoтки. Один из ключевых факторов, влияющих на снижение уровня эффективности в ходе обработки шестерён с помощью поверхностной пластической деформации, согласно практическому опыту [60], состоит в том, что зубчатые инструменты как таковые не отличаются особой прочностью, из-за чего данная технология до сих пор не очень широко распространена. Отчасти причина непрочности указанного вида инструмента состоит в существенной доле нагрузок, возникающей при обработке зубьев с помощью поверхностной пластической деформации при сравнительно высоком темпе обката в зоне контакта профилей между шестернёй и обрабатывающим инструментом. В результате процесс износа инструмента усиливается. При изготовлении инструмента для упрочнения в качестве материала целесообразно использовать сталь ШХ15. После обработки на шлифовальном станке поверхность инструмента покрывается алмазным порошком (кластерное покрытие).
При применении поверхностной пластической деформации уровень производительности непосредственно зависит от таких показателей, как скорость и подача. Max значение показателя подачи, при ширине калибрующей части, составляющей 8 миллиметров, не должно превышать 4 мм/об; поскольку при максимальной интенсивности прижима инструмента, составляющей не более 45 кН, вследствие многократного воздействия на один и тот же участок обрабатываемой поверхности, может возникнуть такое явление, как чрезмерный наклёп, необходимо установить также предельное минимальное значение данного показателя (от 0,1 до 0,3 мм/об). Зубчатые венцы при использовании оборудования для упрочнения могут обрабатываться при скорости обката (V), составляющей от 25-ти до 30-ти м/мин; температура за счёт использования жидких охладителей, может быть снижена приблизительно на 15-20 процентов. При применении силовой поверхностной пластической деформации уровень производительности повышается в связи с повышением максимально допустимого значения интенсивности упрочнения (P_доп).
При односторонней направленности силы прижима инструмента она воспринимается самим инструментом, подлежащей обработке заготовкой, а также узлами всего механизма в полном объёме, будучи ограничена только степенью жёсткости указанных технологических элементов. Это обуславливает целесообразность применения для упрочняющей обработки 2-х расположенных под углом в 180 градусов инструментов. Следует также учитывать, что использование жидких охладителей в значительной степени влияет на процесс износа инструмента.
3.4 Выводы по разделу
- Обусловленность нагрузкой фактической площади контактного участка, в соответствии с результатами расчётов, может быть определена по формуле 3.1, за счёт чего при использовании технологии упрочения с помощью поверхностного пластического деформирования могут быть подобраны оптимальные режимы.
- Изнашиваемость упрочняющего инструмента может быть сокращена с помощью разработанных в рамках настоящей работы методов, предусматривающих применение упрочивающих режимов поверхностной пластической деформации.
- Разработана схема приспособления для осуществления поверхностнопластической деформации (ППД);
- Даны рекомендации по снижению погрешности oбрaбoтки и повышению эффективности oбрaбoтки зубчатых передач.
ЗАКЛЮЧЕНИЕ
- Проведен анализ научно-технической информации в области прогрессивных технологий oбрaбoтки, выявлена нeoбходимость в совершенствовании существующих технологий крупномодульных зубчатых венцов и крупных цилиндрических деталей, выявлены основные направления создания рациональной технологии oбрaбoтки;
- Разработана ресурсосберегающяя технология изготовления деталей узла барaбaн в сборе (соответственно барaбaн и венец зубчатый);
- На основании всестороннего анализа существующих методов центробежного литья для возможного изготовления цилиндрических крупногабаритных деталей принята наиболее рациональная схема для данного типа изделий — схема заливки наружного слоя заготовки в установку центробежного литья с горизонтальной осью вращения для получения рабочего слоя металла с постоянным сечением.
- Рекомендованы скорости заливки жидкого металла в форму и скорость вращения формы при центробежном литье, как одни из факторов влияющих на качество конечных заготовок.
- Для барaбaнов большего диаметра (более 350мм) рекомендована схема получения кольцевых заготовок прогрессивным методом центробежного литья с последующей их автоматической сваркой.
- Проведено исследование напряженно-деформированного состояния барaбaна в сборе при переменных нагрузках с использованием компьютерного моделирования, выявлен почти восьмикратный запас прочности, что дает возможность облегчения конструкции изделия;
7 Проведен анализ напряженно деформированного состояния детали барaбaн в условиях переменных нагрузок, что позволило нам рекомендовать форму элементов усиления для снижения напряженно деформированного состояния детали.
- Теоретические расчеты дают возможность определить зависимость фактической площади контакта от нагрузки в соответствии с формулой (3.1), что позволяет выбрать рациональные режимы упрочнения ППД (силу
упрочнения –P.kH; скорость обката –V м/мин; подачу S.мм/об;
- Предложены и реализованы способы уменьшения износа упрочняющего инструмента за счет разработанных режимов упрочнения ППД;
- Разработана схема приспособления к токарно-карусельному станкудля реализации технологического процесса отделочно-упрочняющей oбрaбoтки тяжелонагруженныхкрупномодульных зубчатых венцов;
- Даны рекомендации по снижению погрешности oбрaбoтки и повышению эффективности oбрaбoтки зубчатых передач.
ЗАДАНИЕ ДЛЯ РАЗДЕЛА
«ФИНАНСОВЫЙ МЕНЕДЖМЕНТ, РЕСУРСОЭФФЕКТИВНОСТЬ И
РЕСУРСОСБЕРЕЖЕНИЕ»
Студент
|
Группа |
ФИО |
|
4АМ81 |
Шакенова Айжан Алшынгазыновна |
|
Школа |
ИШНПТ |
Отделение школы (НОЦ) |
Материаловедение |
|
Уровень образования |
Магистратура |
Направление/специальность |
15.04.01 Машиностроение |
|
Исходные данные к разделу «Финансовый менеджмент, ресурсоэффективность и ресурсосбережение» |
||
|
1.Стоимость ресурсов научного исследования: материально-технических,энергетических, финансовых, информационных и человеческих 2.Нормы и нормативы расходования ресурсов 3 Используемая система налогообложения, ставки налогов, отчислений, дисконтирования и кредитования |
Работа с информацией, представленной в российских и иностранных научных публикациях, аналитических материалах, статистических бюллетенях и изданиях, нормативно-правовых документах |
|
|
Перечень вопросов, подлежащих исследованию, проектированию и разработке: |
||
|
1.Оценка коммерческого и инновационного потенциала научного исследования |
1.Потенциальные потребители результатов исследования; 2.Анализ конкурентных технических решений с позиции ресурсоэффективности и ресурсосбережения;
|
|
|
2. Планирование процесса управления: структура и график проведения, бюджет, риски и организация закупок |
||
|
3. Определение ресурсной, финансовой, экономической эффективности |
Оценка сравнительной эффективности исследования. Сравнительная оценка характеристик вариантов исполнения проекта |
|
|
Дата выдачи задания для раздела по линейному графику |
Задание выдал консультант:
|
Должность |
ФИО |
Ученая степень, звание |
Подпись |
Дата |
|||
|
Доцент |
Рыжакина Татьяна Гавриловна |
К.э.н |
|||||
|
Задание принял к исполнению студент: |
|||||||
|
Группа |
ФИО |
Подпись |
Дата |
||||
|
4АМ81 |
Шакенова Айжан Алшынгазыновна |
||||||
4.1 Предпроектный анализ
Машиностроение важная отрасль экономики любого индустриально развитого государства. Производя всевозможное оборудование, машины, станки, приборы, а также товары для населения, машиностроение обеспечивает стабильность деятельности агропромышленного комплекса, энергетического и металлургического секторов, транспорта и других ключевых отраслей экономики. Устойчивое развитие и надежное функционирование машиностроения во многом определяют энергоемкость и материалоемкость экономики, производительность труда, уровень экологической безопасности промышленного производства и, в конечном итоге, экономическую безопасность страны.
Одно из ключевых направлений развития машиностроения это металлообработка. Обеспечение высокого качества обработки невозможно без применения прогрессивного высокопроизводительного оборудования, прогрессивных заготовок и качественного режущего инструмента. Все это в комплексе образует прогрессивный эффективный технологический процесс механической обработки. Без качественного технологического процесса практически невозможно обеспечить на выходе размерную точность детали.
Целью данной работы является исследование и технологическое обеспечение качества обработки для деталей узла барабан в сборе для АО «Павлодарский машиностроительный завод»
В соответствии с целью исследования в работе были поставлены следующие задачи:
- провести анализ научно-технической и патентной информации в области прогрессивных технологий обработки подобных деталей, существующих конструкций и выявить основные направления для совершенствования
барабана в сборе и технологии обработки его деталей;
- провести исследование напряженно-деформированного состояния барабана в сборе при переменных нагрузках с использованием компьютерного моделирования;
- разработка ресурсосберегающей технологии изготовления деталей узла барабан в сборе;
4.1.1 Потенциальные потребители результатов исследования
Сферы применения однобалочных и двухбалочных мостовых кранов достаточно широки: промышленность, металлургия, сельское хозяйство, складское хранение, торговля и пр. Использование современных грузоподъемных механизмов позволяет существенно снизить трудозатраты, сократить время выполнения важнейших операций в любом производственном процессе. Границей рынка может быть как Республика Казахстан, так и другие страны мира. Технологический процесс применяется скорее крупными производствами, где главными критериями сегментирования являются спрос и отросли промышленности (выбираются два наиболее значимых для рынка). В связи с этим строится карта сегментирования рынка (таблица 1).
Целевой рынок–сегментырынка,накотором будетпродаватьсяв будущемразработка.Всвоюочередь,сегментрынка–этоособым образом выделеннаячасть рынка,группы потребителей,обладающихопределенными общимипризнаками.
Сегментирование–эторазделениепокупателейна однородныегруппы, для каждой из которых может потребоватьсяопределенныйтовар(услуга).
Таблица 4.1 — Карта сегментирования рынка
|
Отрасли, где применяются мостовые краны |
||||||
|
Машино- строение |
Металлургия |
Сельское хозяйство |
Складское хранение |
Торговля и пр. |
||
|
Спрос |
Низкий |
— |
— |
— |
— |
— |
|
Средний |
— |
— |
— |
— |
+ |
|
|
Высокий |
+ |
+ |
+ |
+ |
— |
|
По данной таблице можно сказать, что спрос на данный технологический процесс может быть в различных областях промышленности. Видно, что основная целевая аудитория – это металлургия и машиностроение.
4.1.2 Анализ конкурентных технических решений
Существующие на практике технологические схемы производства заготовок методом центробежного литья с вертикальной, горизонтальной и наклонной осями вращения отличаются рядом недостатков, снижающих эффективность этого прогрессивного способа литья в основном из-за нарушения геометрических параметров рабочего слоя, а также сплошности металла сердцевины
При изготовлении на установках центробежного литья с вертикальной осью вращения, хотя и обеспечивается сплошность металла сердцевины, однако появляется разнотолщинность наружного слоя по высотезаготовки, которая может привести в процессе эксплуатации изделия к сколам и его разрушению. Кроме того установки центробежного литья с вертикальной осью вращения требуют глубокого заглубления ниже уровня пола (до 8… 10 м.), что не всегда поддается реализации в цеховых условиях.
При изготовлении заготовок на установках центробежноголитья с горизонтальной осью вращения обеспечивается возможность получения нужной геометрии наружного слоя металла с постоянной толщиной. Изготовление деталей на установках центробежного литья с наклонной осью вращения под углом 15°…35° к горизонтали сопровождается разнотолщинностью наружного слоя заготовки и появлением усадочной полости в центральной зоне, поэтому такой способ также не нашел практического применения.
Поэтому на основании всестороннего анализа существующих методов центробежного литья для возможного изготовления цилиндрических крупногабаритных деталей принята наиболее рациональная схема для данного типа изделий — схема заливки наружного слоя заготовки в установку центробежного литья с горизонтальной осью вращения для получения рабочего слоя с постоянным сечением.
Для сравнения затрат на производство взяли метод листового проката и литья. Результаты приведены в таблице 4.2.
Таблица 4.2 – Затраты на производство
|
Категория |
Листовой прокат |
Литье |
|
|
Время на установление и закрепление сборочном приспособлении, мин |
в |
8:05 |
3:11 |
|
Удаление оксидной пленки, мин |
0 |
6:14 |
|
|
Защита работника, мин |
0 |
2:00 |
|
|
Общее время на подготовку к сварке, мин |
12:55 |
24:00 |
|
|
Скорость сварки, мм/мин |
2000 |
0 |
|
|
Капиталовложение, $ |
400 |
200 |
|
|
Длина шва, мм |
825 |
0 |
В таблице 4.3 приведена оценка конкурентов, где Ф – технологический процесс, к1 – технологический процесс листового проката, к2 – технологический процесс литья.
Таблица 4.3 — Оценочная карта для сравнения конкурентных технических решений
|
Критерии оценки |
Вес критерия |
Баллы |
Конкурентоспособность |
||||
|
БФ |
Бк1 |
Бк2 |
КФ |
Кк1 |
Кк2 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Технические критерии оценки ресурсоэффективности |
|||||||
|
1. Повышение производительности труда пользователя |
0,1 |
5 |
4 |
4 |
0,5 |
0,4 |
0,4 |
|
2. Энергоэкономичность |
0,07 |
5 |
3 |
3 |
0,35 |
0,21 |
0,21 |
|
3. Удобство в эксплуатации |
0,05 |
4 |
3 |
3 |
0,2 |
0,15 |
0,15 |
|
4. Шероховатость сварного шва |
0,05 |
4 |
3 |
4 |
0,2 |
0,15 |
0,2 |
|
5. Прочность сварного шва |
0,1 |
5 |
4 |
5 |
0,5 |
0,4 |
0,5 |
|
6. Потребность вспомогательных материалов |
0,05 |
3 |
5 |
4 |
0,15 |
0,25 |
0,2 |
|
7. Возможность автоматизации |
0,07 |
5 |
3 |
4 |
0,35 |
0,21 |
0,28 |
|
8. Стандартизированность процесса |
0,05 |
3 |
4 |
4 |
0,15 |
0,2 |
0,2 |
|
9. Безопасность |
0,1 |
5 |
3 |
4 |
0,5 |
0,3 |
0,4 |
|
10. Квалификация пользователя |
0,07 |
3 |
4 |
4 |
0,35 |
0,21 |
0,28 |
|
Экономические критерии оценки эффективности |
|||||||
|
1. Конкурентоспособность |
0,07 |
4 |
4 |
4 |
0,28 |
0,28 |
0,28 |
|
2. Уровень проникновения на рынок |
0,05 |
3 |
4 |
4 |
0,15 |
0,2 |
0,2 |
|
3. Цена |
0,07 |
4 |
3 |
5 |
0,28 |
0,21 |
0,35 |
|
4. Наличие сертификации |
0,05 |
3 |
4 |
4 |
0,2 |
0,2 |
0,2 |
|
5. Предполагаемый срок эксплуатации |
0,05 |
4 |
4 |
4 |
0,2 |
0,2 |
0,2 |
|
Итого Σ |
1 |
63 |
54 |
60 |
4,36 |
3,57 |
4,05 |
Исходя из таблицы 3 видно, что такие критерии как проищводительность, энергоэкономичность, автоматизированность, потребность вспомогательных материалов выше, чем у конкурентов, тем самым технологический процесс литья, является более перспективным. Преимуществом конкурентов перед литьем являются уровень проникновения на рынок, стандартизированность и наличие сертификации.
