Министерство образования и науки Российской Федерации федеральное государственное автономное образовательное учреждение высшего образования
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ
ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Инженерная школа природных ресурсов
Направление подготовки Нефтегазовое дело
Отделение нефтегазового дела
МАГИСТЕРСКАЯ ДИССЕРТАЦИЯ
| Тема работы | |||||||
| Анализ эффективности подготовки нефти при увеличении объема добычи на нефтяном месторождении «М» (Томская область) | |||||||
| УДК 622.276.8-027 236(571.16)
Студент |
|||||||
| Группа | ФИО | Подпись | Дата | ||||
| 2БМ6Г | Матвеев Егор Павлович | ||||||
|
Руководитель ВКР |
|||||||
| Должность | ФИО | Ученая степень, звание | Подпись | Дата | |||
| Доцент | Шишмина Л.В. | к.х.н., с.н.с. | |||||
|
КОНСУЛЬТАНТЫ: По разделу «Финансовый менеджмент, ресурсоэффективность и ре |
сурсосбережение | » | |||||
| Должность | ФИО | Ученая степень, звание | Подпись | Дата | |||
| Доцент | Шарф И.В. | к.э.н. | |||||
| По разделу «Социальная ответственность» | |||||||
| Должность | ФИО | Ученая степень, звание | Подпись | Дата | |||
| Ассистент | Абраменко Н.С. | ||||||
| ДОПУСТИТ |
Ь К ЗАЩИТЕ: |
||||||
| Руководитель ООП | ФИО | Ученая степень, звание | Подпись | Дата | |||
| Нефтегазовое дело | Зятиков П.Н. | д.т.н. | |||||
Томск – 2018 г.
39
ПЛАНИРУЕМЫЕ РЕЗУЛЬТАТЫ ОБУЧЕНИЯ ПО ООП
| Код результата | Результат обучения |
| Р1 | Применять естественнонаучные, математические, гуманитарные, экономические, инженерные, технические и глубокие профессиональные знания в области современных нефтегазовых технологий для решения прикладных междисциплинарных задач и инженерных проблем, соответствующих профилю подготовки |
| Р2 | Планировать и проводить аналитические и экспериментальные исследования с использованием новейших достижений науки и техники, уметь критически оценивать результаты и делать выводы, полученные в сложных и неопределённых условиях; использовать принципы изобретательства, правовые основы в области интеллектуальной собственности |
| Р3 | Проявлять профессиональную осведомленность о передовых знаниях и открытиях в области нефтегазовых технологий с учетом передового отечественного и зарубежного опыта; использовать инновационный подход при разработке новых идей и методов проектирования объектов нефтегазового комплекса для решения инженерных задач развития нефтегазовых технологий, модернизации и усовершенствования нефтегазового производства |
| Р4 | Выбирать оптимальные решения в многофакторных ситуациях, владеть методами и средствами технического моделирования производственных процессов и объектов нефтегазовой отрасли; управлять технологическими процессами, обслуживать оборудование, использовать любой имеющийся арсенал технических средств, обеспечивать высокую эффективность при разработке нефтегазовых объектов |
| Р5 | Самостоятельно учиться и непрерывно повышать квалификацию в течение всего периода профессиональной деятельности; активно владеть иностранным языком на уровне, позволяющем работать в интернациональной среде, разрабатывать документацию и защищать результаты инженерной деятельности |
| Р6 | Работать эффективно в качестве члена и руководителя команды, умение формировать задания и оперативные планы всех видов деятельности, распределять обязанности членов команды, нести ответственность за результаты работы; координировать работу групп по извлечению и совершенствованию добычи нефти, газа и газового конденсата, передавать знания через наставничество и консультирование |
| Р7 | Внедрять, эксплуатировать и обслуживать современные машины и механизмы для реализации техно-логических процессов нефтегазовой области, обеспечивать их высокую эффективность, соблюдать правила охраны здоровья и безопасности труда, выполнять требования по защите окружающей среды |
| Р8 | Проявлять профессиональную осведомленность о передовом отечественном и зарубежном опыте в моделировании динамически вязких сред и низкопроницаемых коллекторов |
| Р9 | Предлагать процедуры оценки эффективности промысловых работ и оптимизации работы оборудования при добыче нефти, газа и газового конденсата, обеспечение энергоэффективности технологических процессов |
| Р10 | Обеспечивать внедрение новых методов, материалов и нефтегазового оборудования в осложненных условиях эксплуатации нефтяных и газовых скважин, прогнозировать режимы безопасной работы нефтегазового оборудования по динамическим, локальным и осредненным параметрам |
| Р11 | Контролировать выполнение требований регламентов для обеспечения добычи нефти, газа и газового конденсата и повышение интенсификации притока скважинной продукции |
| Р12 | Совершенствовать, разрабатывать мероприятия и/или подготавливать бизнеспредложения по технологическому процессу и технологическим мероприятиям при добыче нефти, газа и газового конденсата на основе производственного менеджмента и планирования работ в сфере нефтегазодобычи |
| Р13 | Корректировать программы работ по добыче нефти, газа и газового конденсата, выбирать и принимать решения в нестандартных ситуациях, опираясь на государственные стандарты в области нефтегазодобычи |
Министерство образования и науки Российской Федерации федеральное государственное автономное образовательное учреждение высшего образования
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ
ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
УТВЕРЖДАЮ:
Руководитель ООП
_____ _Зятиков П.Н.
ЗАДАНИЕ
на выполнение выпускной квалификационной работы В форме:
| Магистерской диссертации | ||
|
Студенту: |
||
| Группа | ФИО | |
| 2БМ6Г | Матвееву Егору Павловичу | |
| Тема работы: | ||
| Анализ эффективности подготовки нефти при увеличении объема добычи на нефтяном месторождении «М» (Томская область) | ||
| Утверждена приказом директора | 28.04.2018 №3073/c | |
| Срок сдачи студентом выполненной работы: | 29.05.2018 | |
ТЕХНИЧЕСКОЕ ЗАДАНИЕ:
| Исходные данные к работе | Тексты и графические материалы отчетов и научноисследовательских работ, технический регламент установки подготовки газа, нормативные документы, проект разработки месторождения, фондовая и периодическая литература, монографии, учебники, динамика добычи жидкости и газа в период эксплуатации месторождения, Результаты лабораторных исследований пластовой нефти, газа и воды | |
| Перечень подлежащих исследованию, проектированию и разработке вопросов | 1.Введение
2.Водонефтяные эмульсии 3.Инверсия водонефтяных эмульсий 4.Постановка задачи исследования 5.Объект и методы исследования 6.Исследование влияния количества сырья на качество подготовки нефти 7.Обсуждение результатов 8.Финансовый менеджмент, ресурсоэффективность, ресурсосбережение 9.Социальная ответственность 10.Заключение |
|
| Перечень графического материала | 1.Введение
2.Действующая технология подготовки нефти 3.Физико-химические свойства пластового флюида 4.Адаптация модели пластовой нефти 5.Определение оптимального давления первой ступени сепарации 6.Оценка пропускной способности установки подготовки нефти 7.Материальный баланс установки подготовки нефти |
|
| 8.Заключение | ||
| Консультанты по разделам выпускной квалификационной работы | ||
| Раздел | Консультант | |
| Финансовый менеджмент | Шарф И.В. | |
| Социальная ответственность | Абраменко Н.С. | |
| Иностранный язык | Уткина А.Н. | |
| Дата выдачи задания на выполнение выпускной квалификационной работы по линейному графику | 10.02.2018 | |||||
|
Задание выдал руководитель: |
||||||
| Должность | ФИО | Ученая степень, звание | Подпись | Дата | ||
| Доцент | Шишмина Л.В. | к.х.н., с.н.с. | ||||
|
Задание принял к исполнению студент: |
||||||
| Группа | ФИО | Подпись | Дата | |||
| 2БМ6Г | Матвеев Е.П. | |||||
ЗАДАНИЕ ДЛЯ РАЗДЕЛА
«ФИНАНСОВЫЙ МЕНЕДЖМЕНТ, РЕСУРСОЭФФЕКТИВНОСТЬ И
РЕСУРСОСБЕРЕЖЕНИЕ»
Студенту:
| Группа | ФИО | |||
| 2БМ6Г | Матвееву Егору Павловичу | |||
| Школа | ИШПР | Отделение школы | Отделение нефтегазового дела | |
| Уровень образования | Магистратура | Направление | Нефтегазовое дело | |
| Исходные данные к разделу «Финансовый менеджмент, ресурсоэффективность и ресурсосбережение»: | |
| 1. Стоимость ресурсов научного исследования (НИ): материально-
технических, энергетических, финансовых, информационных и человеческих |
Оценка затрат на установку 3-х фазного сепаратора |
| 2. Нормы и нормативы расходования
ресурсов |
РД 153-39-007-96 |
| 3. Используемая система налогообложения, ставки налогов, отчислений, дисконтирования и кредитования |
|
| Перечень вопросов, подлежащих исследованию, проектированию и разработке: | |
| 1. Оценка коммерческого и
инновационного потенциала НТИ |
Обоснование перспективности установки 3-х фазного сепаратора при увеличении объема добычи на нефтяном месторождении М |
| 2. Планирование процесса управления НТИ: структура и график проведения, бюджет, риски и организация закупок | Составление плана проекта с учетом необходимых эксплуатационных затрат |
| 3. Определение ресурсной, финансовой, экономической эффективности | Экономическое обоснование целесообразности установки 3-х фазного сепаратора |
| Дата выдачи задания для раздела по линейному графику | 05.02.18 | |||||
|
Задание выдал консультант: |
||||||
| Должность | ФИО | Ученая степень, звание | Подпись | Дата | ||
| Доцент | Шарф И.В. | к.э.н. | ||||
|
Задание принял к исполнению студент: |
||||||
| Группа | ФИО | Подпись | Дата | |||
| 2БМ6Г | Матвеев Е.П. | |||||
ЗАДАНИЕ ДЛЯ РАЗДЕЛА
«СОЦИАЛЬНАЯ ОТВЕТСТВЕННОСТЬ»
Студенту:
| Группа | ФИО | |||
| 2БМ6Г | Матвееву Егору Павловичу | |||
| Школа | ИШПР | Отделение школы | Отделение нефтегазового дела | |
| Уровень образования | Магистратура | Направление | Нефтегазовое дело | |
| Исходные данные к разделу «Социальная ответственность»: | ||
| 1. Описание рабочего места (рабочей зоны, технологического процесса, механического оборудования) на предмет возникновения: | Вся работа выполнялась в помещении с компьютерами с шириной 8 м., длиной 25 м. и высотой потолков 2,5 м. | |
| 2. Перечень законодательных и нормативных документов по теме: | ГОСТ Р ИСО 26000-2012 | |
| Перечень вопросов, подлежащих исследованию, проектированию и разработке: | ||
| 1. Анализ выявленных вредных факторов проектируемой производственной среды в следующей последовательности: |
|
|
| 2. Анализ выявленных опасных факторов проектируемой произведённой среды в следующей последовательности: | 1. Электробезопасность | |
| 3. Охрана окружающей среды: | 1. Анализ воздействия | объекта на |
| атмосферу (выбросы) 2. Анализ воздействия | объекта на | |
| гидросферу (сбросы) 3. Анализ воздействия земельные ресурсы, флору и | объекта на
фауну |
|
| 4. Защита в чрезвычайных ситуациях: | В данном разделе рассматривается
наиболее вероятная чрезвычайная |
|
| 5. Правовые и организационные вопросы обеспечения безопасности: | В данном разделе учитываются необходимые нормы и требования
законов Российской Федерации |
|
| Дата выдачи задания для раздела по линейному графику | 0.5.02.18 | |||||
|
Задание выдал консультант: |
||||||
| Должность | ФИО | Ученая степень, звание | Подпись | Дата | ||
| Ассистент | Абраменко Н.С. | |||||
| Задание принял к исполнению студент: | ||||||
| Группа | ФИО | Подпись | Дата | |||
| 2БМ6Г | Матвеев Е.П. | |||||
Министерство образования и науки Российской Федерации федеральное государственное автономное образовательное учреждение высшего образования
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ
ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Инженерная школа природных ресурсов
Направление подготовки Нефтегазовое дело
Уровень образования Магистратура
Отделение школы Отделение нефтегазового дела Период выполнения Весенний семестр 2018 учебного года
Форма представления работы:
магистерская диссертация
КАЛЕНДАРНЫЙ РЕЙТИНГ-ПЛАН
выполнения выпускной квалификационной работы
| Срок сдачи студентом выполненной работы: | 29.05.2018 |
| Дата контроля | Название раздела | Максимальный балл раздела |
| 20.02.2018 | Водонефтяные эмульсии | 10 |
| 02.03.2018 | Инверсия водонефтяных эмульсий | 10 |
| 15.03.2018 | Постановка задачи | 10 |
| 29.03.2018 | Объект и методы исследования | 10 |
| 10.04.2018 | Исследование влияния количества сырья на качество подготовки нефти | 15 |
| 16.04.2018 | Обсуждение результатов | 15 |
| 27.04.2018 | Финансовый менеджмент | 10 |
| 27.04.2018 | Социальная ответственность | 10 |
| 14.05.2018 | Приложение на иностранном языке | 10 |
Составил преподаватель:
| Должность | ФИО | Ученая степень, звание | Подпись | Дата |
| Доцент | Шишмина Л.В. | к.х.н., с.н.с. | ||
| СОГЛАСОВАНО: | ||||
| Руководитель ООП | ФИО | Ученая степень, звание | Подпись | Дата |
| Нефтегазовое дело | Зятиков П.Н. | д.т.н. |
РЕФЕРАТ
Выпускная квалификационная работа 123 с., 30 рис., 28 табл., ____45______источников, 2 прил.
Ключевые слова: НЕФТЬ, ВОДА, ЭМУЛЬСИЯ, ДОБЫЧА, ПОДГОТОВКА, МОДЕЛИРОВАНИЕ, ДИНАМИЧЕСКАЯ МОДЕЛЬ, СЕПАРАЦИЯ, ДАВЛЕНИЕ, УСТАВКА, КЛАПАН, РАСХОД, ПРОПУСКНАЯ СПОСОБНОСТЬ
Объектом исследования является установка подготовки нефти на нефтяном месторождении М.
Цель работы – модернизация действующей технологии подготовки нефти на месторождении М в связи с увеличением объема добычи.
В процессе исследования осуществлялся подбор оптимального давления на первой ступени сепарации в различные периоды эксплуатации месторождения. Проводился анализ пропускной способности установки подготовки нефти в моделирующей программе Aspen HYSYS в зависимости от расхода и состава сырья поступающего на установку
В результате исследования было предложено снизить давление на первой ступени сепарации до 600 кПа изб. в 2021 году. В 2023 году установить один дополнительный сепаратор (НГС-3400, объемом 200 м3 компании ООО НПО «СпецНефтеМаш») на второй ступени сепарации. В 2028 году отключить один из трех сепараторов на третьей ступени. Изменения действующей технологии позволят получить нефть с массовой долей воды не более 5 % масс на протяжении всего периода эксплуатации месторождения.
Область применения: установка подготовки нефти на нефтяном месторождении М.
Экономическая эффективность от модернизации действующей технологии составит 488,6 млн. руб. с учетом дисконта.
Определения
В данной работе применены следующие термины с соответствующими определениями:
сепаратор: аппарат, производящий разделение продукта на фазы.
оптимальное давление сепарации: давление сепарации, при котором
выход нефти максимальный, а плотность и вязкость минимальны. инверсия эмульсии: процесс, при котором дисперсная фаза становится
дисперсионной средой, а дисперсионная среда – дисперсной фазой.
Обозначения и сокращения
В данной работе применены следующие сокращения соответствующими определениями:
В/Н – эмульсия типа вода в нефти;
Н/В – эмульсия типа нефть в воде;
КИИ – комплект испытательного инструмента;
ВНК – водонефтяной контакт;
ГПЗ – газоперерабатывающий завод;
ППД – поддержание пластового давления;
УДР – узел дополнительных работ;
НГС – нефтегазовый сепаратор;
КСУ – концевая сепарационная установка;
КСНД – компрессорная станция низкого давления;
ГС – газосепаратор;
ПИД – пропорционально-интегрально-дифференциальное регулирование;
ПФР – пенсионный фонд России;
ФСС – фонд социального страхования;
ФОМС – фонд обязательного медицинского страхования;
ПК – персональный компьютер;
ПДК – предельно-допустимая концентрация.
Оглавление
Введение ……………………………………………………………………………………………………… 12
- Водонефтяные эмульсии ………………………………………………………………………….. 15
- Типы эмульсий ……………………………………………………………………………………. 15
- Способы разрушения водонефтяных эмульсий …………………………………….. 19
- Инверсия водонефтяных эмульсий …………………………………………………………… 26
- Постановка задачи исследования ……………………………………………………………… 31
- Объект и методы исследования ………………………………………………………………… 33
- Геолого-физическая характеристика продуктивных пластов ………………… 33 4.2 Характеристика нефтеносности и геологического строения продуктивных
пластов …………………………………………………………………………………………………….. 37
4.3. Геологические запасы нефти и растворенного в нефти газа …………………. 38
-
- Действующая технология подготовки нефти ……………………………………….. 39
- Характеристика объекта исследования ………………………………………………… 44
- Методика моделирования процесса сепарации в динамическом режиме в
программе HYSYS ……………………………………………………………………………………. 46
- Исследование влияния количества сырья на качество подготовки нефти ….. 53
- Создание адекватной модели нефти …………………………………………………….. 53
- Расчет компонентного состава продукции установки подготовки нефти на
разных этапах разработки месторождения …………………………………………………. 54
-
- Поиск оптимального давления первой ступени сепарации ……………………. 57 5.4 Моделирование действующей технологии подготовки нефти в
динамическом режиме ………………………………………………………………………………. 61
5.5 Материальный баланс ………………………………………………………………………….. 70
- Обсуждение результатов ………………………………………………………………………….. 72
- Финансовый менеджмент, ресурсоэффективность и ресурсосбережение ……. 74
- Капитальные вложения ……………………………………………………………………….. 74
- Эксплуатационные затраты …………………………………………………………………. 78
- Расчет экономического дохода при использовании 3-х фазного сепаратора
…………………………………………………………………………………………………………………. 84
-
- Оценка экономической эффективности ……………………………………………….. 84
- Социальная ответственность ……………………………………………………………………. 86
- Анализ выявленных вредных факторов ……………………………………………….. 87
- Анализ выявленных опасных факторов ……………………………………………….. 91
- Экологическая безопасность……………………………………………………………….. 93
- Безопасность в чрезвычайных ситуациях ……………………………………………. 96
- Правовые и организационные вопросы обеспечения безопасности ………. 97
Заключение ……………………………………………………………………………………………….. 101
Список использованных источников ………………………………………………………….. 103
Приложение А ………………………………………………………………………………………… …108
Приложение Б ……………………………………………………………………………………………. 110
Введение
Российская Федерация имеет на своей территории уникальную сырьевую базу. Нефть является главным сырьевым богатством России. Поэтому добыча и экспорт нефти существенно влияют на развитие экономики страны. Но, как и у любой другой индустрии, у нефтяной промышленности есть свои проблемы.
На сегодняшний день нефтяная промышленность играет важную роль в развитии топливно-энергетического комплекса России. Однако последние несколько лет были достаточно тяжелыми для нефтяного сектора России. Это было связанно с введением санкций, нестабильностью цен на нефть, борьбой за потребителя [0]. Но, несмотря на это, топливно-энергетическая промышленность продолжает развиваться. Объем добытой нефти и газового конденсата в России в 2017 г. составил 546,8 млрд. тонн, а это на 0,1 % меньше по сравнению с показателем 2016 г. Состояние нефтяной отрасли России можно назвать сложным, однако существуют способы улучшения этой ситуации.
В настоящее время со стороны государства уделяется много внимания развитию нефтяной отрасли. Одним из основных направлений развития является поддержание объема добычи крупных компаний на прежнем уровне. Так же уделяется повышенное внимание дипломатическим отношениям с другими странами, в частности со странами Азии. Это делается с целью развития новых направлений экспорта нефти, что в свою очередь увеличит прибыль нефтяных компаний и государства в целом [2]. Таким образом, существуют хорошие перспективы развития нефтяной промышленности России.
Несмотря на большие вложения капиталов, нефтяная промышленность имеет следующие проблемы:
- использование устаревшего оборудования, что существенно влияет на объем добычи нефти;
- недостаточная степень утилизации нефтяного газа:
- низкий коэффициент извлечения нефти;
- увеличение стоимости добычи нефти за счет выработки старых месторождений.
На большинство этих проблем повлиял кризис 2009 года. В результате, которого существенно сократилась добыча нефти.
В Томской области с 2013 года наблюдается отрицательная динамика в добыче нефти, включая газовый конденсат. Добыча нефти и газового конденсата в 2017 году по данным недропользователей составила 9,768 млн. тонн (на 4,4 % меньше показателя прошлого года). По добыче газа динамика положительная. Добыча газа в 2017 году составила 5,5 млрд. м3, что на 5 % больше, чем в 2016 году. В результате в структуре добычи происходит небольшое увеличение доли газа и снижение доли нефти [3].
По итогам 2017 года индекс производства в секторе добычи полезных ископаемых в Томской области прогнозируется на уровне 99,1%. Годом ранее он составлял 99%. Такие данные приведены в прогнозе социальноэкономического развития региона на 2018 год и на плановый период 2019–2020 годов.
Снижение индекса обусловлено выработкой высокопродуктивных зон и естественным истощением нефтяных месторождений, так как наибольшую долю в добывающей промышленности занимает добыча углеводородного сырья.
В последний год появился новый вид деятельности – «предоставление услуг в области добычи полезных ископаемых», демонстрирующий высокие темпы роста в течение 2017 года (за 7 месяцев 2017 года – 118,5%) и занимающий до 16 % удельного веса в секторе добычи. Однако это не компенсирует общего снижения объемов производства в топливноэнергетической отрасли в Томской области.
Одной из основных проблем добывающего комплекса является ухудшение структуры остаточных запасов и быстрый рост доли трудноизвлекаемых запасов. В Томской области большинство добывающих предприятий ведут свою деятельность на месторождениях с большой степенью выработанности.
В этой связи на территории региона в соответствии с соглашением между Министерством природных ресурсов и экологии Российской Федерации и Администрацией Томской области создан полигон отработки эффективного инновационного этапа развития недропользования в целях активизации разработки технологий добычи нетрадиционных источников углеводородного сырья (трудноизвлекаемой нефти) в рамках развития кластера трудноизвлекаемых природных ресурсов.