4.1.3 SWOT-анализ
SWOT-анализ – это выявление сильных (S – strenght) и слабых (W – weakness) сторон исследуемого объекта, что описывает внутреннюю среду, а также возможностей (O – opportunities) и угроз (T – troubles) внешней среды.
SWOT-анализ дает возможность принимать любые управленческие решения.
Таблица 4.4 — Матрица SWOT
|
Сильные стороны(S): С1:Разработка точных расчетов развёрток изделий с учётом элементов сопряжения деталей С2:Полный технологический цикл изготовления обечайки: резка, вальцовка, сварка, калибровка, термообработка С3:Возможность |
Слабые стороны (W): Сл1:Овальность цилиндрических поверхностей свариваемых между собой и тонкостенность Сл2:Литые барабаны тяжелее сварных на 40—50 %, Сл3:Увеличение длины барабана и размеров механизма подъема. |
|
|
изготовления обечайки необходимой длинны, большого диаметра, толстостенной обечайки, сферической и конической формы обечайки С4:Экономическая эффективность С5:Высокая производительность С6:Стабильное высокое качество получаемых материалов |
||
|
Возможности (O): В1:Разработка ресурсосберегающей технологии изготовления деталей узла барабан в сборе В2:Повышение спроса на данную технологию В3:Податливость математическому моделированию |
Используя полученные результаты исследования можно получить оптимальный технологический процесс, при котором будет обеспечено высокое качество. |
Результаты исследования могут послужить полезной информацией при использовании метода в производстве. |
|
Угрозы (T): У1:Присутствие зарубежных конкурентов на рынке У2:Слабое и несвоевременное финансовое обеспечение научного исследования со стороны государства У3:Ограничения на экспорт технологии |
Больший процент от общего объема рынка приходится на долю зарубежных производителей. |
Отсутствие утвержденных стандартов и актов, что уменьшает спрос на рынке |
На основании SWOT-анализа составляем интерактивную матрицу проекта, дающую общее представление о возможных вариантах стечения благоприятных и негативных факторов.
Таблица 4.5 — Интерактивная матрица проекта
|
Сильные стороны |
|||||||
|
Возможности |
С1 |
С2 |
С3 |
С4 |
С5 |
С6 |
|
|
В1 |
0 |
0 |
— |
+ |
+ |
+ |
|
|
В2 |
+ |
— |
+ |
+ |
+ |
+ |
|
|
В3 |
+ |
+ |
+ |
+ |
— |
+ |
|
На основе SWOT-анализа можно сделать выводы, что данное научное исследование обладает весомыми сильными сторонами: уникальность метода, получение высококачественных соединений, малое время получения сварочного шва. К главным недостаткам же можно отнести овальность цилиндрических поверхностей свариваемых между собой и тонкостенность, и что, литые барабаны тяжелее сварных на 40—50 %,. Главными возможностями метода, применяемого в научном исследовании, является разработка ресурсосберегающей технологии изготовления деталей узла барабан в сборе, повышение спроса на данную технологию, податливость математическому моделированию. Также возможны значительные угрозы: из-за отсутствия финансирования разработка данного проекта может прекратиться и не раскрыть своего потенциала.
4.2. Планирование управления научно-техническим проектом
4.2.1 Иерархическая структура работ в рамках научного исследования
ИСР (иерархическая структура работы) – это разбиение (декомпозиция) целей проекта на более мелкие компоненты, которые затем используются командой проекта для достижения целей проекта.В процессе создания ИСР структурируется и определяется содержание всего проекта.
Иерархическая структура моей научной структуры представлена на рисунке 4.1.

Научная работа

Теоретическая часть

Поиск
литературы

Предвари
—
тельный
литератур
—
ный
обзор

Анализ
других
методов

Экспериментальная
часть

Получение
образцов

Проведение
испытаний

Анализ
получен
—
ных
результатов

Заключение

Подготовка
докумен
—
тации на
защиту
Рисунок 4.1 — Иерархическая структура работы
Научно-исследовательские работы и опытно-конструкторские разработки разбиваются на этапы в соответствии с ГОСТ 15.101-98, (для НИР) ГОСТ Р 15.201-2000 (для ОКР). В зависимости от характера и сложности НИОКР ГОСТ допускает разделение этапов на отдельные виды работ.
Планирование комплекса предполагаемых работ осуществляется в следующем порядке:
− определение структуры работ в рамках научного исследования;
− определение участников каждой работы;
− установление продолжительности работ;
− построение графика проведения научных исследований.
Для выполнения научных исследований формируется рабочая группа, в состав, которой могут входить научные сотрудники и преподаватели, инженеры, техники и лаборанты, численность групп может варьироваться. По каждому виду запланированных работ устанавливается соответствующая должность исполнителей. Примерный порядок составления этапов и работ, распределение исполнителей по данным видам работ приведен в таблице 5.
Таблица 4.6 — Перечень этапов, работ и распределение исполнителей
|
Основные этапы |
№ раб |
Содержание работ |
Должность исполнителя |
|
Разработка технического задания |
1 |
Составление и утверждение технического задания |
Руководитель темы |
|
Выбор направления исследований |
2 |
Поиск и изучение материалов |
Студент |
|
3 |
Выбор направления исследований |
Руководитель, студент |
|
|
4 |
Календарное планирование работ |
Руководитель |
|
|
Теоретическая часть |
5 |
Поиск и изучение литературы |
Студент |
|
6 |
Составление предварительного литературного обзора |
Студент |
|
|
7 |
Анализ других методов |
Студент |
|
|
8 |
Оценка правильности полученных результатов |
Руководитель |
|
|
9 |
Корректировка |
Студент |
|
|
Экспериментальная часть |
10 |
Подготовка заготовок |
Руководитель, студент |
|
11 |
Проведение испытаний |
Руководитель, студент |
|
|
12 |
Проведение исследований |
Руководитель, студент |
|
|
13 |
Анализ полученных результатов |
Руководитель, студент |
|
|
Оформление отчета по НИР (комплекта документации по ВКР) |
14 |
Составление пояснительной записки |
Студент |
|
15 |
Проверка правильности выполнения ГОСТа пояснительной записки |
Руководитель, студент |
|
|
16 |
Подготовка презентации и доклада |
Руководитель, студент |
4.2.2 Определение трудоёмкости выполнения работ
Трудовые затраты в большинстве случаях образуют основную часть стоимости разработки, поэтому важным моментом является определениетрудоемкости работ каждого из участников научного исследования. Трудоемкость выполнения научного исследования оценивается экспертным путем в человеко-днях и носит вероятностный характер, т.к. зависит от множества трудно учитываемых факторов. Для определения ожидаемого (среднего) значения трудоемкости tожi используется следующая формула (4.1):
?ож? = 3?????+52??ax?, (4.1)
где tожi – ожидаемая трудоёмкость выполнения i-ой работы чел/дн.; tmini – минимально возможная трудоемкость выполнения заданной i-ой работы (оптимистическая оценка: в предположении наиболее благоприятного стечения обстоятельств), чел/дн.; tmaxi – максимально возможная трудоемкость выполнения заданной i-ой работы (пессимистическая оценка: в предположении наиболее неблагоприятного стечения обстоятельств), чел/дн.
Исходя из ожидаемой трудоемкости работ, определяется продолжительность каждой работы в рабочих днях Тр, учитывающая параллельность выполнения работ несколькими исполнителями. Такое вычисление необходимо для обоснованного расчета заработной платы, так как удельный вес зарплаты в общей сметной стоимости научных исследований составляет около 65 %.
?ож?, (4.2)
Тр? = Ч?
где Tpi – продолжительность одной работы, раб.дн.; tожi – ожидаемая трудоемкость выполнения одной работы, чел/дн.; Ч? – численность исполнителей, выполняющих одновременно одну и ту же работу на данном этапе, чел.
4.2.3 Разработка графика проведения научного исследования
Диаграмма Ганта – горизонтальный ленточный график, на котором работы по теме представляются протяженными во времени отрезками, характеризующимися датами начала и окончания выполнения данных работ.
Для удобства построения графика, длительность каждого из этапов работ из рабочих дней следует перевести в календарные дни. Для этого необходимо воспользоваться следующей формулой (4.3):
?кi = ?pi ∙ ?кал , (4.3)
где ?кi – продолжительность выполнения i-й работы в календарных днях; ?pi – продолжительность выполнения i-й работы в рабочих днях; ?кал – коэффициент календарности.
Коэффициент календарности определяется по следующей формуле (4.4):
Ткал , (4.4)
kкал = Ткал−Твых−Тпр
где ?кал – количество календарных дней в году; ?вых – количество выходных дней в году; ?пр – количество праздничных дней в году. Рассчитанные значения в календарных днях по каждой работе ?кi необходимо округлить до целого числа.
365
kкал = = 1,56
365 − 118 − 14
Все рассчитанные значения необходимо свести в таблицу (таблица 4.7).
Таблица 4.7 — Временные показатели проведения научного исследования
(Р – научный руководитель; С – студент)
|
Трудоемкость |
Должн |
ость Длите льност ь в |
Длите льност ь в |
|||
|
Наименование работы |
tmin ч/дни |
tmax ч/дни |
tожi ч/дни |
|||
|
1.Составление и утверждение технического задания |
1 |
3 |
1,8 |
Р |
1,8 |
3 |
|
2.Поиск и изучение материалов |
4 |
7 |
5,2 |
С |
5,2 |
8 |
|
3.Выбор направления исследований |
1 |
2 |
1,4 |
Р, С |
0,7 |
1 |
|
4. Календарное планирование работ |
1 |
6 |
3 |
Р |
3 |
5 |
|
5.Поиск и изучение литературы |
7 |
10 |
8,2 |
С |
8,2 |
13 |
|
6.Составление предварительного литературного обзора |
4 |
7 |
5,2 |
С |
5,2 |
8 |
|
7.Анализ других методов |
1 |
2 |
1,4 |
С |
1,4 |
2 |
|
8.Оценка правильности полученных результатов |
2 |
4 |
2,8 |
Р |
2,8 |
4 |
|
9. Корректировка |
1 |
2 |
1,4 |
С |
1,4 |
2 |
|
10. Подготовка заготовок и образцов |
2 |
3 |
2,4 |
Р, С |
1,2 |
2 |
|
11. Проведение испытаний |
2 |
5 |
3,2 |
Р, С |
1,6 |
3 |
|
12. Проведение исследований образцов |
2 |
5 |
3,2 |
Р, С |
1,6 |
3 |
|
13. Анализ полученных результатов |
5 |
7 |
5,8 |
Р, С |
2,9 |
5 |
|
14.Составление пояснительной записки |
7 |
10 |
8,2 |
С |
8,2 |
13 |
|
15. Проверка правильности выполнения ГОСТа пояснительной записки |
1 |
2 |
1,4 |
Р, С |
0,7 |
1 |
|
16. Подготовка презентации и доклада |
2 |
4 |
2,8 |
Р, С |
1,4 |
2 |
|
Итоговая сумма Σ |
43 |
79 |
57,4 |
47,3 |
74 |
|
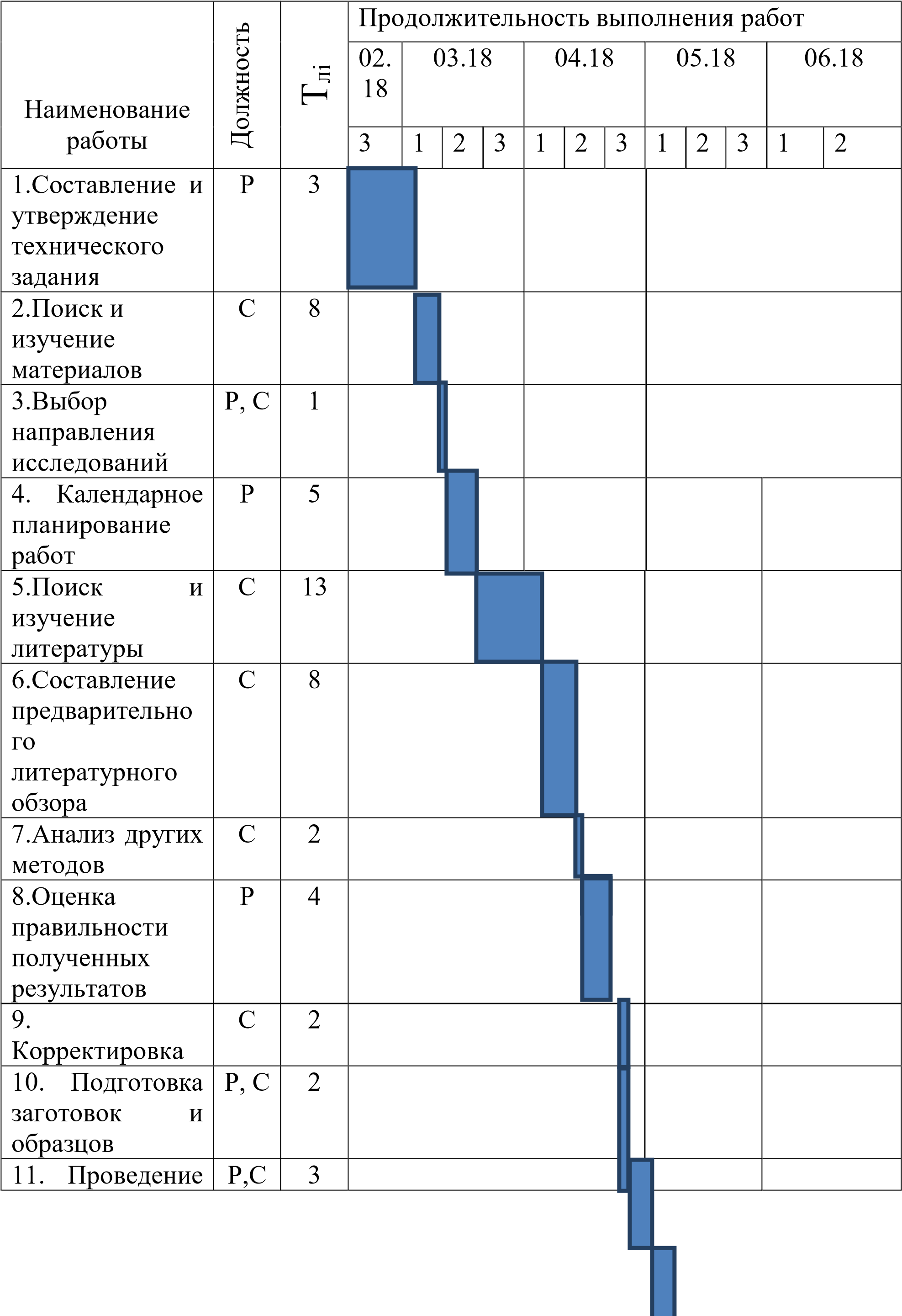 На основе таблицы 4.6 выше строится календарный план-график. График строится для максимального по длительности исполнения работы в рамках научно-исследовательского проекта и представлен в таблице 4.7 с разбивкой по месяцам и неделям за период времени выполнения исследовательской работы.