На нефтяном месторождении М Томской области темпы добычи нефти снижаются. С целью поддержания добычи на прежнем уровне в разработку планируется ввести новые кустовые площадки 2021 году. Ввод в разработку кустовых площадок приведет к увеличению добычи нефти на месторождении. В связи с этим на установку подготовки нефти, действующую на месторождении, увеличится нагрузка. Поэтому тема работы является актуальной, так увеличение количества сырья, поступающего на установку, может привести к необходимости ее модернизации.
Целью выпускной работы является исследование возможности обеспечить требуемое качество товарной продукции установки подготовки нефти при увеличении объема поступающего сырья.
1. Водонефтяные эмульсии
1.1 Типы эмульсий
В специальной литературе можно найти различные определения понятия эмульсии. Эмульсия – это гетерогенная система, состоящая из двух несмешивающихся жидкостей, одна из которых (называемая внутренней или дисперсной фазой) распределена в другой (внешней фазе или дисперсионной среде) в виде мелких капель (глобул). Нефтяные эмульсии являются полидисперсными, т.е. такими, которые содержат глобулы различных размеров [4].
Эмульсии являются грубодисперсными системами с размерами частиц примерно от 1 до 10 мкм и выше, которые можно визуально наблюдать при помощи оптического микроскопа. Наиболее распространены в природе и используются в технике эмульсии, образованные водой и какой-либо органической жидкостью [5]. Существует много гипотез о механизме образования эмульсии [6]. В России фундаментальные исследования по механизму образования эмульсий проводились академиком П.А. Ребиндером и его школой [7].
Образование эмульсии происходит не в пластовых условиях, а в призабойной зоне или в скважине, причем интенсивность образования их в разных стадиях эксплуатации месторождения неодинакова [8].
Нефтяные скважины эксплуатируются по одному из существующих способов (фонтанным или механизированным). Фонтанный способ эксплуатации скважин характерен для начального периода «жизни», когда пластовая энергия обеспечивает извлечение нефти на поверхность земли. При фонтанном способе, при снижении давления ниже давления насыщения из нефти начинают выделяться растворенные газы, объем которых непрерывно возрастает. В связь с этим скорость движения газонефтеводяной смеси соответственно увеличивается. Эти явления способствуют интенсивному перемешиванию фаз, приводя к диспергированию нефти и воды и образованию эмульсии.
Дополнительное перемешивание нефти и воды происходит в штуцере фонтанной скважины, где осуществляется резкое снижение давления. При механизированном способе эксплуатации особенно отрицательно влияет на указанное явление воздух, закачиваемый иногда вместо газа, так как образуется очень мелкая эмульсия и происходит окисление некоторых тяжелых углеводородов с образованием асфальто-смолистых веществ, значительно увеличивающих стойкость образующиеся эмульсии [9].
Наличие солей нафтеновых кислот, являющихся катализаторами, в значительной мере способствует и ускоряет процессы окисления. Эмульсии, образующиеся при компрессорном способе эксплуатации, отличаются прочностью. При глубинно-насосном способе эксплуатации эмульгирование добываемой жидкости происходит также в клапанных коробках, цилиндре, в подъемных трубах при возвратно-поступательном движении насосных штанг.
При использовании электропогружных насосов перемешивание происходит в рабочих колесах, а также при турбулентном движении смеси в подъемных трубах. На образование эмульсии как при сборе нефти, так и при извлечении ее из скважины влияет отложение парафина в подъемных трубах и сборных коллекторах, при наличие которого уменьшается сечение труб, повышается давление, увеличивается скорость, что также способствует образованию эмульсии.
Нефтяные эмульсии делятся на три группы [10]:
- Первая группа – эмульсии обратного типа (вода в нефти), в ней содержание дисперсной фазы (вода) в дисперсионной среде (нефти) может колебаться от следов до 90–95 %. Свойства нефтяных эмульсии этой группы во многом влияют на технологические процессы добычи нефти, внутрипромысловый сбор, сепарацию (отделение газа) и выбор техники и технологии деэмульсации нефти.
- Вторая группа – это эмульсии прямого типа (нефть в воде). Образуются они при деэмульсации нефти. На обводненных нефтяных месторождениях с низкой минерализацией пластовых вод и нефтей, содержащих повышенное количество нафтеновых кислот, могут образовываться стойкие эмульсии прямого типа при добыче и сборе продукции скважин. Стойкие эмульсии прямого типа могут образовываться также в процессе паротеплового воздействия на пласт.
- Третья группа – это множественная эмульсия.
На практике наиболее часто встречаются эмульсии типа В/Н [11]. Реже, чем эмульсии типа Н/В встречаются эмульсии третьего типа – множественная эмульсия. Множественная эмульсия характеризуется повышенным содержанием различных высокодисперсных механических примесей, комочков асфальтенов и других веществ и является трудно разрушимой [12].
Согласно второй классификации, эмульсии делят на разбавленные, концентрированные и высококонцентрированные, или желатинированные [13]. К разбавленным эмульсиям относятся системы жидкость-жидкость, содержащие до 0,1 об. % дисперсной фазы. Прежде всего, разбавленные эмульсии по размеру частиц резко отличаются от концентрированных и высококонцентрированных эмульсий, являясь наиболее высоко дисперсными.
К концентрированным эмульсиям относятся системы жидкость – жидкость со сравнительно значительным содержанием дисперсной фазы, вплоть до 74 об. %. Эту концентрацию часто указывают как максимальную для эмульсий этого класса потому, что она в случае монодисперсной эмульсии соответствует максимально возможному объемному содержанию недеформированных сферических капель независимо от их размера. Так как концентрированные эмульсии получаются обычно методом диспергирования, то размер их капелек относительно велик и составляет 0,1–1 мкм и больше.
Такие капельки хорошо видны под обычным микроскопом, и концентрированные эмульсии должны быть отнесены к микрогетерогенным системам.
К высококонцентрированным, или желатинированным, эмульсиям обычно относят системы жидкость – жидкость с содержанием дисперсной фазы выше, чем 74 об. %. Отличительной особенностью таких эмульсий является взаимное деформирование капелек дисперсной фазы, в результате чего они приобретают форму многогранников (полиэдров), разделенных тонкими пленками − прослойками дисперсионной среды. Такая эмульсия при рассматривании в микроскоп, напоминает соты [14].
Вследствие плотной упаковки капелек высококонцентрированные эмульсии не способны к седиментации и обладают механическими свойствами схожими со свойствами гелей. Последняя особенность и привела к тому, что высококонцентрированные эмульсии иногда называют желатинированными.
Физико-химические свойства эмульсии функционально определяются дисперсностью [15]. Дисперсность (D) – величина ее характеризует степень раздробленности дисперсной фазы в дисперсионной среде. От дисперсности зависят многие свойства эмульсий: вязкость, текучесть, устойчивость и другие.
Мерой дисперсности является удельная межфазная поверхность: S↑ ↔ D↑ Под удельной поверхностью (?уд) понимают суммарную поверхность всех капелек дисперсной фазы (S) в единице объема дисперсионной среды (V) или суммарную свободную поверхность частиц в единице объема (1.1):
 , (1.1)
, (1.1)
С уменьшением диаметра капель увеличивается дисперсность и возрастает удельная поверхность: d?↓ ↔ D↑ ↔ ?уд ↑. Для частиц дисперсной фазы, имеющих сферическую форму, величина удельной поверхности оценивается как (1.2):
 , (1.2)
, (1.2)
Промысловые эмульсии никогда не бывают монодисперсными [16]. Они всегда содержат капли дисперсной фазы разных диаметров, то есть являются полидисперсными системами. Размер капель пропорционален количеству затраченной энергии: чем больше затрачено энергии, тем меньше диаметр капель (d ![]() ) и больше их суммарная поверхность. По величине дисперсности нефтяные эмульсии подразделяются на типы: мелкодисперсные – d
) и больше их суммарная поверхность. По величине дисперсности нефтяные эмульсии подразделяются на типы: мелкодисперсные – d ![]() изменяется от 0,2 до 20 мкм; среднедисперсные – d
изменяется от 0,2 до 20 мкм; среднедисперсные – d ![]() изменяется от 20 до 50 мкм; грубодисперсные – d
изменяется от 20 до 50 мкм; грубодисперсные – d ![]() изменяется от 50 до 300 мкм. Размер капель в нефтяных эмульсиях изменяется от мелкодисперсных до грубодисперсных.
изменяется от 50 до 300 мкм. Размер капель в нефтяных эмульсиях изменяется от мелкодисперсных до грубодисперсных.
1.2 Способы разрушения водонефтяных эмульсий
Образующиеся нефтяные эмульсии препятствуют коалесценции глобул воды и дальнейшему и осаждению, в связи с этим ухудшается обезвоживание нефти. Поэтому водонефтяные эмульсии следует разрушать.
Для лучшего разрушения эмульсии следует учитывать следующие факторы:
- Вязкость нефти. Разделение легче для низковязкой нефтяной фазы.
- Разница плотностей между нефтяной и водной фазами. Лучшее разделение наблюдается, при большой разнице.
- Поверхностное натяжение между двумя фазами (что связано с типом эмульгирующегося агента). Разделению способствует снижение межфазного натяжения.
- Размер капель воды. Чем больше размер капель воды, тем быстрее процесс ее отделения.
- Содержание дисперсной воды. Наличие небольшого содержания воды в нефти при условиях турбулентности приводит к образованию высокоэмульгированной смеси. Капли воды, распределенные в большом объеме нефти, имеют низкую вероятность столкнуться и образовывать более крупные частицы.
- Соленость эмульгированной воды. Высокое значение солености воды приведет к быстрому разделению фаз, из-за более высокой разности плотностей между нефтяной и водной фазами [17], уравнение Стокса (1.3).
 , (1.3)
, (1.3)
где ? – скорость осаждения частиц, м/с; g – ускорение свободного падения, м/с2; ρs – плотность дисперсной фазы, кг/м3; ρw – плотность дисперсионной среды, кг/м3; r – радиус частиц, м; µ – динамическая вязкая дисперсной среды, Па·с.
Наличие в одной и той же нефти капелек воды с различными свойствами защитных пленок и разной дисперсностью значительно осложняет способы разрушения эмульсий. Приходится применять комбинированные способы с использованием нагревания, набора деэмульгаторов и электрического поля. Понижения прочности стабилизирующей пленки можно достигнуть механическим разрушением ее при фильтровании эмульсии или при применении деэмульгаторов. Для сближения капель эмульсии можно использовать центрифугирование или воздействие на эмульсии электрического поля переменного тока высокого напряжения [18].
Все существующие методы деэмульсации могут быть распределены на следующие основные группы: механические методы, термические методы. химические методы, электрические методы.
К механическим методам относятся способы разрушения эмульсий естественным путем или же с применением таких мероприятий, которые способствовали бы механическому разрушению защитных пленок.
К механическим [19] способам обезвоживания нефти относятся способы разделения эмульсии, в которых используется действие физических факторов. К ним относятся силы гравитации, центробежные силы и свойства жидкостей проходить через фильтры.
Обезвоживание способом отстоя – это наиболее простой способ разделения эмульсии, основан на гравитационном отстаивании, при котором нефть, имеющая плотность меньше воды, всплывает, а вода, более тяжелая жидкость, осаждается. Процесс обезвоживания нефти отстаиванием протекает под действием силы тяжести. Движущей силой процесса является разность плотностей воды и нефти. При этом для повышения скорости процесса необходимо снизить вязкость дисперсионной среды, что достигается за счет повышения ее температуры. Однако повышение температуры приводит к росту технологических потерь нефти и к усилению коррозионного износа оборудования. Поэтому процесс обезвоживания нефти следует проводить при оптимальном тепловом режиме или снижением прочности бронирующих оболочек путем добавления деэмульгаторов.
Обезвоживание методом центрифугирования. Способ деэмульсации центрифугированием основан на использовании эффекта различия плотностей дисперсной фазы и дисперсионной среды в сочетании с искусственно создаваемым центробежным полем. Поле создается в аппарате (центрифуге), где за счет больших скоростей вращения величина центробежного ускорения может быть во много раз больше ускорения свободного падения. При этом если плотность вещества дисперсной фазы больше плотности дисперсионной среды (что чаще всего имеет место в случае нефтяных эмульсий), то частицы дисперсной фазы будут отбрасываться к периферии центрифуги. Здесь водяные капельки дисперсной фазы эмульсии концентрируются, укрупняются и стекают вниз вдоль стенок центрифуги. Обезвоженная нефть и вода из центрифуги отводятся по самостоятельным трубам.
Центрифугирование как способ разрушения нефтяных эмульсий получил весьма ограниченное применение ввиду большой стоимости, низкой производительности сложного аппарата центрифуги, требующего высококвалифицированного обслуживания [20].
Обезвоживание методом фильтрации. В практике эксплуатации нефтяных месторождений наблюдается расслаивание нефтяных эмульсии при большой обводненности нефти, а иногда и при малой, если эмульсия нестойкая, при движении в промысловых коллекторах. При этом нередко укрупнившиеся капельки воды находится во взвешенном состоянии, что характерно для эмульсии с незначительной разностью плотностей. Для деэмульсации таких нефтей и пользуются способом фильтрации, основанным на явлении селективной смачиваемости веществ различными жидкостями.
Фильтрующее вещество должно отвечать следующим основным требованиям:
- хорошей селективной (выборочной) смачиваемостью;
- хорошей проницаемостью, высокоразвитой поверхностью,
механической прочностью;
- желательно иметь противоположный по сравнению с глобулами дисперсной фазы электрический заряд.
Среди используемых фильтрующих веществ применяется стекловата, обладающая хорошей смачиваемостью водой и несмачиваемостью нефтью, большой устойчивостью и долговечностью. В настоящее время этот способ применяется редко вследствие громоздкости оборудования, малой производительности и необходимости часто заменять фильтры.
Термические методы.
Термический способ [21] разрушения нефтяных эмульсий основан на применении тепла. При нагревании эмульсионной нефти понижается ее вязкость, пленка эмульгатора расширяется и разрушается, а капельки жидкости сливаются друг с другом. Внизу скапливается вода, наверху – нефть. Обычно отстаивают и нагревают нефть в резервуарах-отстойниках при температуре до 70 °С, но встречаются эмульсии, которые не разрушаются даже при 120 °С. В этом случае прибегают к другим методам разрушения эмульсии или проводят процесс при более высоких температурах и с большей герметизацией во избежание потерь легких фракций. К недостаткам [22] термических способов разрушения эмульсий следует отнести следующее. Повышение температуры увеличивает давление насыщенных паров особенно легких фракций нефти.
Поэтому для исключения возможных потерь нефтепродуктов отстой ведут под давлением, что в свою очередь ведет к удорожанию конструкции в связи с большей металлоемкостью.
Кроме того, к недостаткам термических методов относятся потери значительного количества тепла с дренируемой водой. Самым существенным недостатком термических способов разрушения эмульсий является то, что не все эмульсии могут быть разрушены этими способами. В таких условиях коалесцируют только крупные капли, присутствующие в меньшем количестве. Прежде всего, это относится к эмульсиям нефтей восточных районов России, дисперсная водяная фаза которых имеет на своей поверхности очень прочную адсорбционную оболочку эмульгаторов.
Химические методы.
При химических способах используемые вещества-деэмульгаторы вытесняют действующий эмульгатор, либо растворяют его, благодаря чему эмульсия разрушается. В последнее время наиболее широко применяют деэмульгаторы типа неионогенных поверхностно-активных веществ (на основе окисей этилена и пропилена).
Эффективность химического обезвоживания нефти [23] в значительной степени зависит от вида применяемого деэмульгатора, который выбирается на основе специальных лабораторных исследований. Чем раньше деэмульгатор вводится в образовавшуюся смесь нефти и воды, тем легче происходит дальнейшее разделение эмульсии. Кроме того, для эффективного разделения эмульсии недостаточно одного введения деэмульгатора, необходимо обеспечить максимальный контакт его с обрабатываемой эмульсией. Это достигается интенсивным перемешиванием и подогревом эмульсий, или орошением обводненной нефти концентрированным раствором деэмульгатора по всей поверхности ее зеркала в резервуаре или отстойнике.
Электрические методы.
Скорость обезвоживания нефти, например, в ламинарном режиме осаждения капель воды в нефти, то есть по закону Стокса, зависит от диаметра капли воды во второй степени. Это означает, что для повышения движущей силы осаждения капли воды следует мелкие капли воды коагулировать в более крупные. Решение этой проблемы возможно применением электрического поля.
В электрическом поле капли воды поляризуются и начинают взаимодействовать друг с другом, как показано на рисунке 1.1.
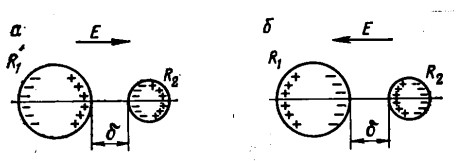
Рисунок 1.1 – Поляризация капель в однородном электрическом поле напряженностью E с разной полярностью (а и б)
Чем ближе подходят капли друг к другу, тем сильнее они притягиваются, что и объясняет механизм ускорения процесса коалесценции.
В результате воздействия электрического поля [24], диспергированные капли воды поляризуются, деформируются (вытягиваются) с разрушением защитных пленок, и при частой смене полярности электродов (50 раз в секунду) увеличивается вероятность их столкновения и укрупнения, и в итоге возрастает скорость осаждения глобул с образованием отдельных фаз [25].
Вода выводится через штуцер, расположенный внизу электродегидратора, а очищенная нефть выводится через штуцеры, расположенные в верхней части аппарата. Несмотря на высокие качественные показатели при обезвоживании нефтей, электрический способ очень чувствителен к колебаниям содержания воды в исходной нефти, что ограничивает его применение при обезвоживании. Поэтому в практике подготовки нефти, в настоящее, время для эффективного разрушения эмульсий применяют способ электротермохимического обезвоживания нефти, который включает в себя термический и химический способы, в электромагнитном поле с сочетанием интенсивной промывкой нефти водой.
Вышеприведенные методы позволяют добиться требуемого обезвоживания нефти, каждый из которых имеет свои преимущества и недостатки. Поэтому выбор того или иного метода осуществляются и соображений экономической эффективности в каждом отдельном случае.
2. Инверсия водонефтяных эмульсий
Определению вязкости водонефтяной эмульсии посвящено большое количество исследований. Традиционно считается, что именно значение вязкости указывает на точку инверсии эмульсии с обратной на прямую. Знание вязкости и точки инверсии необходимо при проектировании промысловых трубопроводов, по которым нефть со скважин перекачивается на установку ее подготовки, а также при выборе отстойной аппаратуры и режима ее работы.
Вязкость нефтяной эмульсии не является аддитивным свойством, то есть величина вязкости эмульсии не равна сумме вязкостей ее составляющих: нефти и воды.
Вязкость сырой нефти (т.е. нефти, содержащей капельки воды) зависит от многих факторов: количества воды, содержащейся в нефти; температуры, при которой получена эмульсия; присутствия механических примесей. Причем, дисперсность и содержание воды в эмульсии в процессе сбора продукции непрерывно изменяются. Кроме того, нефтяные эмульсии, как и парафинистые нефти, является неньютоновской жидкостью, поэтому их вязкость при движении по трубопроводам будет зависеть от градиента давления. Содержание воды как дисперсной фазы в водонефтяной эмульсии может колебаться от следов до 50–55%. Из анализа кривых (рисунок 2.1) следует, что увеличение содержания воды в нефтяной эмульсии до определенного предела увеличивает кажущуюся вязкость μЭ* эмульсии, а, следовательно, и увеличивает энергетические затраты на перекачку такой эмульсии.
Критическая концентрация воды Wкр называется точкой инверсии [26]. В точке инверсии происходит обращение фаз и дисперсная фаза (вода) становится дисперсионной средой, а дисперсионная среда (нефть) – дисперсной фазой. Т.е. эмульсия меняет свой тип с В/Н на тип Н/В.

Рисунок 2.1 – Зависимость кажущейся вязкости эмульсии от содержания воды в нефти и температуры смешения
Обращение фаз нефтяных эмульсий имеет исключительно большое практическое значение. Эмульсия типа Н/В транспортируется при меньших энергетических затратах, чем эмульсия типа В/Н. Поэтому при транспортировании эмульсии выгодно, чтобы внешней фазой была вода, при этом трубопроводы должны быть защищены от коррозии. Кроме того, этот прием используется в процессе подготовки нефти для лучшей очистки ее от воды. Для нефтей разных месторождений 0,5 Wкр 0,9. В большинстве случаев Wкр 0,71 [27]. Такой диапазон значений критической обводненности объясняется различием физико-химических свойств компонентов эмульсии и в первую очередь присутствием в этой эмульсии различных эмульгаторов – веществ, способствующих образованию эмульсии, стабилизирующих ее.
В соответствии с кинетической теорией влияние дисперсности должно проявиться лишь тогда, когда расстояние между частицами (в понимании его как длины свободного пробега молекул в газе, кластеров, ассоциатов в жидкости или капель, агломератов капель в эмульсии) окажется порядка размера частиц. Следовательно, явление инверсии можно наблюдать при высокой концентрации дисперсной фазы или при ее очень тонком измельчении.
Из рисунка 2.2 следует, что уменьшение размеров капель до некоторой величины не влияет на вязкость.
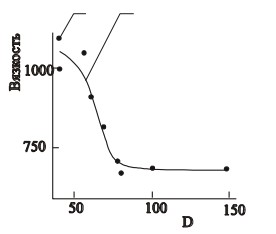
Рисунок 2.2 – Зависимость вязкости эмульсии (мПа·с) от максимального диаметра капель (мкм)
После достижения порового значения (зависящего, в свою очередь, от объемной концентрации дисперсной фазы) дальнейшее уменьшение размера капель ведет к появлению и последующему усилению зависимости вязкости от размера капель. Для оценки вязкости используются эмпирические уравнения.
Эйнштейн предложил следующую формулу (2.1):
?Э = ?н · (1 + 2,5 · ?), (2.1)
где µЭ – вязкость эмульсии, мПа·с, µн – вязкость нефти, мПа·с,
В – объемная доля воды в эмульсии, д.е.
Эта формула справедлива при низких концентрациях диспергированного вещества (воды).
Позднее была предложена формула Тейлора (2.2):
 , (2.2)
, (2.2)
где µВ – вязкость воды, мПа·с.
Традиционное представление о широкой распространенности явления инверсии фаз при изменении водосодержания в промысловых нефтяных эмульсиях является не единственным. Исследование проведенное Евдокимовым И.Н. и Лосевым А.П. показывает ошибочность традиционной интерпретации и позволяет сделать вывод об отсутствии инверсии в промысловых эмульсиях, практически исключительно относящихся к обратному (вода в нефти) типу [28].