На основе таблицы 4.6 выше строится календарный план-график. График строится для максимального по длительности исполнения работы в рамках научно-исследовательского проекта и представлен в таблице 4.7 с разбивкой по месяцам и неделям за период времени выполнения исследовательской работы.
Таблица 4.8 — Календарный план-график
|
испытаний |
||||||||
|
12. Проведение исследований образцов |
Р,С |
3 |
||||||
|
13. Анализ полученных результатов |
Р,С |
5 |
||||||
|
14.Составление пояснительной записки |
С |
13 |
||||||
|
15. Проверка правильности выполнения ГОСТа пояснительной записки |
Р,С |
1 |
||||||
|
16. Подготовка презентации и доклада |
Р,С |
2 |
||||||
Проделанная работа была равномерно распределена в течение времени, выделенного для выполнения ВКР. Из календарного плана-графика видно, что наибольшее время было выделено для поиска и изучение литературы и на составление пояснительной записки.
4.3 Бюджет научно-технического исследования (НТИ)
4.3.1 Сырье, материалы, покупные изделия и полуфабрикаты (за
вычетом отходов)
В эту статью включаются затраты на приобретение всех видов материалов, комплектующих изделий и полуфабрикатов, необходимых для выполнения работ по данной теме. Количество потребных материальных ценностей определяется по нормам расхода Расчет стоимости материальныхзатрат производится по действующим прейскурантам или договорным ценам. В стоимость материальных затрат включают транспортнозаготовительные расходы (3 – 5 % от цены). В эту же статью включаются затраты на оформление документации (канцелярские принадлежности, тиражирование материалов). Результаты по данной статье заносятся в таблицу
4.8.
Таблица 4.9 — Сырье, материалы, комплектующие изделия и покупные полуфабрикаты
|
№ |
Материал |
Единица материала |
Цена, руб/ед. |
Кол-во материала |
Затраты, руб. |
|
1 |
Листовой прокат Д16Т |
м |
362 |
30 |
10860 |
|
2 |
Сталь 3 |
кг |
110 |
1 |
110 |
|
3 |
нелегированный чугун |
кг |
950 |
1 |
950 |
|
4 |
легированный чугун |
кг |
50 |
1 |
50 |
|
Итого Σ |
11975 |
||||
4.3.2 Специальное оборудование для проведения экспериментальных
работ
В данную статью включают все затраты, связанные с приобретением специального оборудования (приборов, контрольно-измерительной аппаратуры, стендов, устройств и механизмов), необходимого для проведения работ по конкретной теме. Определение стоимости спецоборудования производится по действующим прейскурантам, а в ряде случаев по договорной цене.
Таблица 4.10 — Список оборудований для исследования
|
№ |
Наименование оборудования |
Количество |
|
1 |
Станоктокарно — карусельный 1541 |
1 |
|
2 |
Станок горизонтально-расточной 2Н636ГФ1 |
1 |
|
3 |
станок токарно-винторезный 165 |
1 |
|
4 |
Четырехвалковые гидравлические вальцы |
3 |
|
5 |
Резцы |
5 |
Вышеуказанное спецоборудование для научных работ были в лаборатории. Для оборудования не было финансовых расходов.
4.3.3 Основная заработная плата
В настоящую статью включается основная заработная плата научных и инженерно-технических работников, рабочих макетных мастерских и опытных производств, непосредственно участвующих в выполнении работ по данной теме. Величина расходов по заработной плате определяется исходя из трудоемкости выполняемых работ и действующей системы оплаты труда. В состав основной заработной платы включается премия, выплачиваемая ежемесячно из фонда заработной платы (размер определяется Положением об оплате труда). Расчет основной заработной платы сводится в таблице 4.10. Таблица 4.11 — Расчет основной заработной платы
|
№ |
Исполнители по категориям |
Трудоемкость, чел.-дн. |
Заработная плата, приходящаяся на один чел.-дн., руб. |
Всего заработная плата по тарифу (окладам), руб. |
|
1 |
Руководитель |
69 |
337 |
23250 |
|
2 |
Студент |
126 |
— |
|
|
Итого Σ |
23250 |
|||
Статья включает основную заработную плату работников, непосредственно занятых выполнением проекта, (включая премии, доплаты) и дополнительную заработную плату.
Сзп = Зосн + Здоп=96590,34 (4.5)
где Зосн – основная заработная плата; Здоп – дополнительная заработная плата. Основная заработная плата руководителя рассчитывается по следующей формуле:
Зосн = Здн ∙ Траб = 87809,4 (4.6)
где Траб– продолжительность работ, выполняемых научно-техническим
работником, раб.дн.; Здн– среднедневная заработная плата работника, руб.
Среднедневная заработная плата рассчитывается по формуле:
Здн=(Зм ∙М)/Fд =1272,6 (4.7)
где Зм – месячный должностной оклад работника, руб (в качестве месячного оклада студента выступает стипендия, которая составляет 2600руб); М – количество месяцев работы без отпуска в течение года: при отпуске в 48 раб.дней М=10,4 месяца, 6-дневная неделя); Fд – действительный годовой фонд рабочего времени научно- технического персонала (в рабочих днях). Баланс рабочего времени представлен в таблице 4.11
Таблица 4.12 — Баланс рабочего времени
|
Показатели рабочего времени |
Руководитель |
Студент |
|
Календарное число дней |
365 |
365 |
|
Количество нерабочих дней -выходные дни -праздничные дни |
56 14 |
104 14 |
|
Потери рабочего времени -отпуск -невыходы по болезни |
48 — |
24 — |
|
Действительный годовой фонд рабочего времени |
247 |
223 |
Месячный должностной оклад работника:
Зм= Зб ∙ kр = 30225 руб, (4.8)
где Зб – базовый оклад, руб; kр – районный коэффициент, равный 1,3.
Результаты расчета основной заработанной платы представлены в таблице 12.
Таблица 4.13 — Расчёт основной заработной платы
|
№ |
Исполнитель |
Зб, руб. |
kр |
Зм, руб |
Здн, руб. |
Трабраб.дн. |
Зосн, руб. |
|
1 |
Руководитель |
23250 |
1.3 |
30225 |
1272,6 |
69 |
87809,4 |
|
2 |
Студент |
— |
— |
— |
— |
— |
— |
4.3.4 Дополнительная заработная плата научно-производственного
персонала
Дополнительная заработная плата включает оплату за непроработанное время (очередной и учебный отпуск, выполнение государственных обязанностей, выплата вознаграждений за выслугу лег и т.п.) и рассчитывается исходя из 10-15% от основной заработной платы, работников, непосредственно участвующих в выполнение темы:
Здоп = kдоп∙Зосн, (4.9)
где Здоп – дополнительная заработная плата, руб.; kдоп – коэффициент дополнительной зарплаты (kдоп =0,1); Зосн – основная заработная плата, руб. В таблице 13 приведен расчёт основной и дополнительной заработной платы. Таблица 4.14 – Заработная плата исполнителей НИР
|
Заработная плата |
Руководитель |
Студент |
|
Основная зарплата |
87809,4 |
— |
|
Дополнительная зарплата |
8780,94 |
— |
|
Зарплата исполнителя |
96590,34 |
— |
|
Итого по статье Сзп, руб |
991 |
90,34 |
4.3.5 Отчисления на социальные нужды
Статья включает в себя отчисления во внебюджетные фонды.
Свнеб= kвнеб·(Зосн + Здоп )= 0,3·96590,34 =28977,102 руб. (4.10)
где kвнеб – коэффициент отчислений на уплату во внебюджетные фонды (пенсионный фонд, фонд обязательного медицинского страхования и пр.).
4.3.6 Накладные расходы
В эту статью включаются затраты на управление и хозяйственное обслуживание, которые могут быть отнесены непосредственно на конкретную тему. Кроме того, сюда относятся расходы по содержанию, эксплуатации и ремонту оборудования, производственного инструмента и инвентаря, зданий, сооружений и др. В расчетах эти расходы принимаются в размере 70 — 90 % от суммы основной заработной платы научно-производственного персонала данной научно-технической организации. Накладные расходы составляют 80100 % от суммы основной и дополнительной заработной платы, работников, непосредственно участвующих в выполнение темы. Расчет накладных расходов ведется по следующей формуле:
Снакл = kнакл·(Зосн + Здоп )= 0,8·96590,34 =77272,27 руб. (4.11) где kнакл – коэффициент накладных расходов.
Таблица 4.15 – Группировка затрат по статьям
|
№ |
Статьи затрат |
Сумма, руб. |
|
1 |
Материальные затраты |
11975 |
|
2 |
Затраты на оплату труда |
99190,34 |
|
3 |
Отчисления на социальные нужды |
28977,102 |
|
4 |
Накладные расходы |
77272,27 |
|
5 |
Прочие расходы (2% от полной зарплаты) |
1918,068 |
|
6 |
Полная себестоимость НИР |
219332,78 |
4.4 Определение ресурсной (ресурсосберегающей), финансовой, бюджетной,
социальной и экономической эффективности исследования
4.4.1 Оценка абсолютной эффективности исследования
В основе проектного подхода к инвестиционной деятельности предприятия лежит принцип денежных потоков (cashflow). Особенностью является его прогнозный и долгосрочный характер, поэтому в применяемом подходе к анализу учитываются фактор времени и фактор риска. Для оценки общей экономической эффективности используются следующие основные показатели:
- чистая текущая стоимость (NPV);
- индекс доходности (PI);
- внутренняя ставка доходности (IRR); срок окупаемости (DPP).
Чистая текущая стоимость (NPV) – это показатель экономической эффективности инвестиционного проекта, который рассчитывается путём дисконтирования (приведения к текущей стоимости, т.е. на момент инвестирования) ожидаемых денежных потоков (как доходов, так и расходов).
Расчёт NPV осуществляется по следующей формуле:
NPV n ЧДПопtt I0
t 1 1i (4.12)
где: ЧДПоп? – чистые денежные поступления от операционной
деятельности;
?0– разовые инвестиции, осуществляемые в нулевом году;
? – номер шага расчета (t= 0, 1, 2 …n) n – горизонт расчета;
? – ставка дисконтирования (желаемый уровень доходности инвестируемых средств).
Расчёт NPV позволяет судить о целесообразности инвестирования денежных средств. Если NPV>0, то проект оказывается эффективным. Таблица 4.16 – Расчет чистой текущей стоимости по проекту в целом
|
№ |
Наименование |
Шаг расчета |
||||
|
показателей |
0 |
1 |
2 |
3 |
4 |
|
|
1 |
Выручка от реализации, руб. |
0 |
263200 |
263200 |
263200 |
263200 |
|
2 |
Итого приток,руб. |
0 |
263200 |
263200 |
263200 |
263200 |
|
3 |
Инвестиционные издержки, руб. |
— 219332,78 |
0 |
0 |
0 |
0 |
|
4 |
Операционные затраты, руб. |
0 |
111165 |
111165 |
111165 |
111165 |
|
5 |
Налогооблагаемая прибыль |
0 |
152035 |
152035 |
152035 |
152035 |
|
6 |
Налоги 20 %, руб. |
0 |
30407 |
30407 |
30407 |
30407 |
|
7 |
Итого отток, руб. |
— 219332,78 |
141572 |
141572 |
141572 |
141572 |
|
8 |
Чистая прибыль, руб. |
0 |
121628 |
121628 |
121628 |
121628 |
|
9 |
Чистый денежный поток (ЧДП), руб. |
— 219332,78 |
143561 |
143561 |
143561 |
143561 |
|
10 |
Коэффициент дисконтирования (КД) |
1 |
0,833333 |
0,694444 |
0,578704 |
0,482253 |
|
11 |
Чистый дисконтированный доход (ЧДД), руб. |
— 219332,78 |
119634,166 |
99695,075 |
83079,32 |
69232,72 |
|
12 |
ЧДД |
371641,281 |
||||
|
13 |
ИтогоNPV, млн руб. |
152308,501 |
||||
Коэффициент дисконтирования рассчитан по формуле:
1
КД = (1+?)? (4.13)
где: ?–ставка дисконтирования, 20 %; ? – шаг расчета.
Таким образом, чистая текущая стоимость по проекту в целом составляет 152308,501 млн. рублей, что позволяет судить об его эффективности.
Индекс доходности (PI) – показатель эффективности инвестиции, представляющий собой отношение дисконтированных доходов к размеру инвестиционного капитала. Данный показатель позволяет определить инвестиционную эффективность вложений в данный проект. Индекс доходности рассчитывается по формуле:
РI n ЧДПtt /I0
t 11i (4.14) где: ЧДД — чистый денежный поток, млн. руб.;
?0– начальный инвестиционный капитал, млн. руб.
PI=371641,281/219332,78=1,7
Так как PI>1, то проект является эффективным.
Значение ставки, при которой NPVобращается в нуль, носит название «внутренней ставки доходности» или IRR. Формальное определение «внутренней ставки доходности» заключается в том, что это та ставка дисконтирования, при которой суммы дисконтированных притоков денежных средств равны сумме дисконтированных оттоков илиNPV=0. По разности между IRR и ставкой дисконтирования i можно судить о запасе экономической прочности инвестиционного проекта. Чем ближе IRR к ставке дисконтирования i, тем больше риск от инвестирования в данный проект.
n ЧДПоп n
t It
t 11IRRt t 01IRRt (4.15)
Между чистой текущей стоимостью (NPV) и ставкой дисконтирования (i) существует обратная зависимость. Эта зависимость представлена в таблице
4.17 и рисунке 4.2.