Авторов настораживает поведение публикуемых зависимостей вязкости вблизи предполагаемой «точки инверсии», которые существенно расходятся с предсказаниями широко используемых и неоднократно проверенных реологических моделей. В случае осуществления инверсии, любая из этих моделей предсказывает появление резкого «срыва» вязкости в узком интервале водосодержания. В качестве иллюстрации, на рисунке 2.3 кривыми 2 и 3 показаны результаты расчета по модели Муни (с учетом флоккуляции глобул дисперсной фазы) и по простейшей модели Эйнштейна (для монодисперсных невзаимодействующих сферических частиц).
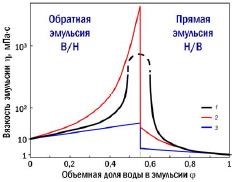
Рисунок 2.3 – Зависимость вязкость эмульсии от водосодержания.
1 – традиционное представление о поведении вязкости водонефтяных эмульсий вблизи «точки инверсии», приводимое в учебниках. 2, 3 – принципиально иной
характер изменения вязкости при осуществлении инверсии, предсказываемый в модели Муни и в модели Эйнштейна соответственно.
С целью непосредственной проверки экспериментальных
«обоснований» инверсии в промысловых эмульсиях, авторы исследования [28] провели подробные измерения вязкости. Эти эксперименты позволили сделать выводы об ошибочности интерпретации раннее проводившихся измерений и, как следствие, об отсутствии обращения фаз в не обработанных химически промысловых В/Н эмульсиях.
В качестве дополнительного подтверждения вывода об отсутствии инверсии, можно привести данные о свойствах высококонцентрированных обратных водонефтяных эмульсий, формирующихся при разливах нефти на море. В профессиональной среде подобные стабильные эмульсии часто называют «шоколадными муссами». Растекшаяся по поверхности моря нефть практически мгновенно набирает воду до 75 % об. и более, но при этом инверсии фаз никогда не было зарегистрировано. Наблюдавшиеся же особенности поведения вязкости хорошо объясняются изменениями размеров капель воды и осуществлением их флоккуляции в крупные кластеры.
Таким образом, несмотря на устоявшееся мнение об инверсии водонефтяных эмульсий, существует мнение об отсутствии данного явления. Исследование, проведенное Евдокимовым И.Н. и Лосевым А.П., может указывать на ошибочность интерпретации ранее проведенных исследований. Следовательно, вопрос об инверсии водонефтяных эмульсий остается открытым и требует проведения дополнительных исследований.
3. Постановка задачи исследования
Увеличение количества жидкости поступающей на установку подготовки нефти за счет ввода в разработку новых кустов скважин, подключения системы сбора с соседних месторождений, повышения добычи вследствие проведения мероприятий по интенсификации притока, проведения МУН может привести к необходимости модернизации или изменения действующей технологии подготовки.
На нефтяном месторождении М в ближайшие годы планируется ввод в разработку пяти перспективных кустовых площадок, что приведет к увеличению количества жидкости, поступающей на установку. По мере истощения извлекаемых запасов и увеличению количества воды, закачиваемой в пласт, обводненность увеличится до 80 % масс. Это может привести к необходимости установки дополнительного оборудования или же увеличению времени отстаивания для более полного обезвоживания нефти.
Цель работы – модернизация действующей технологии подготовки нефти на месторождении М в связи с увеличением объема добычи.
При определении необходимого количества оборудования для подготовки нефти до требуемого качества используются, как правило, расчёт производительности установки по данным массовых расходов материальных потоков и геометрических размерах оборудования. Современным подходом к решению такой задачи является использование динамических моделей в моделирующих программах.
Задачи:
- определение оптимальных условий первой ступени сепарации в связи с изменением состава сырья и его обводненности на разных периодах эксплуатации месторождения;
- оценка пропускной способности установки в текущий период и в период максимальной загрузки с помощью моделирующей программы Aspen
HYSYS;
- анализ схем подготовки нефти по вариантам размещения и количеству оборудования;
- оценка технологической и экономической эффективности оптимальной технологической схемы подготовки нефти.
4. Объект и методы исследования
4.4 Действующая технология подготовки нефти
Сырьем является нефть с содержанием пластовой воды и нефтяного газа. На установку подается продукция скважин пластов БС11 и ЮС2 с шести кустов.
С января 2021 года на установку предусматривается возможность подачи нефти от перспективных пяти кустовых площадок.
Продукцией установки подготовки нефти месторождения М является:
- нефть с массовым содержанием воды до 5 %; очищенный от капельной жидкости нефтяной газ; очищенная от нефти и мехпримесей пластовая вода.
Сооружения обеспечивают:
- непрерывный прием продукции скважин месторождения М;
- сепарацию нефтегазовый смеси в три ступени;
- обезвоживание нефти до остаточной массовой обводненности не более 5 %;
- откачку нефти с массовой обводненностью не более 5 % до цеха подготовки и перекачки нефти, расположенного на месторождении Х, расположенного на расстояние около 33,4 км для подготовки до требований
ГОСТ Р 51858-2002 [30];
39
- очистку газа первой ступени сепарации от капельной жидкости, компремирование и подачу на ГПЗ (расстояние 46,6 км); подачу в качестве топливного газа на нужды котельной, факельной установки;
- очистку и компремирование газа второй и третьей ступени до давления газа первой ступени для дальнейшего совместного транспорта;
- очистку пластовой воды от нефти и мехпримесей и подачу на кустовую насосную станцию, для закачки совместно с очищенными производственно-дождевыми стоками в систему ППД;
- измерение количества нефти, газа и воды по каждому направлению.
Подготовка нефти
Действующая технологическая схема подготовки нефти приведена в Приложении А.
Продукция скважин поступает на УДР. УДР представляет собой коллектор с врезками подводящих трубопроводов.
Продукция скважин месторождения М с массовой обводненностью от 25 до 80 % от УДР на технологическую площадку направляется по успокоительному коллектору DN 700 с давлением избыточным 0,6–0,8 МПа и температурой около 50 °С. В трубопровод нефти после УДР с помощью установки дозирования химического реагента осуществляется подача деэмульгатора.
Затем продукция скважин поступает в сепараторы первой ступени С-1 – С-3. Уровень жидкости в С-1 – С-3 поддерживается клапанами на уровне 1500 мм, установленными на трубопроводах выхода нефти из каждого аппарата. Отделившийся газ направляется в газовые сепараторы. Уровень конденсата в сепараторах в пределах от 200 до 500 мм регулируется электроприводной арматурой. Выделившийся конденсат направляется в аварийные емкости, либо в трубопровод нефтегазовый смеси перед НГС-1 – НГС-3.
Требуемое избыточное давление на первой ступени и в газосепараторах на уровне 0,6 – 0,8 МПа поддерживается клапаном, установленным после сепараторов газовых.
Отсепарированная нефтеводяная смесь после С-1 – С-3 с избыточным давлением 0,3 – 0,5 МПа направляется в нефтегазовый сепаратор со сбросом воды НГС-1 – НГС-3 для обезвоживания нефти и дополнительного разгазирования. Регулирование текущего уровня «нефть-газ» в диапазоне 2000 мм осуществляется клапанами, установленными на трубопроводах выхода нефти из каждого аппарата НГС-1 – НГС-3. Регулирование межфазного уровня «вода-нефть» в диапазоне 1200 мм осуществляется клапанами, установленными на трубопроводах сброса воды из каждого аппарата.
Избыточное давление в аппаратах от 0,3 до 0,5 МПа изб.
поддерживается клапаном, установленным на газовой линии после НГС-1 – НГС-3.
В случае падения температуры продукции скважин, поступающей на установку, по мере эксплуатации месторождения, для возможности ее нагрева перед процессом обезвоживания, предусматриваются перспективные подключения для подачи на печи нагрева.
Пластовая вода из сепараторов НГС-1 – НГС-3 отводится на очистные сооружения пластовой воды под собственным давлением.
Обезвоженная нефть (обводнённостью не более 5 % масс.) из сепараторов НГС-1 – НГС-3 подается в концевые сепараторы с целью окончательного разгазирования. Уровень жидкости в КСУ-1 – КСУ-3 поддерживается регулирующими клапанами на уровне 1500 мм. Избыточное давление в КСУ-1 – КСУ-3 составляет не более 0,005 МПа.
Нефть после третьей ступени поступает на прием насосов внешней перекачки и далее откачивается через систему измерения количества и параметров нефти в нефтепровод до цеха подготовки и перекачки нефти.
Сепараторы нефтегазовые первой ступени
Для разгазирования нефтеводяной эмульсии, предусмотрены нефтегазовые сепараторы объемом 100 м3 на расчетное давление 1,0 МПа. Трубопроводная обвязка сепараторов предполагает их параллельную работу.
Нефтегазовые сепараторы, в соответствии с п. 4 [29], оснащаются предохранительными клапанами DN 50, PN 16 с установочным давлением 0,943 МПа сброс от которых предусматривается в факельный коллектор высокого давления.
Сепараторы газовые
С целью дополнительной очистки газа от капельной жидкости предусмотрены газовые сепараторы.
На установке используются горизонтальные сепараторы объемом 50 м3, на расчетное давление 1,0 МПа.
Защита газовых сепараторов от превышения давления осуществляется предохранительными клапанами DN 80, PN 16 с установочным давлением 0,954 МПа, сброс от которых предусматривается в факельный коллектор высокого давления.
Для ГС-1,2 предусматривается электрообогрев нижней части аппарата.
Концевые сепарационные установки
Для окончательного разгазирования нефти, предусматриваются сепараторы концевой ступени. На установке используются нефтегазовые сепараторы объемом 100 м3 на расчетное давление 1,0 МПа. Трубопроводная обвязка сепараторов предполагает их параллельную работу.
Сепараторы должны обеспечить разгазирование нефти с остаточной массовой обводненностью 5 %, а также обеспечить 10-ти минутный запас жидкости для подачи на насосную внешней перекачки.
Нефтегазовые сепараторы оснащаются предохранительными клапанами DN 80, PN 16 с установочным давлением 0,095 МПа, сброс от которых предусматривается в факельный коллектор высокого давления.
Сепараторы нефтегазовые со сбросом воды
Для требуемого обезвоживания нефтяной эмульсии, предусмотрены нефтегазовые сепараторы со сбросом воды объемом 200 м3 в количестве трех штук, на расчетное давление 1,0 МПа. Трубопроводная обвязка сепараторов предполагает их параллельную работу.
НГС оснащаются предохранительными клапанами DN 50, PN 16 с установочным давлением 0,99 МПа, сброс от которых предусматривается в факельный коллектор высокого давления.
Сепараторы газа
С целью дополнительной очистки газа от капельной жидкости, подаваемого на компрессорную станцию низкого давления, предусмотрены газовые сепараторы ГС-4. ГС-4 размещаются на площадке сепарации газа перед КСНД. Сепараторы предусматриваются с электрообогревом нижней части аппаратов.
Более подробные технические характеристики ГС-4 приведены в таблице 4.3
Таблица 4.3 – Техническая характеристика сепараторов ГС-4
| Параметры | Ед. изм. | Значение |
| Наименование | ГС-4/1,2 | |
| Объем | м3 | 8 |
| Внутренний диаметр аппарата, DN | мм | 1600 |
| Высота аппарата | мм | 5180 |
| Производительность по газу (при стандартных условиях) | м3/ч | 1740 |
| Рабочее давление (изб.) | МПа | 0,005 |
| Расчетное давление аппарата (изб.) | МПа | 1,0 |
4.5 Характеристика объекта исследования
Исходными данными для проведения исследования являются физикохимические свойства нефти, газа и воды (таблица 4.4), а также данные по добыче жидкости и газа в период с 2018 по 2032 годы (таблица 4.5).
Таблица 4.4 – Физико-химические свойства нефти и газа и воды действующих и перспективных кустовых площадок
| Параметр | Единицы измерения | Действующие кустовые площадки | Перспективные кустовые площадки | |
| Нефть с кустовых площадок | ||||
| Плотность | кг/м3 | 887 | 842 | |
| Вязкость при 20 °С | мПа·с | 54,27 | 24,5 | |
| Вязкость при 50 °С | мПа·с | 14,54 | 8,5 | |
| Массовое содержание | серы | % | 1,63 | 0,83 |
| смол силикагелевых | 12,45 | 13,56 | ||
| асфальтенов | 3,97 | 7,5 | ||
| парафинов | 2,44 | 2,85 | ||
| воды | 25,66 | — | ||
| Температура плавления парафина | °С | 58 | — | |
| Температура начала кипения | °С | — | 22 | |
| Объемный выход фракций до температуры: | 100 | °С | 1,5 | 8 |
| 150 | 7,8 | 11 | ||
| 200 | 14 | 17 | ||
| 300 | 31,5 | 41 | ||
| 350 | 47,8 | — | ||
| Компонентный состав при дифференциальном разгазировании | H2S | % мольный | 0 | 0 |
| CO2 | 0,02 | 0,01 | ||
| N2 | 0 | 0 | ||
| CH4 | 0,17 | 0,03 | ||
| C2H6 | 0,55 | 0,36 | ||
| C3H8 | 2,16 | 4,18 | ||
| i-C4H10 | 1,32 | 1,8 | ||
| n-C4H10 | 2,35 | 7,49 | ||
| i-C5H12 | 1,55 | 3,81 | ||
| n-C5H12 | 1,94 | 7,79 | ||
| C6+ | 89,94 | 74,52 | ||
| Газовый фактор (при стандартных условиях) | м3/т | 40 | 50 | |
| Нефтяной газ | ||||
| Плотность при стандартных условиях | кг/м3 | 0,837 | 1,12 | |
| Компонентный состав при дифференциальном разгазировании | H2S | % мольный | 0 | 0 |
| CO2 | 0,99 | 2,43 | ||
| N2 | 2,1 | 1,48 | ||
| CH4 | 83,15 | 61,44 | ||
| C2H6 | 6,26 | 10,17 | ||
| C3H8 | 4,55 | 14,74 | ||
| i-C4H10 | 0,93 | 1,86 | ||
| n-C4H10 | 1,14 | 5,11 | ||
| i-C5H12 | 0,28 | 0,93 | ||
| n-C5H12 | 0,27 | 1,43 | ||
| C6+ | 0,33 | 0,4 | ||
Продолжение таблицы 4.4
| Пластовая вода | |||
| Плотность | кг/м3 | 1008 | 1011,4 |
| Минерализация | г/л | 16,0 | 17,1 |
| Водородный показатель | рН | 7,4 | 8,5 |
| Жесткость общая | мг-экв/л | 16,8 | 5,0 |
Согласно действующему ГОСТ Р 51858-2002 [30], нефть с действующих кустовых площадок является: тяжелой, высоковязкой, сернистой, парафинистой, смолистой. Нефть с перспективных кустовых площадок является: легкой, с повышенной вязкостью, среднесернистой, парафинистой, высокосмолистой.
4.6 Методика моделирования процесса сепарации в динамическом режиме в программе HYSYS
Операция ПИД Регулятор (рисунок 4.2) является основным инструментом управления моделью в динамическом режиме. Операция меняет расход указанного выходного потока (OP) таким образом, чтобы определенная переменная технологической схемы (PV) получили бы определенное указанное значение (SP) [31].
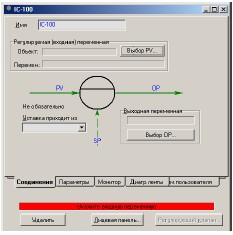
Рисунок 4.2 – Рабочее окно ПИД-регулятора
Регулятор сравнивает значение регулируемой переменной с уставкой и формирует выходной сигнал, который открывает или закрывает регулирующий клапан.
На выходе регулятора стоит регулирующий клапан, изменяющий степень открытия клапана по мере необходимости. Выходной сигнал (ОР) – желаемый процент открытия регулирующего клапана.
Таблица 4.5 – Добыча жидкости и газа в исследуемый период
| Наименование | Единицы измерения | 2018 | 2019 | 2020 | 2021 | 2022 | 2023 | 2024 | 2025 | 2026 | 2027 | 2028 | 2029 | 2030 | 2031 | 2032 |
| Действующие кустовые площадки | ||||||||||||||||
| Добыча жидкости | м3/сут | 5016 | 4671 | 4176 | 4188 | 4202 | 3862 | 4221 | 4226 | 4228 | 4229 | 4228 | 4226 | 4223 | 4219 | 4214 |
| Добыча нефти | т/сут | 3668 | 2877 | 2231 | 1835 | 1525 | 1270 | 1059 | 885 | 742 | 624 | 527 | 448 | 382 | 328 | 284 |
| Добыча газа | тыс.м3/сут | 146 | 114 | 88 | 73 | 61 | 51 | 42 | 35 | 30 | 25 | 21 | 18 | 15 | 13 | 11 |
| Обводненность | % | 26,9 | 38,4 | 46,6 | 56,2 | 63,7 | 67,1 | 74,9 | 79,1 | 82,4 | 85,2 | 87,5 | 89,4 | 91,0 | 92,2 | 93,3 |
| Перспективные кустовые площадки | ||||||||||||||||
| Добыча жидкости | м3/сут | 0 | 0 | 0 | 1501 | 3193 | 4339 | 5301 | 5839 | 5989 | 5927 | 5828 | 5760 | 5664 | 5587 | 5564 |
| Добыча нефти | т/сут | 0 | 0 | 0 | 1310 | 2765 | 3639 | 3899 | 3768 | 3357 | 2837 | 2425 | 2127 | 1883 | 1709 | 1595 |
| Добыча газа | тыс.м3/сут | 0 | 0 | 0 | 83 | 176 | 232 | 248 | 240 | 214 | 181 | 154 | 135 | 120 | 109 | 102 |
| Обводненность | % | 0 | 0 | 0 | 12,7 | 13,4 | 16,1 | 26,4 | 35,5 | 43,9 | 52,1 | 58,4 | 63,1 | 66,7 | 69,4 | 71,3 |
| Итого | ||||||||||||||||
| Добыча жидкости | м3/сут | 5016 | 4671 | 4176 | 5688 | 7394 | 8201 | 9522 | 10065 | 10217 | 10156 | 10057 | 9986 | 9886 | 9806 | 9778 |
| Добыча нефти | т/сут | 3668 | 2877 | 2231 | 3145 | 4290 | 4909 | 4958 | 4653 | 4099 | 3462 | 2951 | 2575 | 2265 | 2037 | 1878 |
| Добыча газа | тыс.м3/сут | 146 | 114 | 88 | 156 | 236 | 282 | 290 | 275 | 243 | 206 | 175 | 153 | 135 | 122 | 113 |
| Обводненность | % | 26,9 | 38,4 | 46,6 | 44,7 | 42,0 | 40,1 | 47,9 | 53,8 | 59,9 | 65,9 | 70,7 | 74,2 | 77,1 | 79,2 | 80,8 |
47
PV (регулируемая переменная) – это измеряемая переменная, значение которой поддерживается регулятором.
SP (уставка) – значение регулируемой переменной, которое должно быть обеспечено регулятором. В зависимости от режима работы регулятора уставка либо задается пользователем, либо только выводится на экран.
Для работы регулятора необходимо задать минимальное и максимальное значения PV (рисунок 4.3).
Как только это сделано, а также заданы минимальное и максимальное значения расхода среды (или энергии) через клапан, можно перейти в автоматический режим и задать значение уставки.
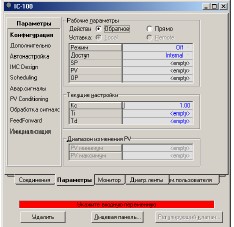
Рисунок 4.3 – Окно параметров ПИД-регулятора
По умолчанию HYSYS использует текущее значение PV в качестве уставки, но в любой момент эту величину можно изменить.
ОР (выходная переменная) соответствует проценту открытия регулирующего клапана. Регулятор управляет степенью открытия клапана для поддержания значения регулируемой переменной на уровне уставки.
Программа HYSYS рассчитывает необходимое значение выходной переменной ОР (доля открытия клапана) с помощью уравнения регулятора во всех режимах, кроме ручного. В ручном режиме пользователь может задать значение ОР, при этом программа будет поддерживать значение уставки равным текущему значению регулируемой переменной.
Возможные режимы работы регулятора представлены в таблице 4.6
Таблица 4.6 – Режимы работы регулятора
| Режим | Описание |
| Off (Откл.) | Регулятор не управляет регулирующим клапаном, но отслеживает соответствующую информацию. |
| Manual (Ручной) | Позволяет вручную изменять выходной сигнал регулятора. |
| Auto
(Автоматический) |
Регулятор изменяет выходной сигнал в соответствии с изменением рабочих параметров на основе расчетного |
| Casc (Каскадный) | Этот режим используется в случае, когда указан удаленный источник уставки и позволяет реализовать при расчете схему каскадного регулирования. |
| Indicator | Позволяет рассчитывать параметры регулирования, не осуществляя реального регулирования процесса. |
Регулятор может быть прямого и обратного действия.
Прямое – когда значение регулируемой переменной становится выше уставки, выходной сигнал снижается. Когда значение регулируемой переменной становится ниже уставки, выходной сигнал повышается.
Обратное – когда значение регулируемой переменной становится выше уставки, выходной сигнал снижается. Когда значение регулируемой переменной становится ниже уставки, выходной сигнал повышается [31].
Выходной сигнал регулятора рассчитывается на основе невязки в соответствии с заданными настроечными параметрами (4.1).
 , (4.1)
, (4.1)
где OP(t) – выходной сигнал регулятора в момент времени t;
OPss – выходной сигнал регулятора в стационарном состоянии (при нулевой невязке);
E(t) – невязка в момент времени t;
КС – коэффициент усиления (пропорциональный член уравнения
регулятора);
Ti – интегральный член уравнения регулятора.
Td – дифференциальный член уравнения регулятора.
Невязка – это разность между текущим значением регулируемой переменной и значением уставки (4.2).
?(?) = ??(?) − ??(?), (4.2)
Если задан только один коэффициент КС – моделируется пропорциональный регулятор, если заданы коэффициенты КС и Ti – моделируется пропорционально-интегральный регулятор, и, наконец, пропорционально-интегрально-дифференциальный (ПИД) регулятор требует задания всех трех коэффициентов: KC, Ti и Td.
Сепаратор
Для определения условий и фазового состояния выходных потоков производится расчет фазового равновесия при заданных энтальпии и давлении. Давление, при котором рассчитывается равновесие – это наименьшее из давлений потоков сырья минус сопротивление емкости. Энтальпия представляет сумму энтальпии сырья плюс или минус нагрузку (при нагревании нагрузка добавляется, при охлаждении – вычитается) [31].