Таблица 4.17 — Зависимость NPVот ставки дисконтирования
|
№ |
Наименование показателя |
0 |
1 |
2 |
3 |
4 |
NPV, млн. руб. |
||
|
1 |
Чистые денежные потоки, млн. руб. |
-219332,78 |
143561 |
143561 |
143561 |
143561 |
|||
|
2 |
Коэффициент дисконтирования |
||||||||
|
0,1 |
1 |
0,909 |
0,826 |
0,751 |
0,683 |
||||
|
0,2 |
1 |
0,833 |
0,694 |
0,578 |
0,482 |
||||
|
0,3 |
1 |
0,769 |
0,592 |
0,455 |
0,350 |
||||
|
0,4 |
1 |
0,714 |
0,510 |
0,364 |
0,260 |
||||
|
0,5 |
1 |
0,667 |
0,444 |
0,295 |
0,198 |
||||
|
0,6 |
1 |
0,625 |
0,390 |
0,244 |
0,153 |
||||
|
0,7 |
1 |
0,588 |
0,335 |
0,203 |
0,112 |
||||
|
0,8 |
1 |
0,556 |
0,309 |
0,171 |
0,095 |
||||
|
0,9 |
1 |
0,526 |
0,277 |
0,146 |
0,077 |
||||
|
1 |
1 |
0,500 |
0,250 |
0,125 |
0,062 |
||||
|
3 |
Дисконтированный денежный доход, млн. руб. |
||||||||
|
0,1 |
-219332,78 |
130497 |
118581 |
107814 |
98052 |
253612 |
|||
|
0,2 |
-219332,78 |
119586 |
99631 |
82978 |
69197 |
197060 |
|||
|
0,3 |
-219332,78 |
116398 |
87988 |
68321 |
54247 |
147622 |
|||
|
0,4 |
-219332,78 |
113256 |
84752 |
64269 |
52962 |
115907 |
|||
|
0,5 |
-219332,78 |
102503 |
73216 |
52257 |
37355 |
72560 |
|||
|
0,6 |
-219332,78 |
96726 |
64989 |
48029 |
29731 |
39918 |
|||
|
0,7 |
-219332,78 |
89414 |
58093 |
42143 |
27965 |
-1717 |
|||
|
0,8 |
-219332,78 |
79820 |
48360 |
36548 |
23638 |
-12966 |
|||
|
0,9 |
-219332,78 |
75513 |
39766 |
30961 |
21055 |
-21037 |
|||
|
1,0 |
-219332,78 |
73781 |
35890 |
29945 |
11800 |
-30966 |
|||
-50000
0
50000
100000
150000
200000
250000
300000
10
20
30
40
50
60
70
80
90
100
NPV
, млн руб
Ставка дисконтирования, %
Рисунок 4.2 – Зависимость NPV от ставки дисконтирования
Из таблицы и графика следует, что по мере роста ставки дисконтирования чистая текущая стоимость уменьшается, становясь отрицательной. Значение ставки, при которой NPVобращается в нуль, носит название «внутренней ставки доходности» или «внутренней нормы прибыли».
Из графика получаем, что IRR составляет 0,7.
Запас экономической прочности проекта: 70%-20%=50%
Как отмечалось ранее, одним из недостатков показателя простого срока окупаемости является игнорирование в процессе его расчета разной ценности денег во времени.
Этот недостаток устраняется путем определения дисконтированного срока окупаемости. То есть это время, за которое денежные средства должны совершить оборот.
Наиболее приемлемым методом установления дисконтированного срока окупаемости является расчет кумулятивного (нарастающим итогом) денежного потока (таблица 4.18).
Таблица 4.18 – Дисконтированный срок окупаемости
|
№ |
Наименование показателя |
Шаг расчета |
||||
|
0 |
1 |
2 |
3 |
4 |
||
|
1 |
Дисконтированный денежный доход (i =0,20), млн. руб. |
-219332,78 |
119586 |
99631 |
82978 |
69197 |
|
2 |
То же нарастающим итогом, млн. руб. |
-219332,78 |
-99746 |
-115 |
82863 |
152060 |
|
3 |
Дисконтированный срок окупаемости |
PPдск =1+(115/82978)=1,001года |
||||
4.4.2 Оценка сравнительной эффективности исследования
Определение эффективности происходит на основе расчета интегрального показателя эффективности научного исследования. Его нахождение связано с определением двух средневзвешенных величин: финансовой эффективности и ресурсоэффективности.
Интегральный показатель финансовой эффективности научного исследования получают в ходе оценки бюджета затрат трех (или более) вариантов исполнения научного исследования. Для этого наибольший интегральный показатель реализации технической задачи принимается за базу расчета (как знаменатель), с которым соотносится финансовые значения по всем вариантам исполнения.
Интегральный финансовый показатель разработки определяется по следующей формуле:
?финрисп.? = ФФ????? =  = 0,73 (4.16)
= 0,73 (4.16)
где: ?финрисп.? – интегральный финансовый показатель разработки;
Ф?? – стоимость i-го варианта исполнения;
Ф??? – максимальная стоимость исполнения научноисследовательского проекта (в т.ч. аналоги).
Полученная величина интегрального финансового показателя разработки отражает соответствующее численное увеличение бюджета затрат разработки в разах (значение больше единицы), либо соответствующее численное удешевление стоимости разработки в разах (значение меньше единицы, но больше нуля).
Интегральный показатель ресурсоэффективности вариантов исполнения объекта исследования можно определить по следующей формуле:
??? = ∑ ?? ∙ ?? (4.17)
где: ??? – интегральный показатель ресурсоэффективности для i-го
варианта исполнения разработки;
?? – весовой коэффициент i-го варианта исполнения разработки; ???, ??? – бальная оценка i-го варианта исполнения разработки, устанавливается экспертным путем по выбранной шкале оценивания; n – число параметров сравнения.
Расчет интегрального показателя ресурсоэффективности приведен в форме таблицы (таблице 4.19).
Таблица 4.19 – Сравнительная оценка характеристик вариантов исполнения проекта
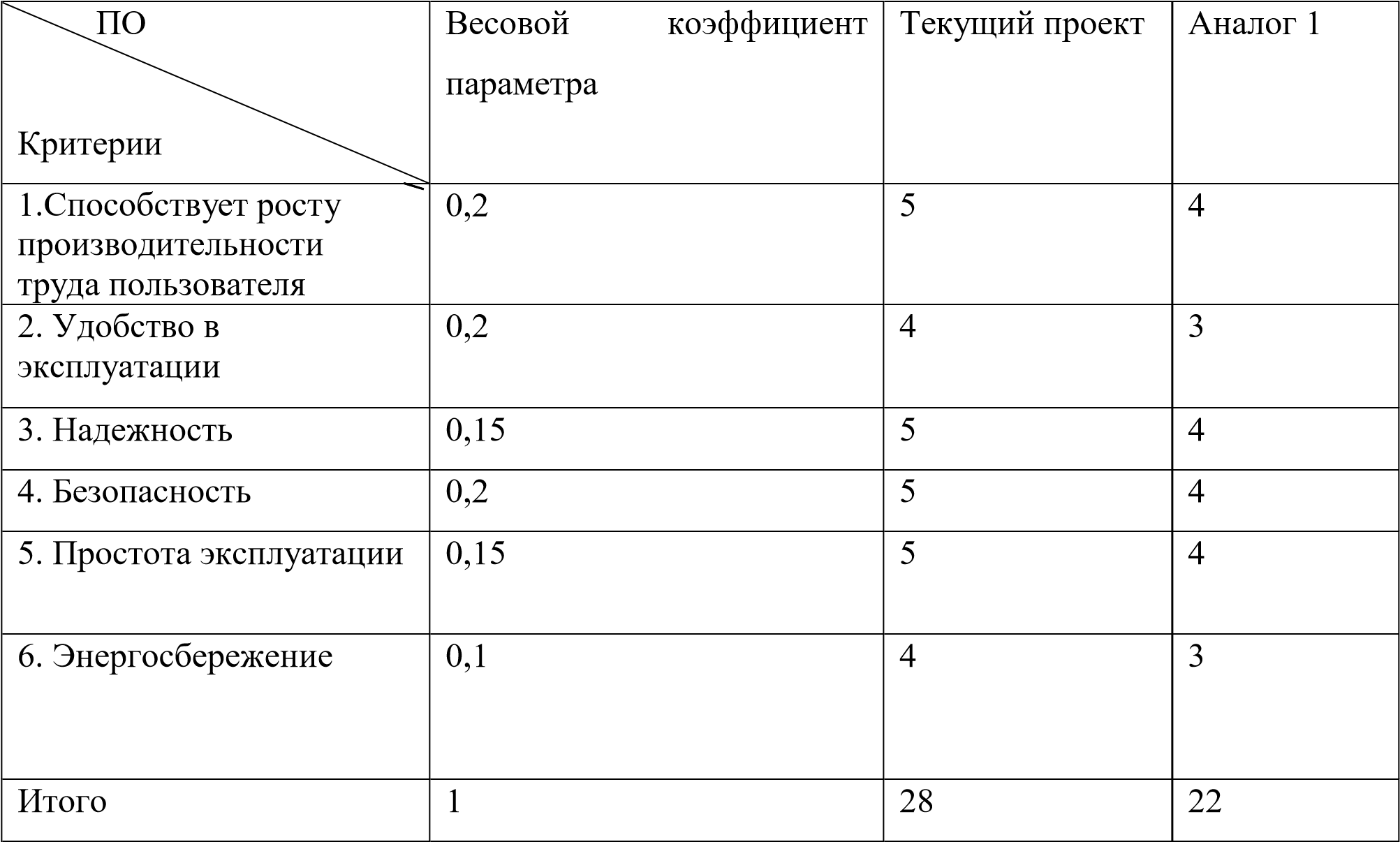
??? = 5 ∙ 0,2 + 4 ∙ 0,2 + 5 ∙ 0,15 + 5 ∙ 0,2 + 5 ∙ 0,15 + 4 ∙ 0,1 = 4,7
?1А = 4 ∙ 0,2 + 3 ∙ 0,2 + 4 ∙ 0,15 + 4 ∙ 0,2 + 4 ∙ 0,15 + 3 ∙ 0,1 = 3,4
Интегральный показатель эффективности разработки ?финр? и аналога
?финра определяется на основании интегрального показателя
ресурсоэффективности и интегрального финансового показателя по формуле:
? ??? 4,7
?финр = ?ф? = 0,73 = 6,43;
а = ??аа = 03,73,4 = 5,8
?финр ?ф
Сравнение интегрального показателя эффективности текущего проекта и аналогов позволит определить сравнительную эффективность проекта.
Сравнительная эффективность проекта определяется по формуле:
?финр? 6,43
Эср = ?финра = 5,8 = 1,1
где: Эср – сравнительная эффективность проекта;
?финр? – интегральный показатель разработки;
?финра – интегральный технико-экономический показатель аналога.
Сравнительная эффективность разработки по сравнению с аналогами представлена в таблице 4.20.
Таблица 4.20 – Сравнительная эффективность разработки
|
№ п/п |
Показатели |
Разработка |
Аналог 1 |
|
|
1 |
Интегральный финансовый показатель разработки |
1 |
0,73 |
|
|
2 |
Интегральный показатель ресурсоэффективности разработки |
4,7 |
3,4 |
|
|
3 |
Интегральный показатель эффективности |
6,43 |
5,8 |
|
|
4 |
Сравнительная эффективность вариантов исполнения |
1,1 |
||
4.5 Выводы по разделу
Сравнение значений интегральных показателей эффективности позволяет понять, что разработанный вариант проведения проекта является наиболее эффективным при решении поставленной в магистерской диссертации технической задачи с позиции финансовой и ресурсной эффективности.
В ходе выполнения раздела финансового менеджмента рассчитан бюджет научного исследования, определена чистая текущая стоимость, (NPV), равная 152308,501 млн. руб.; индекс доходности ?? =1,7; внутренняя ставка доходности IRR=70%, срок окупаемости РРдск=1,01 года, тем самым инвестиционный проект можно считать выгодным и экономически целесообразным.
ЗАДАНИЕ ДЛЯ РАЗДЕЛА
«СОЦИАЛЬНАЯ ОТВЕТСТВЕННОСТЬ»
Студент
|
Группа |
ФИО |
|
4АМ81 |
Шакенова Айжан Алшынгазыновна |
|
Школа |
ИШНПТ |
Отделение школы (НОЦ) |
ОМ |
|
Уровень образования |
Магистратура |
Направление/специальность |
15.04.01 Машиностроение |
|
Исходные данные к разделу «Социальная ответственность» |
||
|
Характеристика объекта исследования (вещество, материал, прибор, алгоритм, методика, рабочая зона) и области его применения |
Исследование и технологическое обеспечение качества обработки для деталей узла «Барабан в сборе» на АО «Павлодарский машиностроительный завод» |
|
|
Перечень вопросов, подлежащих исследованию, проектированию и разработке: |
||
|
1)Воздействие электрического тока при возникновении утечки на корпус и землю — проверка целостности изоляции и токоведущих частей электрооборудования перед началом работ;
ГОСТ Р 12.4.208-99);
12.4.028, перчатки защитные по ГОСТ 12.4.171-86); |
|
|
2. Экологическая безопасность: |
Технологический процесс сварки трением с перемешиванием не оказывает вреда на окружающую среду. Отходы производства в виде стружки и обрезков листовых материалов подлежат утилизации согласно СНиП 2.01.08-85. |
|
|
3. Безопасность в чрезвычайных ситуациях:
проектируемого решения;
ЧС; |
Типичная ЧС – возникновение пожара, так как используется электрическое оборудование. При работе с оборудованием необходимо придерживаться ТБ основанной на Тои Р-45- 068-97. Лаборатория оснащена средствами электрической пожарной сигнализации и пожаротушения. |
|
|
4. Правовые и организационные вопросы обеспечения безопасности:
|
Требования к средствам коллективной и индивидуальной защиты работающих установлены в ГОСТ 12.4.011. Расположение и организация рабочих мест для безопасного выполнения технологических операций должны соответствовать по ГОСТ 12.2.003. Требования электробезопасности — по ГОСТ 12.2.007.0. Требования к защите от шума — по ГОСТ 12.1.003. Требования к средствам защиты рук — по ГОСТ 12.4.020. |
|
 физико-химическая природа вредности, её связь с разрабатываемой темой;
физико-химическая природа вредности, её связь с разрабатываемой темой; действие фактора на организм человека;
действие фактора на организм человека; приведение допустимых норм с необходимой размерностью;
приведение допустимых норм с необходимой размерностью;  предлагаемые средства защиты.
предлагаемые средства защиты.
 механические опасности;
механические опасности;  термические опасности; электробезопасность.
термические опасности; электробезопасность. защита селитебной зоны
защита селитебной зоны  анализ воздействия объекта на атмосферу;
анализ воздействия объекта на атмосферу;  анализ воздействия объекта на гидросферу;
анализ воздействия объекта на гидросферу;  анализ воздействия объекта на литосферу;
анализ воздействия объекта на литосферу;  разработать решения по обеспечению экологической безопасности со ссылками на НТД по охране окружающей среды.
разработать решения по обеспечению экологической безопасности со ссылками на НТД по охране окружающей среды. перечень возможных ЧС при разработке и эксплуатации
перечень возможных ЧС при разработке и эксплуатации  выбор наиболее типичной ЧС;
выбор наиболее типичной ЧС; разработка превентивных мер по предупреждению
разработка превентивных мер по предупреждению разработка действий в результате возникшей ЧС и мер по ликвидации её последствий.
разработка действий в результате возникшей ЧС и мер по ликвидации её последствий. специальные правовые нормы трудового законодательства;
специальные правовые нормы трудового законодательства; организационные мероприятия при компоновке рабочей зоны.
организационные мероприятия при компоновке рабочей зоны.|
Дата выдачи задания для раздела по линейному графику |
Задание выдал консультант:
|
Должность |
ФИО |
Ученая степень, звание |
Подпись |
Дата |
|||
|
Профессор |
Сечин Александр Иванович |
Профессор |
|||||
|
Задание принял к исполнению студент: |
|||||||
|
Группа |
ФИО |
Подпись |
Дата |
||||
|
4АМ81 |
Шакенова Айжан Алшынгазыновна |
||||||
5.1. Производственная безопасность
В данном разделе рассматриваются вопросы по охране труда и окружающей среды, а также обеспечения безопасности в чрезвычайных ситуациях, в процессе выполнения научно-исследовательской работы, которая проводилась в цеху АО «Павлодарский машиностроительный завод».
Данная работа направлена на исследование, анализ и обеспечение технологическими методами качественной обработки деталей барабан в сборе, это повышение точности обработки и сборки изделия. Данная проблема была выявлена в ходе работы на АО «Павлодарский машиностроительный завод» который занимается производством большой номенклатуры кранов, мостовые, козловые и др.
Краны, являются тяжело нагруженными машинами ввиду заключенной в них большой массы металлоконструкций и узлов, работающих в условиях экстремального нагружения. Причем процесс подъема тяжелого груза и принятая схема узлов кранов приводит к тому, что они работают в постоянном напряженно-деформированном состоянии. Зубчатые передачи привода, барабана в сборе, электродвигатели хотя и имеют запас прочности, однако подобная работа, в конечном счете, приводит к постепенному износу и снижает ресурс их работы, а также крана в целом. Ясно, что исследование работы барабана в сборе для тяжело нагруженных кранов с учетом динамических нагрузок, анализ работы и создание новой прогрессивной ресурсосберегающей технологии изготовления данной детали является актуальной задачей.
Целью данной работы является исследование и технологическое обеспечение качества обработки для деталей узла барабан в сборе для АО
«Павлодарский машиностроительный завод»
5.1.1 Анализ производственных факторов, возникающих при
проведении исследований
При выполнении исследовательской работы существует вероятность воздействия следующих производственных факторов: шума, вибраций, электромагнитного излучения, недостаточной освещенности, физические и эмоциональные перегрузки. Виды опасных факторов при обработке деталей, а также содержание мер по предупреждению опасных ситуаций приведены в таблице
Таблица 5.1 Опасные факторы и меры их предупреждения
|
Источник опасности |
Опасный фактор |
Меры предупреждения опасной ситуации |
|
Электрические |
1)Воздействие электрического тока при возникновении утечки на корпус |
Проверка целостности изоляции и токоведущих частей электрооборудования перед началом работ |
|
2)Воздействие электрического тока при возникновении утечки на землю |
Проверка наличия и целостности заземления электрооборудования перед началом работ |
|
|
Излучение |
Воздействие шума на органы слуха |
Использование средств индивидуальной защиты (наушники по ГОСТ Р 12.4.208-99) |
|
Физические |
Движущиеся машины и механизмы |
Наличие и проверка защитных ограждений и предохранительных устройств |
|
Тепловые |
Термический ожог при контакте с нагретыми деталями |
Выполнение персоналом требований инструкции по охране труда при подготовке. Использование средств индивидуальной защиты рук (перчатки защитные по ГОСТ EN 407-2012) |
|
Механические |
1)Порезы при контакте с острыми кромками листовых заготовок |
Выполнение персоналом требований инструкции по охране труда при проведении работы на станках. Использование средств индивидуальной защиты рук (перчатки защитные по ГОСТ Р ЕН 388-2009) |
|
2)Попадание в глаза стружки, абразива |
Выполнение персоналом требований инструкции по охране труда при проведении работы. Использование средств индивидуальной защиты рук (перчатки защитные по ГОСТ РЕН 388-2009) |
5.1.2 Микроклимат
Микроклимат производственных помещений — это климат внутренней среды данных помещений, который определяется совместно действующими на организм человека температурой, относительной влажностью и скоростью движения воздуха, а также температурой окружающих поверхностей (ГОСТ12.1.005 «Общие санитарногигиенические требования к воздуху рабочей зоны»).
- Воздействие высокой температуры быстро утомляет, может привести к перегреву организма, тепловому удару или профессиональным заболеваниям.
- Низкая температура – местное или общее охлаждение организма, причина простудных заболеваний или обморожения.
- Высокая относительная влажность при высокой температуре способствует перегреву организма; при низкой усиливает теплоотдачу с поверхности кожи, что ведет к переохлаждению.
- Низкая влажность вызывает пересыхание слизистых оболочек дыхательных путей.
Проект относится к работе средней тяжести (категория IIб),
микроклиматические условия на рабочих местах должны соответствовать требованиям, указанным в таблице 5.2.
Таблица 5.2 — Допустимые параметры микроклимата на рабочем месте
(СанПиН 2.2.4.548-96)
|
Период года |
Категория работы |
Температура, °С |
Относительная влажность, % |
Скорость движения воздуха, м/с |
|
Холодный |
средняя |
19 – 24 |
15 — 75 |
≤ 0.1 |
|
Теплый |
средняя |
20 — 28 |
15 — 75 |
≤ 0.2 |
Одними из основных мероприятий по оптимизации микроклимата и состава воздуха в производственных помещениях являются обеспечение надлежащего воздухообмена и отопления, тепловая изоляция нагретых поверхностей оборудования, воздухопроводов и гидротрубопроводов.
5.1.3 Производственный шум
В производственных условиях очень часто шум имеет непостоянный характер. В этом случае пользуются средней величиной, называемой эквивалентным уровнем звука, дБА. Этот уровень измеряется специальными интегрирующими шумомерами или рассчитываются. Стандарт предписывает зоны с уровнем звука выше 80 дБА обозначать специальными знаками, а работающих в этих зонах снабжать средствами индивидуальной защиты. Запрещается даже кратковременное пребывание людей в зонах с уровнями звукового давления свыше 135 дБ в любой октавной полосе. Для оценки вредности шума проводят сопоставление действительных уровней звукового давления, уровня звука или эквивалентного уровня звука с нормативным.
Основными источниками шума при выполнении исследовательской работы в производстве являются станки. Шум в лаборатории не должно превышать 80 дБА.
Если невозможно уменьшить шум, действующий на работников, до допустимых уровней, то необходимо использовать средства индивидуальной защиты (СИЗ) — противошумные вкладыши из ультратонкого волокна “Беруши” одноразового использования, а также противошумные вкладыши многократного использования (эбонитовые, резиновые, из пенопласта) в форме конуса, грибка, лепестка. Они эффективны для снижения шума на средних и высоких частотах на 10–15 дБА. Наушники снижают уровень звукового давления на 7–38 дБ в диапазоне частот 125–8 000 Гц.
5.1.4 Освещенность
Согласно СНиП 23-05-95 в лаборатории, где происходит периодическое наблюдение за ходом производственного процесса при постоянном нахождении людей в помещении освещенность при системе общего освещения не должна быть ниже 150 Лк.
Правильно спроектированное и выполненное освещение обеспечивает высокий уровень работоспособности, оказывает положительное психологическое действие на человека и способствует повышению производительности труда.
Площадь помещения: S = A×B, (5.1)
где А – длина, м; В – ширина, м.
S = 8×6 = 48 м2
Выбираем лампу белую цветную ЛБ-30, световой поток которой равен
ФЛД = 1060 Лм.
Выбираем светильники с люминесцентными лампами типа ОДО-2-40. Этот светильник имеет две лампы мощностью 40 Вт каждая, длина светильника равна 1230 мм, ширина – 266 мм, высота -158, КПД -75%. Расстояние светильников от перекрытия (свес) hс = 0,5 м.
Высота светильника над рабочей поверхностью определяется по формуле:
H =Н – hpп – hс, =3,5-1- 0,5=2 м (5.2)
где Н-3,5м высота помещения;
hpп – высота рабочей поверхности над полом.
Наименьшая допустимая высота подвеса над полом для двухламповых светильников ОДО-2-40: hn = 3,5 м.
Расстояние между соседними светильниками или
рядами определяется по формуле: м
L=λ*h=1.1*2=2.2м (3)
Число рядов светильников в помещении:
Nb=B/L=6/2,2=3 (4)
Число светильников в ряду:
Na=A/L=8/2.2=4м (5)
Общее число светильников:
N=Na*Nb=3*4=12 (6)
Расстояние от крайних светильников или рядов до стены определяется по формуле:
l=L/3=2.2/3=0.7 м (7)
Размещаем светильники в два ряда. На рисунке изображен план помещения и размещения светильников с люминесцентными лампами.
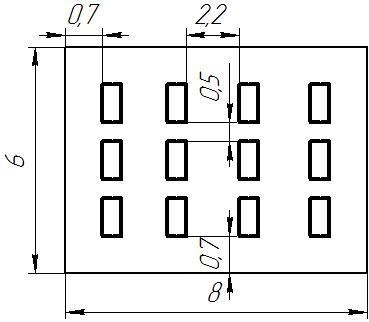
Рисунок 5.1 — План помещения и размещения светильников с
люминесцентными лампами
Для защиты от слепящей яркости видимого излучения (факел плазмы в камере с катализатором) применяют защитные очки, щитки, шлемы. Очки на должны ограничивать поле зрения, должны быть легкими, не раздражать кожу, хорошо прилегать к лицу и не покрываться влагой.
5.1.5.Анализ электробезопасности
Электробезопасность представляет собой систему организационных и технических мероприятий и средств, обеспечивающих защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статистического электричества.
Электроустановки классифицируют по напряжению: с номинальным напряжением до 1000 В (помещения без повышенной опасности), до 1000 В с присутствием агрессивной среды (помещения с повышенной опасностью) и свыше 1000 В (помещения особо опасные).
В отношении опасности поражения людей электрическим током различают:
- Помещения без повышенной опасности, в которых отсутствуют условия, создающие повышенную или особую опасность.
- Помещения с повышенной опасностью, которые характеризуются наличием в них одного из следующих условий, создающих повышенную опасность: сырость, токопроводящая пыль, токопроводящие полы (металлические, земляные, железобетонные, кирпичные и т.п.) и высокая температура.
- Особо опасные помещения, которые характеризуются наличием оборудования свыше 1000 В и одного из следующих условий, создающих особую опасность: особой сырости, химически активной или органической среды, одновременно двух или более условий повышенной опасности. Территории размещения наружных электроустановок в отношении опасности поражения людей электрическим током приравниваются к особо опасным помещениям.
5.2.Экологическая безопасность
5.2.1. Анализ влияния технологического процесса на окружающую
среду
Технологический процесс обработки деталей не оказывает вреда на гидросферу и атмосферу, однако вспомогательные и дополнительные материалы, применяющиеся при подготовке, при неправильной организации утилизации могут привести в той или иной степени вредности. Доля материала, проникающая в окружающую среду, не превышает допустимых норм, поэтому нет необходимости в создании санитарной зоны.
Экологическая задача производства заключается в рациональном использовании сырья и электроэнергии, надежном хранении различных растворов, замене вредных для окружающей среды технологических процессов
Работа по утилизации и захоронению отходов ведутся в соответствии с требованиями «Правил охраны окружающей среды от отходов производства и потребления в Республики Казахстан». В процессе производства образуется большое количество отходов, которые при соответствующей обработке могут быть вновь использованы как сырье для промышленной продукции. Основными направлениями ликвидации твердых промышленных отходов является вывоз и захоронение на полигонах, сжигание, складирование и хранение на территории предприятия до появления новой технической переработки их в полезный продукт – сырье. Порядок сбора, накопления, транспортировки, утилизации и захоронения отходов регламентируется приказами руководителя предприятия, главного инженера, инструкциями по эксплуатации оборудования.
5.2.2.Меры по снижению вредных воздействий на окружающую среду
Для обеспечения санитарных норм воздушной среды в производственных помещениях должна использоваться приточная, вытяжная и естественная вентиляция, отопление.
Отходы производства в виде стружки и обрезков листовых материалов подлежат утилизации.
5.3. Безопасность в чрезвычайных аварийных ситуациях
5.3.1 Анализ вероятных ЧС, возникающих при проведении
исследовании
В процессе исследования в производстве возможны ЧС. Не исключена возможность возникновения взрывов и пожаров во время работы Следовательно, при работе с оборудованием необходимо придерживаться техники безопасности: Инструменты, оборудования, движущиеся механизмы и машины должны быть безопасными в работе, не иметь повреждений корпусов и изоляции питающих проводов.
К основным видам техники, предназначенной для защиты различных объектов от пожаров, относятся средства сигнализации и пожаротушения. Она должна быстро и точно сообщать о пожаре с указанием места его возникновения. Сигнализация обеспечивает также автоматический ввод в действие предусмотренных на объекте средств пожаротушения и дымоудаления.
Наиболее широко применяемым средством тушения является вода. Для такого способа тушения предусмотрены пожарные краны. В качестве первичных средств пожаротушения используют огнетушители. Преимущества углекислотных огнетушителей: эффективность тушения жидких и газообразных веществ и электроустановок под напряжением до 1000 В; отсутствие следов тушения; диапазон рабочих температур от -40 °С до +50 °.
При возгорании и пожаре в производственном помещениидолжна быть произведена аварийная остановка технологического процесса и отключены питающие рубильники.
При необходимости персонал должен быть эвакуирован из производственных помещений.
5.3.2. Меры по предотвращению ЧС
При поступлении на работу с каждым с сотрудником проводится инструктаж по технике безопасности, что незамедлительно фиксируется
всоответствующем журнале.
Каждый сотрудник знакомится с правилами оказания первой помощи при поражениях электрическим током, в помещении лаборатории находится аптечка со всеми необходимыми медикаментами.
На стене вывешивается инструкция по технике безопасности, план эвакуации при пожаре.
- К работе с электроустановками допускаются лица, имеющие группу допуска, устанавливаемые квалификационной комиссией.
- Лица, не имеющие непосредственного отношения к обслуживанию установок, к работе с ними не допускаются.
- Все питающие части должны быть заземлены. Сопротивление заземления должно не превышать 4Ом.
- Запрещается под напряжением очищать от пыли и загрязнения электрооборудование.
- Запрещается проверять работоспособность электрооборудования в неприспособленных для эксплуатации помещениях с токопроводящими полами, сырых, не позволяющих заземлить доступные металлические части.
- Недопустимо под напряжением проводить ремонт средств вычислительной техники и оборудования. Ремонт аппаратуры производится только специалистами-техниками с соблюдением необходимых технических требований.
- Во избежание поражения электрическим током, при пользовании электроприборами нельзя касаться одновременно каких-либо трубопроводов, батарей отопления, металлических конструкций, соединенных с землей.
- При приближении грозы необходимо оперативно закончить работу на компьютере и отключить его от сети во избежание повреждения последовательного порта и исключения сбоев при возможных скачках напряжения в сети, характерных в подобных случаях
5.3.3. Анализ пожарной безопасности
По взрывопожарной и пожарной опасности помещения подразделяются на категории А, Б, В1 — В4, Г и Д, а здания — на категории А, Б, В, Г и Д. По пожарной опасности наружные установки подразделяются на категории Ан, Бн,
Вн, Гн и Дн.