Как и большинство операций в программе HYSYS, операции сепаратор и трехфазный сепаратор могут проводить вычисления, как по направлению потоков, так и в обратном направлении. Кроме стандартных действий (определение сырьевых потоков при известном давлении резервуара и энтальпии), сепаратор может использовать известный состав продукта для определения состава другого продуктового потока а также, состава сырья.
В идеальном сепараторе происходит полное разделение жидкой и паровой фаз. Идеальный сепаратор – это такой сепаратор, в котором отсутствует эффект уноса, теплообмена с внешней средой, гидравлическое сопротивление при прохождении жидкости и газа через штуцеры.
В реальных же сепараторах разделение не идеально: наблюдаются процессы уноса частиц жидких и газовых фаз и теплообмена. В последнее время увеличивается использование специальных устройств, снижающих унос: проволочные пакеты и проч. (mesh pads, vane packs, weirs).
По умолчанию в программе HYSYS используется идеальный сепаратор,
но для моделирования реального разделения имеется возможность использовать следующие опции:
- возможность учитывать унос капелек жидкости газовой фазой и пузырьков газа жидкостью.
- возможность рассчитывать влияние диспергирования входного потока, условий этого потока, геометрии аппарата, а также отбойных устройств на входе и выходе.
Явление уноса в основном связано с неоднородностью потока на входе в сепаратор.
В программе HYSYS можно моделировать эффект уноса, задавая величину уноса по отношению к потоку питания или к продуктовому потоку. Можно также рассчитать унос на основе геометрии сосуда.
C помощью селективной кнопки можно выбрать тип расчета модели уноса и метод расчета (рисунок 4.4):
- по входу,
- по продуктам.
- расчет

Рисунок 4.4 – Рабочее окно сепаратора при задании уноса
Вариант расчета по входу: задается унос каждой фазы с каждым из продуктов в долях от питания.
Имеется шесть вариантов модели уноса в потоке питания и продуктовых потоках:
- легкая жидкость в газе
- тяжелая жидкость в газе
- газ в легкой жидкости
- тяжелая жидкость в легкой жидкости
- газ в тяжелой жидкости
- легкая жидкость в тяжелой жидкости
Термины «легкая жидкость» и «тяжелая жидкость» относятся к углеводородной смеси и воде соответственно. Программа не делает никаких предположений относительно действительных составов этих двух фаз.
Ненулевые значения в столбце «доли от питания» указывают, что происходит унос. Например, если в поле «Легкая жидкость в газе» стоит 0,1, это означает, что 10 % мол. легкой жидкости из питания попадут в газовый поток, покидающий сепаратор. Соответственно, доля газового продукта будет меньше 1,0.
Вариант расчета по продуктам.
Можно задать унос в долях или расходах по отношению к продуктовым потокам. Единицы выбираются из предлагаемого падающего списка.
Селективная кнопка «расчет».
Этот вариант позволяет рассчитать ожидаемый унос, исходя из геометрии емкости, условий питания и рабочих условий. Для расчета задается применяемый метод, размеры и геометрия емкости, метод расчета сопротивления и положение штуцеров.
5. Исследование влияния количества сырья на качество подготовки нефти
5.1 Создание адекватной модели нефти
Для определения пропускной способности установки подготовки нефти были использованы данные по физико-химическим свойствам пластовой нефти, нефтяного газа (таблица 4.4), данные по добыче жидкости и газа в исследуемый период времени (таблица 4.5).
Задать свойства нефти в программном комплексе Aspen HYSYS можно двумя способами: по объемному выходу фракций (кривые истинных температур кипения), по доле каждого компонента.
Для создания модели пластовой нефти был выбран второй способ.
Свойства псевдокомпонентов рассчитывались с учетом двух задаваемых параметров: молекулярной массы и плотности. Адекватность модели нефти оценивалась путем сравнения плотности нефти, полученной на основе расчета по модели и по лабораторным данным. Результаты адаптации модели представлены в таблице 5.1.
Таблица 5.1 – Результаты адаптации модели
| №
варианта |
Плотность псевдокомпонента, кг/м3 | Молекулярная масса псевдокомпонента, кг/кмоль | Расчетная плотность нефти, кг/м3 |
| Действующие кустовые площадки | |||
| 1 | 885 | 226 | 878 |
| 2 | 890 | 880 | |
| 3 | 895 | 883 | |
| 4 | 885 | 228 | 880 |
| 5 | 890 | 884 | |
| 6 | 895 | 888 | |
| 7 | 885 | 230 | 884 |
| 8 | 890 | 886 | |
| 9 | 895 | 889 | |
| Перспективные кустовые площадки | |||
| 1 | 880 | 218 | 839 |
| 2 | 883 | 840 | |
| 3 | 886 | 841 | |
| 4 | 880 | 220 | 840 |
| 5 | 883 | 842 | |
| 6 | 886 | 845 | |
| 7 | 880 | 222 | 842 |
| 8 | 883 | 844 | |
| 9 | 886 | 845 | |
По результатам адаптации были заданы свойства псевдокомпонентов представленные в таблице 5.2.
Таблица 5.2 – Принятые свойства псевдокомпонентов
| Материальный поток | Плотность псевдокомпонента,
кг/м3 |
Молекулярная масса псевдокомпонента, кг/кмоль |
| Нефть с действующих кустов | 890 | 230 |
| Нефть с перспективных кустов | 883 | 220 |
В таблице 5.3 показано сравнение расчетных и экспериментально определенных свойств нефти.
Таблица 5.3 – Расчетные свойства нефти и свойства по лабораторным данным
| Кустовые площадки | Свойство | Значение | Относительная ошибка, % | |
| эксперимент | расчет | |||
| Действующие | Плотность, кг/м3 | 887 | 887,6 | 0,068 |
| Вязкость, мПа·с | 54,27 | 55,01 | 1,364 | |
| Перспективные | Плотность, кг/м3 | 842 | 842,4 | 0,048 |
| Вязкость, мПа·с | 24,5 | 24,9 | 1,633 | |
Из таблицы 5.3 видно, что ошибка для плотности не превышает 0,1 %. Ошибка по вязкости гораздо выше, но находится в пределах допустимой точности. Таким образом, будем считать модель нефти адекватной.
5.2 Расчет компонентного состава продукции установки подготовки нефти
на разных этапах разработки месторождения
Для расчёта компонентного состава продукции были приняты данные исходной смеси из таблицы 4.4, расходы из таблицы 4.5, данные по давлениям в сепараторах и температуре из раздела 4.4 (800 кПа изб. для первой ступени сепарации, 400 кПа изб. для второй, 5 кПа изб. для третьей).
После создания модели нефти и ее адаптации, была смоделирована технологическая схема установки подготовки нефти, представленная на рисунке 5.1.
Принимаем что, в исследуемый период времени состав сырья, поступающего на установку, меняется только одни раз в 2021 году, когда на УНП поступает нефть с перспективных кустовых площадок. Расчет состава подготовленной нефти и газа был проведен для исходной смеси и для смеси после подключения новых кустовых площадок (таблица 5.4).
Таблица 5.4 – Компонентный состав и свойства подготовленной нефти и газа
| Свойства | Единицы измерения | Нефть 2018 год, | Газ 2018 год | Нефть 2021 год | Газ 2021 год |
| Плотность | кг/м3 | 860,3 | 0,869 | 854,0 | 1,098 |
| Расход | т/сут | 4148,5 | 148,8 | 3526,7 | 213,3 |
| ДНП | кПа | 81,1 | — | 88,3 | — |
| Компонентный состав | |||||
| CH4 | % мольный | 0,001 | 0,761 | 0,000 | 0,594 |
| C2H6 | 0,002 | 0,067 | 0,001 | 0,080 | |
| C3H8 | 0,013 | 0,068 | 0,013 | 0,132 | |
| i-C4H10 | 0,010 | 0,019 | 0,009 | 0,029 | |
| n-C4H10 | 0,018 | 0,025 | 0,037 | 0,071 | |
| i-C5H12 | 0,014 | 0,008 | 0,025 | 0,020 | |
| n-C5H12 | 0,018 | 0,007 | 0,051 | 0,028 | |
| N2 | 0,000 | 0,019 | 0,000 | 0,014 | |
| СО2 | 0,000 | 0,009 | 0,000 | 0,016 | |
| H2S | 0,000 | 0,000 | 0,000 | 0,000 | |
| H2O | 0,004 | 0,017 | 0,003 | 0,016 | |
| С6+ | 0,920 | 0,000 | 0,861 | 0,000 | |
| Итого | 1 | 1 | 1 | 1 |
Как видно из данных таблицы 5.4, из нефти полностью удаляются азот, сероводород и углекислый газ. Практически полностью удаляется метанэтановая фракция. Пропан-бутановая фракция и пентан отделяются в недостаточном объеме, согласно требования ГОСТ Р 51858-2002 [30], о чем свидетельствует показатель давления насыщенных паров, превышающий 66,7 кПа. Данная нефть не соответствует стандарту по показателю давление насыщенных паров и требует дальнейшей подготовки до требований ГОСТ Р 51858-2002 [30].

Рисунок 5.1 – Моделирующая схема действующей установки подготовки нефти
56
5.3 Поиск оптимального давления первой ступени сепарации
Оптимальное давление первой ступени сепарации позволяет получить максимальный выход жидкой фазы. При оптимальном давлении газ первой ступени сепарации содержит в себе меньшее количество тяжелых фракции, газ получается более легкий, его количество снижается. Нефть содержит в себе большее количество пропан-бутановой фракции, пентана и более тяжелых компонентов, которые могли бы перейти в состав газовой фазой при не оптимальном давлении на первой ступени сепарации. ДНП увеличивается, плотность и вязкость снижаются. Таким образом, подбор оптимального давления первой ступени сепарации позволяет максимизировать выход товарной нефти.
В программном комплексе Aspen HYSYS подбор оптимального давления осуществляется с помощью расчетного исследования Сase study. При исследовании задаются зависимая и независимая переменные, начальное значение независимой переменной, шаг итерации. Исследование проводилось для трех ступенчатой сепарации (рисунок 5.2) для 2018 и 2021 года (рисунки 5.3–5.8).

Рисунок 5.2 – Схема для определения оптимальных условий первой ступени сепарации
148
150
152
154
156
158
160
162
4138
4140
4142
4144
4146
4148
4150
0
500
1000
1500
2000
Массовый расход тованой
нефти, т/сут
Давление, МПа изб.