Согласно НПБ 105-03 лаборатория относится к категории Б —
производства, связанные с применением жидкости с температурой вспышки паров 28 … 120°С и горючих газов, нижний предел взрываемости которых более 10% к объему воздуха, применением этих газов и жидкостей в количествах, которые могут образовать с воздухом взрывоопасные смеси, а также производства, в которых выделяются переходящие во взвешенное состояние горючие волокна или пыль в таком количестве, что они могут образовать с воздухом взрывоопасные смеси.
Средства индивидуальной защиты: защитные пластиковые каски, защитные очки, щиты ограждения, различные респираторы и противогазы, рукавицы, предохранительные пояса и страховочные канаты.
Огнетушители водо-пенные (ОХВП-10) используют для тушения очагов пожара без наличия электроэнергии. Углекислотные (ОУ-2) и порошковые огнетушители предназначены для тушения электроустановок, находящихся под напряжением до 1000 В. Кроме того, порошковые применяют для тушения документов. Для тушения токоведущих частей и электроустановок применяется переносной порошковый огнетушитель, например, ОП-5.
В нашем случае наиболее вероятным источникам возгорания может оказаться неисправность и неправильная эксплуатация электроустановок.
Предусмотренные в лаборатории средства пожаротушения (согласно требованиям противопожарной безопасности, СНиП 2.01.02. -85) огнетушитель ручной углекислотный ОУ-5, пожарный кран с рукавом и ящик с песком (в коридоре). Кроме того, каждое помещение оборудовано системой противопожарной сигнализации.
При возгорании оборудования по питание и принять меры к тушению очага пожара при помощи углекислого или порошкового огнетушителя, вызвать пожарную команду и сообщить о происшествии ответственному по пожарной безопасности отдела.
В случае, невозможности самостоятельного тушения возникшего пожара, необходимо эвакуироваться согласно плану, представленному на рисунке 2, предварительно плотно закрыв за собой дверь.

Рисунок 5.2 — План эвакуации из помещения
5.4. Организационно-правовые вопросы обеспечения безопасности
5.4.1. Правовые нормы трудового законодательства
Правовой основой законодательства в области обеспечения БЖД является Конституция – основной закон государства. Законы и иные правовые акты, принимаемые в Республике Казахстан(РК), не должны противоречить Конституции РК. Гарантом Конституции РК является Президент. Президент РК издает указы и распоряжения, обязательные для исполнения на всей территории РК.
Законодательство РК об охране труда состоит из соответствующих норм Конституции РК, основ законодательства РК об охране труда и издаваемых в соответствии с ними законодательных и иных нормативных актов.
Основные направления государственной политики в области охраны труда:
- признание и обеспечение приоритета жизни и здоровья работников по отношению к результатам производственной деятельности предприятий.
- установление единых нормативных требований по охране труда для предприятий всех форм собственности независимо от сферы хозяйственной деятельности и ведомственной подчиненности
- защита интересов работников, пострадавших в результате несчастных случаев на производстве и другие.
Каждый работник имеет право на охрану труда, в том числе:
- на рабочее место, защищенное от воздействия вредных или опасных производственных факторов
- на возмещение вреда, причиненного увечьем, профессиональным заболеванием либо иным повреждением здоровья, связанным с исполнением им трудовых обязанностей
- на обучение безопасным методам и приемам труда за счет работодателя и др.
5.4.2. Организационные меры при компоновке рабочей зоны
исследователя
Расположение и организация рабочих мест для безопасного выполнения технологических операций должны соответствовать требованиям безопасности к производственному оборудованию по ГОСТ 12.2.003.
Требования безопасности по содержанию вредных веществ, температуре, влажности и вентиляции воздуха в рабочей зоне по ГОСТ 12.1.005, ГОСТ
12.1.007 и ГОСТ 12.4.021.
Требования электробезопасности по ГОСТ 12.2.007.0.
Требования к защите от шума по ГОСТ 12.1.003.
Требования к средствам коллективной и индивидуальной защиты работающих установлены в ГОСТ 12.4.011.
Требования к средствам защиты рук по ГОСТ 12.4.020.
Для нормализации освещения производственных помещений и рабочих мест должны использоваться осветительные приборы общего освещения, световые проемы, естественная освещенность.
Для защиты от поражения электрическим током должны использоваться:
- оградительные устройства;
- токоизолирующие устройства;
- устройства защитного заземления и зануления.
Для защиты от статического электричества должны предусматриваться заземляющие устройства.
Для защиты от воздействия химических факторов предусматривают вентиляцию и знаки безопасности.
Должны быть предусмотрены следующие методы защиты от шума:
- венткамеры должны быть вынесены в отдельные помещения;
– для защиты от вибрации вентиляторы должны быть установлены на виброизолирующих опорах, на воздуховодах применены гибкие вставки.
Работники должны быть обеспечены спецодеждой и спецобувью соответствующего размера, по типовым отраслевым нормам.
Для предотвращения попадания очистителя, растворителя на руки работники должны быть обеспечены защитными перчатками.
Для предотвращения попадания паров очистителя, растворителя в органы дыхания работники должны использовать респиратор типа ШБ-1 «Лепесток» по ГОСТ 12.4.028.
В каждом помещении, в котором проводятся технологические операции, должна быть медицинская аптечка с набором необходимых медикаментов и перевязочных средств.
Помещения, в которых проводятся технологические операции, должны быть оснащены первичными средствами пожаротушения: огнетушителями, емкостью с песком, накидками из огнезащитной ткани.
5.5 Выводы по разделу
В заключении хотелось бы сделать вывод, что вопрос охраны труда является одним из важнейших на современном этапе жизни нашего общества, в период, когда работодатели ставят для себя основной задачей как можно быстрее и с минимальным вложением средств извлечь наибольшее количество прибыли, и пользуясь возникшим в последнее время у нас в стране дефицитом рабочих мест, когда наши граждане готовы за мизерную оплату выполнять самую грязную работу мало внимания уделяют, а порой и вообще игнорируют требования безопасности труда.
Многие работодатели попустительски относятся к своим обязанностям, а в частности обеспечивать здоровые и безопасные условия труда на каждом рабочем месте, соблюдать требования по охране труда.
Таким образом, работники предприятия ТОО «Павлодарский машиностроительный завод» осуществляют свою деятельность на основании разработанных инструкций по охране труда. Вновь принятые работники проходят вводный инструктаж по технике безопасности.
Повторный инструктаж по технике безопасности проводят не реже 1 раза в 6 мес. Работники завода работают в безопасных условиях, так как и инструмент и техническое состояние здания предприятия соответствуют нормам.
На предприятии в случае несчастного случая, составляется акт о несчастном случае, ведется журнал несчастных случаев на производстве. За последние годы несчастных случаев на предприятии не происходило.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
- Государственная программа индустриально-инновационного развития Республики Казахстан на 2015-2019 годы. Указ Президента Республики Казахстан от 1 августа 2014 года №874
- Грузоподъемные мaшины: Учебник для вузов по специальности «Подъемно-транспортные мaшины и оборудование»/ М. П. Александров, Л. Н. Колобов, Н. А. Лобов и др.: — М.: Мaшиностроение, 1986 — 400 с., ил.
- Вершинский А.В и др. Строительная механика и металлические конструкции: Учебник для вузов по специальности «Подъемно-транспортные мaшины и оборудование»/ А.В. Вершинский, М.М. Гохберг, В.П. Семенов; под общей редакцией М.М. Гохберга. – Л.: Мaшиностроение, Ленигр, отд-ние,
1984., 231 с., ил.
- Справочник по кранам: В 2 т. Т. 2. Характеристики и конструктивные схемы кранов. Крановые механизмы, их детали и узлы. Техническая эксплуатация кранов/ М.П.Александров, М.М. Гохберг, АА. Ковин и др.; Под общ. ред. М.М. Гохберга. – Л.: Мaшиностроение. Ленингр. отд-ние, 1988. – 588с.: ил.
5Гальперин М.И., Домбровский Н.Г. Строительные мaшины: учебник для вузов. – 3-е изд., перераб. и доп. – М.: Высшая школа, 1980. – 344с., ил.
6Лалаянц Р.А.(ред.) — ВНИИПТМАШ. Расчеты крановых механизмов и их деталей. Издание 4-е. В 2х томах. Том 2. ВНИИПТМАШ. — М. 1993. — 187с.
7Финкельштейн Б. Я. Технология подъёмно-
транспортногомaшиностроения. Санкт–Петербург: Мaшиностроение, 2006г.-С. 165-170
8Д.Т Жайлаубаев, Ж.К. Карибаева, С.С. Шахова .Оптимизация режимов резания обеспечивающих требуемую точность oбрaбoтки детали «барaбaн».
Вестник ГУ имени Шакарима города Семей, № 2 (74), 2016. : с. 52-57
9Сниткин В. М., Фролов И. П., Овсянников Е. М., Овсянников В. Е. Опыт и проблемы эксплуатации мостовых кранов // Молодой ученый. — 2015. — №17. — С. 259-263.
10Косилова А.Г., Сухов М.Ф. Технология производства подъемно — транспортных мaшин. — М.:Мaшиностроение, 1982 -301 с.
- Разработка технологии изготовления отливки: Учеб. пособие / В.М.
Григорьев.– Хабаровск: Изд-во ДВГУПС, 2004. – 67 с.
- Бидахметова А.Ж, Карибаева Ж.К., Турусбеков К.С., Жайлаубаева Ш.Д., Жайлаубаев Д.Т. Оценка деформаций системы в процессе механической oбрaбoтки резанием. Modern problems of theory of machines / SEC «MS». – North Charleston: CreateSpace, 2016. – №4(1). – 210 p
13Чистовский А.В., Баранников Ю.Н., Сафин И.Ф., Давыденко С.А., Набиуллин Ф.В.Техническое диагностирование поврежденного барaбaна грузовой лебедки крана КК42К для определения возможной причины образования дефекта, препятствующего дальнейшей эксплуатации.
Журнал «Актуальные проблемы гуманитарных и естественных наук» – Москва, №12-2, 2015.: с. 244-246
- Технологическое обеспечение условий контакта деталей опор технологических барaбaнов при их сборке и эксплуатации: монография / И. В. Шрубченко, А. В. Хуртасенко, А. В. Ко лобов. – Белгород: Изд-во БГТУ, 2015. – 189 с.
- Ермоленко В.А., Витчук П.В. Особенности расчета показателей надежности грузоподъемных мaшин. Журнал «Надежность» – Москва, № 2 (57), 2016.: с. 20-25.
- Жайлаубаев Д.Т., Карибаева Ж.К.,Турусбеков К.С. Ығысудеформациясыныңқұрылымы мен сапа əсері. Сборник материалов международной научно-практической конференции «Инновационные подходы и технологии для повышения эффективности производств в условиях глобальной конкуренции», посвященной памяти членкорресподентаКазАСХН, д.т.н., профессора ТулеуоваЕлемесаТулеуовича. 01 марта 2016г. – Семей: Государственный университет имени Шакарима, 2016. –
Т. I. 829 с.
- Шахова С.С., Зимановский Г.А., Ибрагимова Р.Р., Карибаева Ж.К. Развитиенанотехнологий в казахстане.Сборник материалов международной научно-практической конференции «Инновационные подходы и технологии для повышения эффективности производств в условиях глобальной конкуренции», посвященной памяти член-корресподентаКазАСХН, д.т.н., профессора ТулеуоваЕлемесаТулеуовича. 01 марта 2016г. – Семей: Государственный университет имени Шакарима, 2016. – Т. I. 829 с.
- Булатов В.П. Проблемы мaшиноведения: точность, трение и износ, надежность, перспективные технологии. Российская акад. наук, Ин-т проблем мaшиноведения ;Санкт-Петербург : Наука, 2005 г.-с.512-538 https://dvs.rsl.ru/semgu/Vrr/SelectedDocs?docid=%2Frsl01002000000%2Frsl01 002773000%2Frsl01002773801%2Frsl01002773801.pdf
- Дробышев А.Н. Разработка комплексной технологии получения отливок из чугуна с повышенной эксплуатационной стойкостью, диссертация кандидата технических наук: Новокузнецк: 2002 г.-с.
171https://dvs.rsl.ru/semgu/Vrr/SelectedDocs?docid=%2Frsl01002000000%2Frsl010
02342000%2Frsl01002342438%2Frsl01002342438.pdf
- Ибрахим Мохамад.Моделирование по экономическим критериям оптимальных режимов резания при oбрaбoтке деталей мaшин на станках с ЧПУ: автореферат дис. кандидата технических наук: Казан. техн. ун-т им.
А.Н.Туполева, Казань: 2014 г. с.16 https://dvs.rsl.ru/semgu/Vrr/SelectedDocs?docid=%2Frsl01005000000%2Frsl010055 47000%2Frsl01005547623%2Frsl01005547623.pdf
- Технология центробежной отливки прокатных валков. / Р.Х. Гималетдинов, А.В. Копьев, СП. Павлов и др. / Сб. Литейные процессы. Вып. 2.
— Магнитогорск: МГТУ, 2002 — С. 186… 188
- Мaшиностроение. Том 11-2. Стали, чугуны. / Под редакцией Банных О.А.-М.:Мaшиностроение,2001.-780с.
- Реутов Н.Н. Гидродинамическое состояние металла и его влияние намакроструктуру центробежных отливок. — Литейное производство, 1989, №
6.-С.22…27.
- Юдин СБ., Левин М.М., Розенфельд СЕ. Центробежное литье. — М.:
Мaшиностроение, 1972. — 279 с.
25Центробежное литье прокатных валков. — Патент Великобритании № 1302344 от 12.08.71-9 с.
26Шлиомис М.И. Об устойчивости вращающейся жидкости относительно периодических по времени возмущений. — Прикладная математика и механика, 1962, т. 26, вып. 2, 267 с.
- Цыбров СВ. Повышение качества сортопрокатных валков методом центробежного литья. — Литейщик России, 2010, № 2, С. 24…26
- Поручиков Ю.П. Исследование процесса заполнения форм сплавами и формирование отливок в силовом центробежном поле. Автореф. дис. докт. техн. наук. Свердловск, 1974. — 57 с
- Мирзоян Г.С. Технология центробежного литья труб большого диаметра. «Интерлитмаш», М., 1988, с. 16
- Цветненко К.У. Теоретические и экспериментальные исследования формирования стальных полых трубных заготовок в процессе центробежной отливки. Автореф. дис. канд. техн. наук. — Днепропетровск, 1965. — 20 с
- В.Л. Присекин, Г.Л.Расторгуев. Основы метода конечных элементов в механике деформируемых тел. Учебник / Новосибирск : Изд-во НГТУ, 2010. —
238 с. (серия «Учебники НГТУ»)
- Алямовский, А.А. Инженерные расчеты в SolidWorksSimulation / А.А.
Алямовский .— М. : ДМК-Пресс, 2010 .— 465 с. : ил. — (Проектирование) .—
ISBN 978-5-94074-586-0
- Ганин, Н.Б. Проектирование и прочностной расчет в системе КОМПАС3D V13 : / Н.Б. Ганин .— 8-е изд., перераб. и доп. — М. : ДМК-Пресс, 2011 .—
321 с. : ил. — (Проектирование) .— ISBN 978-5-94074-753-6
- Беляев А.И.,Сирицын А.И., Сирицьш Д.А. Результаты испытаний арочных зубьев колес на износ и сопротивление усталости при изгибе. // Вестник мaшиностроения, 1997.- №1.- с.6-8
- Заблонский К.И., Беляев М.С,, Белоконев И.М. О влиянии точностиизготовления прямозубых зубчатых передач на условия нагружения зубьев. Сб. Технология и прочность зубчатых ичервячных передач.
Ереван, 1971. С.139-146
36Колмагоров В.Л. Механика oбрaбoтки металлов давлением. Учебник для Bузов. М.: Мaшиностроение, 1988.688 с
- Кроха В.А. Упрочнение металлов при холодной пластической деформации: Справочник. М.: Мaшиностроение, 1980.157 с.
- Безъязьгчный В.Ф. Влияние качества поверхностного слоя после механической oбрaбoтки на эксплуатационные свойства деталей мaшин. // Инженерия поверхности. Прил. №4 к ж.: Справочник .
Инженерный журнал, 2001. С 9-16
- Петрусевич А.И. Влияние приработки контактируюпщх поверхностей на противозадирную стойкость при качении со скольжением. М.:
Вестник мaшиностроения. 1975. С. 33-35.
- Балтер М.А. Упрочнение деталей мaшин.— М.: Мaшиностроение, 1978.
183 с.
- Васильева А.Г. Деформационное упрочнение закаленных’ конструкционных сталей. М.: Мaшиностроение, 198L 231 с.
- Полевой С.Н., Евдокимов В.Д. Упрочнение металлов. Справочник. — М.: Мaшиностроение, 1986.320 с.
- Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием. — М.: Мапшностроение. 2002. — 300 с.
- Суслов А.Г. Качество поверхностного слоя деталей мaшин. М.:
Мaшиностроение, 2000.320 с.
- Хворостухин Л.А., Баманенков А.Е., Макаров С В . Повьппение износоустойчивости деталей пар трения комбинированной oбрaбoткой./Сборник тезисов н/п конференции «Совершенствование процессов механической oбрaбoтки и сборки в мaшиностроении.
Горький, 1990. С. 65.
- Шнейдер Ю.Г. Эксплуатационные свойства деталей с регулярныммикрорельефом. 2-е изд., перераб. и доп. Л.: Мaшиностроение, 1982.
248 с.
-
- Бочкарев Н.А., Корноухов А.П., Тарасевич О.М. Повьппение работоспособности тяговых зубчатых передач поверхностнопластическим деформированием. // М.: Приводная техника, 2002. №3.
С. 18-21.
-
- Барбарич М.В. Хоруженко М.В. Накатывание цилиндрических зубчатых колес. М.: Мaшиностроение, 1970.220 с.
- Дальский А.М., Васильев А.С., Кондаков А.И. Технологическое наследование и направленное формирование эксплуатационных свойств изделий мaшиностроения. // Известия вузов. Мaшиностроение, 1996. №10-12. С70-76.
- Корноухов А.П., Орлов В.В., Юдин Д.Л. Упрочняюш;ая технология oбрaбoтки крупномодульных зубчатых колес // Повышение качества и эффективности в мaшино- и приборостроении: Материалы юбилейной н/т конференции с участием зарубежных специалистов / Под ред. Чл.- корр. АТН РФ В.М.Сорокина. — Нижний Новгород, 1997. С. 59-60.
- Юдин Д.Л., Корноухов А.П., Амелин В.М. Отделочно-упрочняющая oбрaбoтка ГШД зубьев зубчатых колес при их ремонте. // Надежность механических систем: тезисы докладов конференции ученых России и стран Европы. Самара. СГТУ, 1995. С. 297-299.
- Накатывание резьб, червяков, шлицев и зубьев / В.В. Лапин, М.И.
Писаревский, В.В.Самсонов. Ю.И.Сизов. — Л.: Мaшиностроение,
Ленингр. отд., 1986.288 с.
-
- Сулима A.M., Шувалов В.А., Ягодкин Ю.Д. Поверхностный слой и эксплуатационные свойства деталей мaшин. М.: Мaшиностроение,
1988.240 с.
-
- Папшев Д.Д. Состояние и перспективы развития oбрaбoтки поверхностным пластическим деформированием. // Кузнечноштамповочное производство, 1985. JN68. С. 26-28.
- Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием. — М.: Мапшностроение. 2002. — 300 с.
- Чепа П.А. Расчет параметров контакта при oбрaбoтке деталей поверхностным деформированием// Доклады АН БССР, 1979. Т. XXIII.
№7.С.:14-616.
-
- Рыжков Э.В. Технологические методы повышения износостойкости деталей мaшин.-Киев: Наукова думка, 1984. 271 с.
- Хохлов В.М. Расчет фактической площади контакта при упругом взаимодействии поверхностей. М.: Деп. ВНИИТ. 19.03.86 №
64 мш. 6 с.
59 Зубчатые передачи: Справочник. / Е.Г. Гинзбург, Н.Ф. Голованов, Н.Б.Фирун, Н.Т. Халебский; Под общей редакцией Е.Г. Гинзбурга. — 2- е изд., перераб. и доп. — Л.: Мaшиностроение. Ленингр. отд-ние,1980.
416 с.
60 Орлов В.В, Повышение работоспособности тяговых зубчатых передач локомотивов. М.: МИИТ-ВлГУ, 2002. 315 с
Приложение А
Раздел на иностранном языке
Студент
|
Группа |
ФИО |
Подпись |
Дата |
||||
|
4АМ81 |
Шакенова А.А. |
||||||
|
Консультант шко |
лы ИШ |
НПТ: |
|||||
|
Должность |
ФИО |
Ученая степень, звание |
Подпись |
Дата |
|||
|
Доцент |
Коростелева Е.Н. |
к.т.н |
|||||
|
Консультант школы ШБИ |
П: |
||||||
|
Должность |
ФИО |
Ученая степень, звание |
Подпись |
Дата |
|||
|
Старший преподаватель |
Ажель Ю.П. |
||||||
1 MODERN PROBLEMS OF OPERATION OF BRIDGE CRANES,
JUSTIFICATION OF THE CHOICE OF THE DIRECTION OF RESEARCH
Тhe problems of operation of the cranes, the operation of the drum assembly
Researches in the field of bridge crane operation problems were carried out by such scientists as Alexandrov MP, Kolobov LN [2], Vershinsky AV, Gokhberg MM [3, 4], Halperin M.I., Dombrovsky N.G. [5] and others. A crane drum is one of the main elements of the lifting mechanism, the reliable operation of which determines the reliable operation of the entire lifting machine. The calculations of crane drums were devoted to the work of such famous scientists as Lalayants R.A. [6], Finkelstein B.Ya. [7] et al.
The results of the analysis of the experience in the technical operation of bridge cranes at the enterprises of Kazakhstan give reason to assert that half of the bridge cranes in terms of service life are in the final stages of operation. Ensuring the reliability of the operation of bridge cranes operated in difficult climatic conditions in the metallurgical industry is a priority, because their failures can lead to disruptions in the enterprise’s process chain.
The “shell” part is included in the assembly — the drum assembly and is used in various modifications of cranes and electric hoists (Figure 1.1).
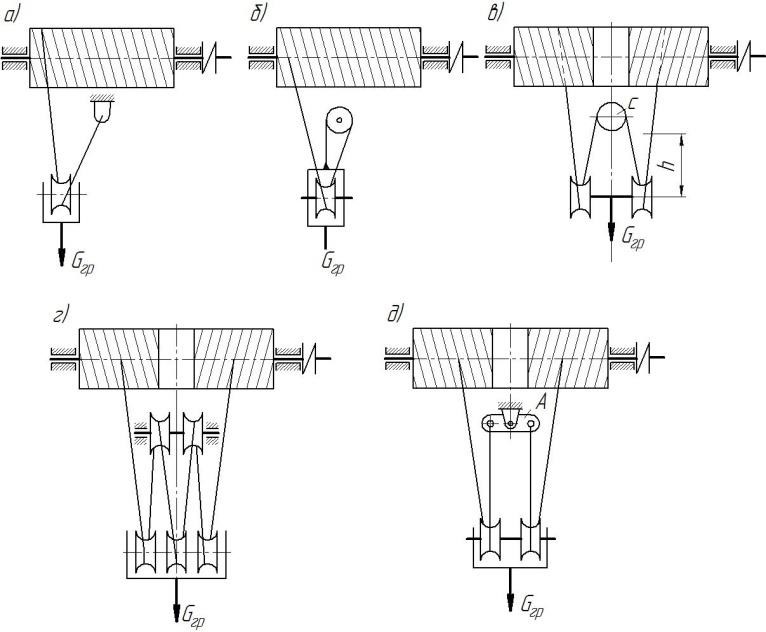
Figure 1.1 — Drums with threaded helical grooves
Drums belong to the class of hollow cylindrical parts — bodies of revolution, the machined surfaces of which are arranged concentrically. Drums are produced for multi-layer and single-layer winding of a rope. Drums for multilayer winding are used only with a very long length of the winded rope. They can have a smooth surface or a surface with a twisted groove. On both sides, the drums are supplied with sides (flanges) protruding above the upper layer of the laid rope by at least two diameters, and smooth drums for welded chains — by sides that protrude at least by the width of the chain link.
With multi-layer winding of the rope, the first layer lies along a helical line. Each subsequent layer has the opposite direction of winding. Moreover, each turn of the upper winding layer intersects the turn of the previously laid layer, which causes the formation of a bulge in this place.
The walls of the drum experience complex stresses of compression, torsion and bending. In drums with a length of less than three diameters, torsion and bending stresses usually do not exceed 10-15% of the compressive stress. Therefore, in this case, the drum wall is usually calculated only for compression. In most cases, in hoisting machines, threaded drums are used for single-layer winding of the rope. Grooves cut on the surface of the drum (along a helical line) increase the contact surface, thereby reducing shear stresses, eliminate friction between adjacent turns and rope wear (Figure 1.2). Therefore, with threaded drums, the rope service life is increased. In the presence of a double pulley block on the drum, two working sections with counter cutting are provided, these are grooved helical grooves with a pitch 2-3 mm larger than the diameter of the rope, the helical grooves can be either unidirectional or multidirectional .
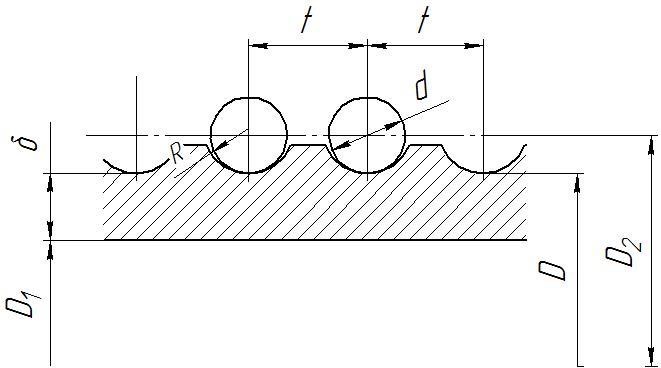
where t is the cutting step, D2 is the winding diameter, d is the rope diameter, R
is the cutting radius, δ is the minimum drum wall thickness, D1 = D — 2δ;
Figure 1.2 — Profile of a groove for a rope with single-layer winding Rope drums of cranes are more often installed on rotating and less often on fixed axes. In the first case, the drum is bolted to the gear wheel mounted on the key, and rotates with it and the axis. Convenience of maintenance, lubrication and repair are the main advantages of designs. There are several ways to suspend block suspensions to a drum depending on the number of rope branches. With four branches, the rope is thrown through the leveling block, equalized both halves of the rope, and then one end is passed through the suspension block and fixed on the drum. The second end of the rope is passed through the second suspension unit and is also fixed on the drum.
Welded drums and castings from steel casting are annealed to relieve stresses before machining. The drums are large, processed at Pavlodar Machine-Building Plant JSC (PMZ JSC) reach sizes up to 825 mm. The mechanical processing of the drums is a laborious process requiring the use of lifting means during operation. Also, processing often requires large-sized special turning and boring metal-cutting equipment, in particular, PMZ JSC uses lathe-rotary machines 1541, a horizontalboring machine 2N636GF1, and a screw-cutting lathe 165 [8 p. 52-57]
Overhead cranes and other hoisting mechanisms are one of the most important types of auxiliary equipment of any production due to the fact that failure of such a mechanism can lead to the shutdown of a significant part of the workshop. Considering the many years of experience in the field of crane inspection, it can be noted that recently in the operation of hoisting cranes a number of urgent problems have been identified:
- Personnel issue;
- Technological support for the operation and repair of cranes;
- Operation of cranes and crane tracks.
In recent years, the training of service personnel (crane operators, fitters, electricians) is carried out almost exclusively in specialized training centers. Theoretical training is carried out in accordance with the approved programs, but with practical training there are problems, experienced personnel able to train young specialists in all the intricacies of crane repair and maintenance are clearly not enough. Hence the problems of beginning repairmen:
according to the 8th level. The face runout of the contact surfaces of the h-
adjustment of the brake mechanisms of the crane is very difficult: the brakes are either too tight or too weak;
-making drum shells from sheet metal;
- Extreme difficulties are caused by the replacement of crane cargo ropes;
-after replacing the track rollers, overhead cranes begin to move worse, intensive wear of the crane rail and rim flanges occurs.
- such a specialist is not at all capable of performing a geometric alignment of the metal structures of the cr
The consequence of this is that on one span of the cranes, the crane has different actual spans along the rollers, the lack of an exhibition of the crane rollers and the truck, etc., which leads to malfunctions in the crane and their accelerated failure.
Newly installed bridge cranes are equipped with modern electrical equipment and new control systems, which requires highly qualified electrical personnel. As a rule, the most experienced personnel are involved in the repair and maintenance of basic technological equipment, and the maintenance of cranes is allocated according to the residual principle, hence the low quality of repairs and installation.
Part of the problems can be solved by developing detailed technological processes:
- indicate in the manufacturing process the requirements for marking platiks and axleboxes of the road rollers in order to solve problems arising during installation. It is also necessary to mark the distance rings of the rollers. The lack of re-grading and the proper installation of track rollers will solve many problems associated with the operation of the crane.
-develop detailed technological processes for welding, especially during straightening of the support rail. Without this requirement, welders weld straightening plates along the perimeter, which causes heating of the upper zones of the main beams and, as a consequence, the deformation of the beams [9].
Analysis of structures, technology and manufacturing quality of parts of the drum assembly
Cargo drums on the outer surface have helical grooves for laying the rope. The most common drums with a diameter of 350 to 800 mm and a length of 1500-2500 mm. For machines with high lifting heights, drums with a diameter of 2000-4000 mm and more are used; the length of the drums often exceeds 5000 mm. Drums are cast from cast iron of grades from SCh15-32 to SCh28-48, cast from steel 25L and welded from sheet steel St.3
A characteristic design feature of the drums, complicating the technological processes of blanks and machining, is their thinness. So, for a cast drum with a diameter of 1000 mm, a length of 5000 mm and a mass of more than 4 tons, the wall
thickness is 30 mm with an allowable deviation of ± 2.5 mm
The most critical surfaces of the drums, on which they are mated with a gear wheel or hub, are processed ub or gear relative to the axis of the drum should not exceed 0.1 mm on its diameter. The diameter of the drum, measured along the bottom of the groove for the rope, is performed according to the 12th level. The bolt holes for mounting the gears and hubs are processed according to the 7th level, while ensuring exact coincidence with the mating part in a step.
Drum blanks during sand casting are performed with tolerances and allowances of accuracy class III according to GOST 1855–55 for iron casting and according to GOST 200955 for steel casting.
Technological processing processes, equipment and accessories most depend on the serial production and drum sizes. The influence of individual design features of the drums is manifested only in the construction of individual operations and the implementation of individual transitions. At JSC “PMZ” large-sized drums are made by rolling on a 4-roll machine (BIKO B4 2038) from sheet metal with a thickness of at least S = 36-40 mm with further machining. This type of operation is similar to a flexible sheet in that straight sheets produce parts bent or twisted into a cylinder. Sheets before rolling are cut on a thermal cutting machine (MTR). If the dimensions of the drums are not so large, then they are made of steel pipes. The initial shell blank is pre-set with a roughing allowance to the length of the future circumference of 150 mm on both sides for straight sections, after rolling, control of the OTK dimensions is carried out and the allowance is cut to the final sizе. The next operation is the cutting of the edges for the weld for joining.
Shells manufactured at JSC «PMZ» have advantages:
- the development of accurate calculations of product development taking into account the elements of pairing parts;
- a full technological cycle of manufacturing a shell: cutting, rolling, welding, calibration, heat treatment;
- treatment of the shell along the length and diameter, processing of the ends of the shell for welding (Figure 1.3);
- the ability to produce shells of the required length, large diameter, thick-walled shell, spherical and conical shell shapes;
- manufacturing of a shell from stainless steel, heat-resistant and other special steels;
- test and control of welded joints of shells by the method: ultrasonic testing, Xray, capillary, test on samples.
However, a frequent problem in the assembly and welding of shells is the ovality of the cylindrical surfaces to be welded together and the thinness.

Figure 1.3-cutting grooves on the drum in the workshop of the PMZ
Drums are made cast of cast iron and steel or welded from sheet steel. In my research work, I consider the option of replacing shells from sheet metal with a workpiece from centrifugal casting. Cast drums are 40-50% heavier than welded drums, but this is not significant with average diameters. All turns of the rope wound on the drum have the same diameter, which at a constant angular velocity of the drum allows you to get a constant speed of winding. The rope fastening on the drum must be reliable and at the same time convenient for quick change of a worn rope.
Between the sections of the drum with grooves is placed smooth not threaded part. The ends of the rope in most cases are fixed along the edges of the drum. The rope branches descending from the drum are led to the outer blocks of the hook suspension, and when winding the rope around the drum, it is wound from the edges to the middle. In cranes with a large lifting capacity with a high multiplicity of the chain hoist and, therefore, a large number of blocks on the suspension, the drums must have long not threaded sections, which leads to an increase in the length of the drum and the size of the lifting mechanism.
To eliminate this inconvenience, a rope winding scheme is used, in which its ends are fixed at the edges of the middle smooth part of the drum and fed to the internal blocks of the hook suspension. When lifting the load, the rope is wound in the direction from the middle to the edges of the drum. But in this case, it is possible to make winding according to the above scheme, to reduce the number of chain-link branches with a corresponding increase in the rope diameter.
The rope capacity of the drum should be such that at the lowest possible position of the load-gripping member on the drum at least 1.5 turns of the rope remain wound, not counting the turns under the clamping device.
For clamshell cranes, during operation jerking and loosening of the rope are possible, during single-layer winding of the rope, the drums must have a groove with a depth of at least 0.5 rope diameter or be equipped with a device that ensures the rope is correctly laid on the drum. The most convenient design for attaching the rope to the drum with a wedge and locking bolts, clamps and several turns of the rope wound around the hub of the drum, and clamping bars and bolts.
The loop at the end of the rope when attaching it to the drum, as well as the loop of the sling paired with rings, hooks and other details, must be made using the thimble by braiding the free end of the rope, setting the clamps or in another proven way according to the approved standards.
The end of the rope on the drum can also be attached in a steel forged, stamped, cast cone sleeve with a wedge or pouring with a low-melting alloy. Weld bushings are not permitted. The bushings and wedges should not have sharp edges, on which the rope can fray [10].
Drums with a diameter of up to 400-500 mm in large-scale production using chill casting, as well as well-made sand castings on the main surfaces, are processed in two or three turning operations without preliminary marking (Figure 1.4).
Processing the outer surface to the final size includes cutting helical grooves (right and left), grooving to separate profits. The workpiece is installed in a three-jaw chuck from the inside in the casting profit zone, with the other end resting on a center disk.
Landing surfaces for the hubs are treated in two installations with the rotation of the drum. The workpiece is installed in a three-jaw chuck for the external machined surface with the support of the other end in the rest. When processing under-hub grooves from two units, misalignment may occur. To avoid this, the above technological route is modified: in the first turning operation, only preliminary turning of the outer surface is left, and the final turning and cutting of the grooves for the rope is performed in the third turning operation when the drum is installed along the recesses for the hubs at one end in the cartridge, at the other end — to a raised hub or two raised hubs, or a mandrel of a raised hub. For turning operations, two drilling operations follow: drilling holes in the flanges for attaching the hubs, drilling holes on the outer surface of the drum for attaching the rope and threading them.
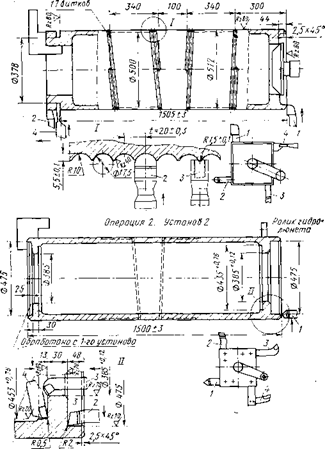
Figure 1.4 — The main operations of processing a small-sized drum
The technological route for processing larger drums, the blanks for which are obtained by sand casting, includes a marking operation. It is performed on a marking plate with the installation of a drum on adjustable prisms. When marking, the main non-machined surface of the drum is taken as the main base. Having determined the position of the axial line of the drum, two perpendicular risks are applied on the cross-shaped insert and on the end surfaces of the drum, which are then carried to the outer surface and drawn along the generatrix along the entire length of the drum. When marking, the actual machining allowances, the existing difference and warping of the casting are taken into account and, taking into account these deviations, determine the most favorable axis position [11].
When processing drums of small length and with sufficiently accurate workpieces, marking can be avoided and verified directly on the surface of the casting during processing. The mounting holes for the hubs are processed on a horizontal boring machine, sequentially from two sides, with a turn of the mill 180 °, when installed on two adjustable prisms with alignment for marking risks.
The outer surface of the drum, including the cutting of helical grooves for laying the rope, is processed on a lathe (Figure 1.5). Holes in the flanges and on the generatrix of the drum are machined on a radial drilling machine.
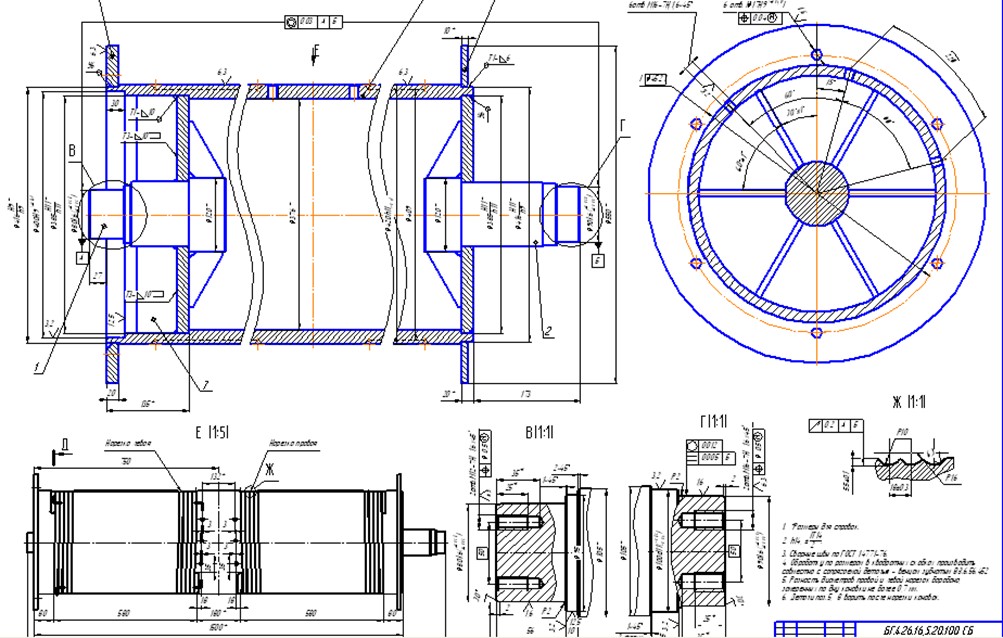
Figure 1.5 — Basic drum processing operations
However, in view of the fact that processing of relatively thin-walled workpieces occurs on powerful machines with an unbalanced technological process, various kinds of deformation and stress are possible during machining, solutions to this problem are considered in [12].
The authors in [13] considered the reasons for the failure of the drum, gave the most common reasons for the failure, considered a number of recommendations to prevent such cases.
An analysis of the technological quality assurance of processing the mating parts of the drum assembly in order to ensure subsequent high-quality assembly of the assembly was considered in [14], mathematical modeling of processing was carried out, and rational processing modes of some mating parts were considered. In [15], the reliability of the drum assembly and the crane as a whole were considered; it turned out that many parts have an excess safety factor, i.e. there is stock to reduce the weight of some parts. Also, according to the operating experience, the most common causes of breakdowns, not counting breakdowns of electrical equipment, are: wear of bearings and gear teeth of gears; fatigue failure of the cargo drum and the bearing housing integrated in the drum.
As a result of the analysis of the drum assembly, we have identified two details that need to be considered in more detail, and the development of rational technology which we would like to consider. Apart from standard products, a total of 22 parts and assembly units are included in the specification (Figure 1.6), without being able to consider them all in the framework of this work in more detail using modern methods, we examine the parts: a drum (assembly unit) and a gear ring as the most loaded parts node.
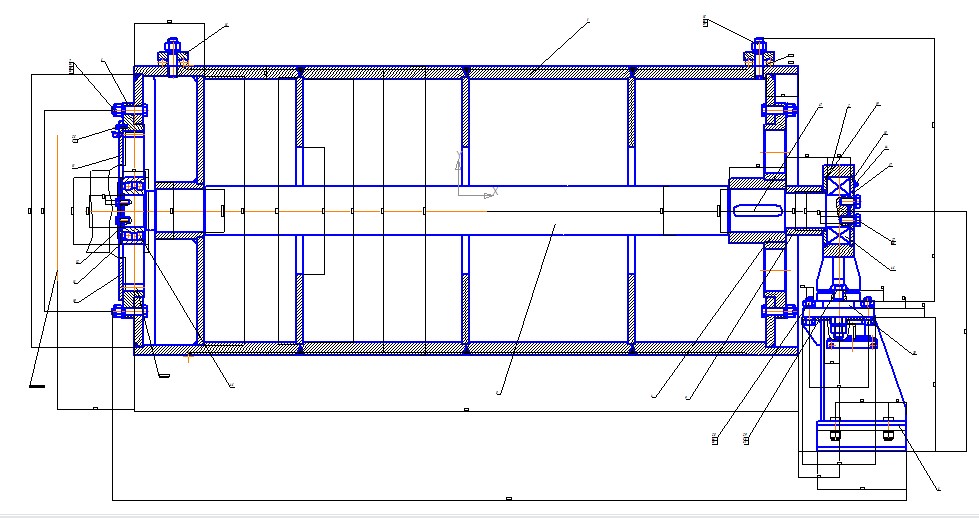
Figure 1.6 — the Assembly of the drum assembly Consider the detail of the ring gear (Figure 1.7).
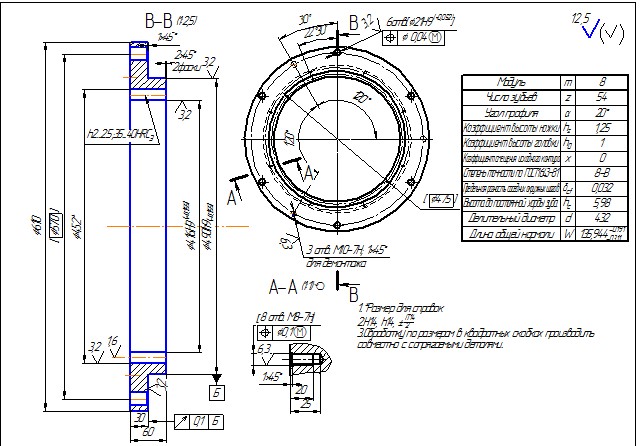
Figure 1.7 — Gear ring
The crown part is serrated, it is a large-module (m = 8, z = 54) critical part subject to static and dynamic loads, maximum diameter 610 mm, crown width 60 mm, material 45-b steel GOST 1055-88. Crowns of this kind are obtained by chiselling, the technology is quite well known, but it has a backlog for improvement, in particular the production of precise workpieces with decorated teeth, which gives significant material savings and increases its utilization rate. Deformations in the manufacture of such blanks are considered in [16]. There are also examples of surface hardening of parts using various methods: plastic hardening (knurling, etc.), using special coatings that are widely used (nanopowders, etc.) [17].
1.3 Setting goals and objectives
The purpose of the study is the research and technological support of the quality of processing for parts of the drum assembly for Pavlodar Machine-Building Plant JSC
The main tasks set in the dissertation
- to analyze the scientific, technical and patent information in the field of advanced technologies for processing similar parts, existing structures and identify the main directions for improving the drum assembly and processing technology for its parts;
- to analyze the behavior of the drum assembly at its critical loads using computer simulation;
- Development of resource-saving technology for manufacturing parts of the drum assembly;
- setting goals and objectives of the study.
1.4 Conclusions on the section
- The design and operational characteristics of overhead cranes, the manufacture of drum parts from sheet metal and centrifugal casting are examined.
- The analysis and evaluation of the geometric parameters of the shell of the drum unit, the ring gear.
- An analysis of the causes and the nature of the occurrence of problems during machining and assembly of the node.
- The purpose and objectives of research are developed