Выход нефти
Выход газа
Массовый расход газа, т/сут
Рисунок 5.3 – Массовый выход товарной нефти и газа в 2018 году в зависимости от давления на первой ступени сепарации
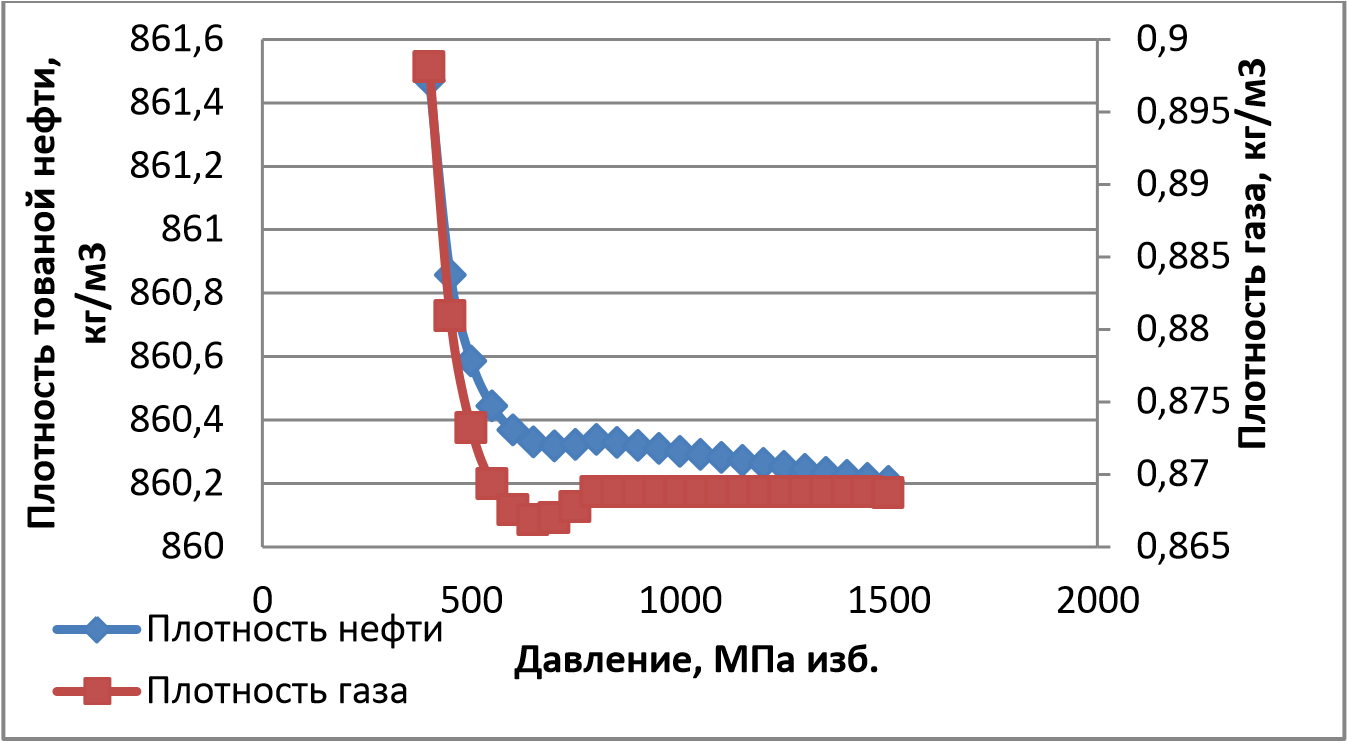
Рисунок 5.4 – Плотность товарной нефти и газа в 2018 году в зависимости от
давления на первой ступени сепарации
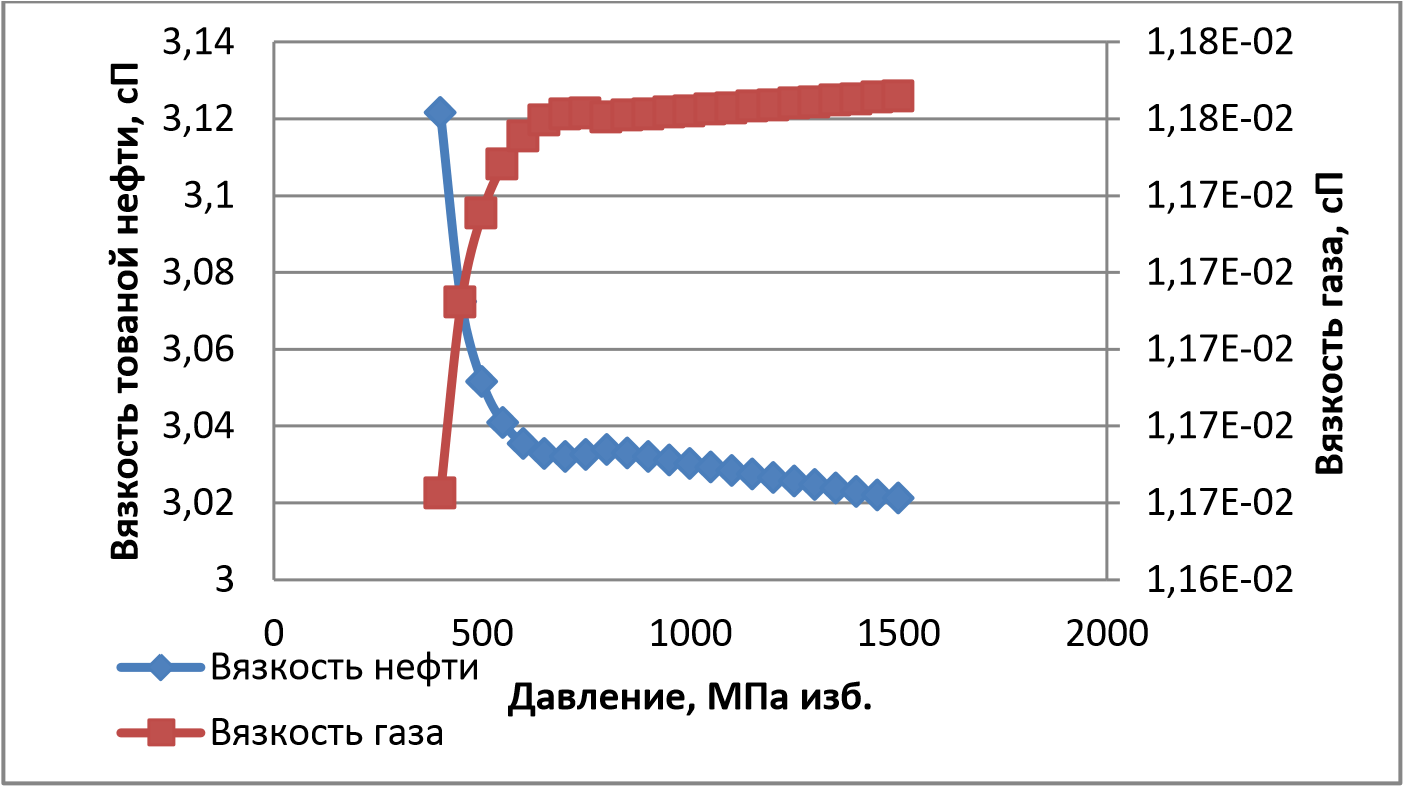
Рисунок 5.5 – Вязкость товарной нефти и газа в 2018 году в зависимости от давления на первой ступени сепарации
210
215
220
225
230
235
240
3505
3510
3515
3520
3525
3530
0
500
1000
1500
2000
Массовый расход тованой
нефти, т/сут
Давление, МПа изб.
Выход нефти
Выход газа
Массовый расход газа, т/сут
Рисунок 5.6 – Массовый выход товарной нефти и газа в 2021 году в зависимости от давления на первой ступени сепарации

Рисунок 5.7 – Плотность товарной нефти и газа в 2021 году в зависимости от давления на первой ступени сепарации
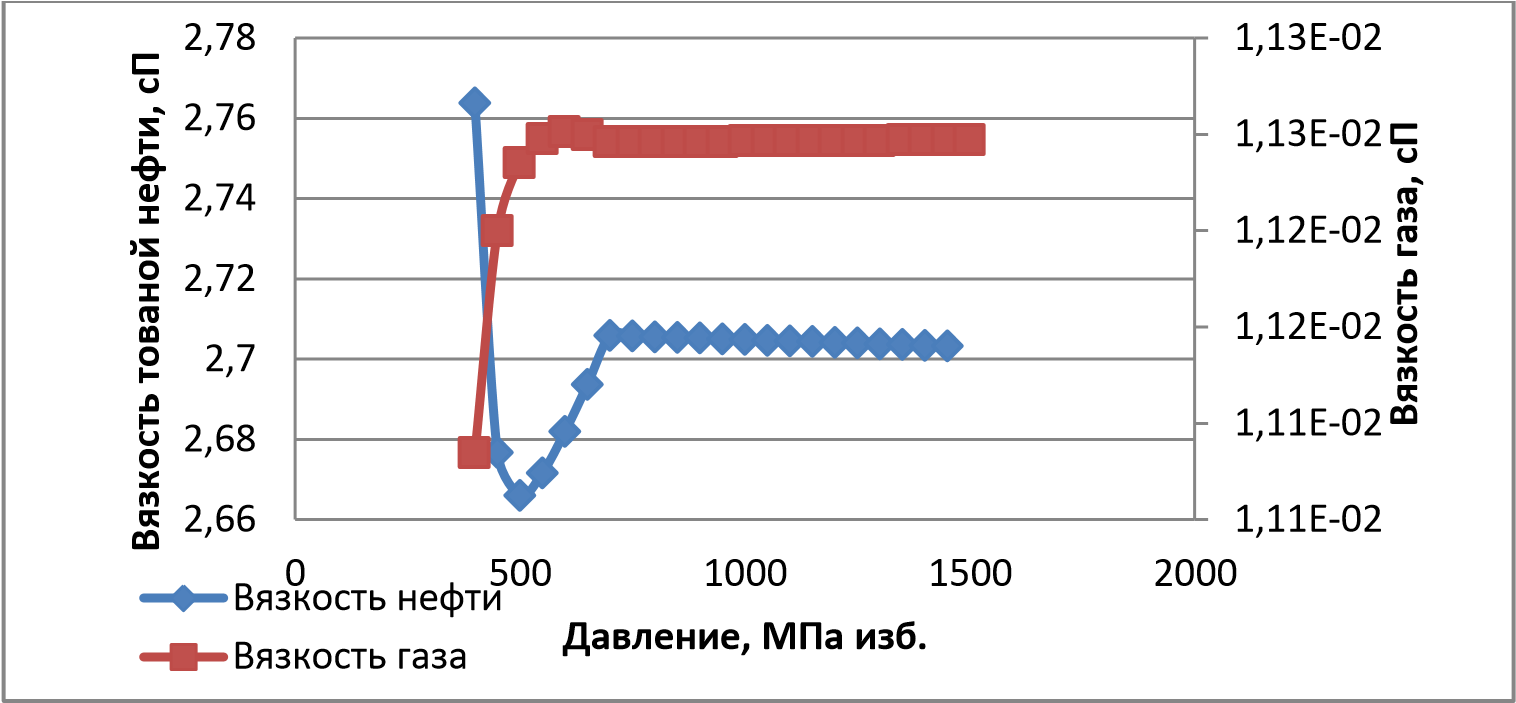
Рисунок 5.8 – Вязкость товарной нефти и газа в 2021 году в зависимости от давления на первой ступени сепарации
В таблице 5.5 приведены составы и свойства нефти и газа при оптимальном давлении на первой степени сепарации.
Таблица 5.5 – Состав и свойства подготовленной нефти и газа при оптимальном давлении первой ступени сепарации
| Свойства | Единицы измерения | Нефть 2018 год, | Газ 2018 год | Нефть 2021 год | Газ 2021 год |
| Плотность | кг/м3 | 860,3 | 0,867 | 853,7 | 1,094 |
| Расход | т/сут | 4148,7 | 148,8 | 3527,5 | 212,9 |
| ДНП | кПа | 81,9 | — | 88,5 | — |
| Компонентный состав | |||||
| CH4 | % мольные | 0,001 | 0,761 | 0,000 | 0,603 |
| C2H6 | 0,002 | 0,067 | 0,002 | 0,080 | |
| C3H8 | 0,013 | 0,067 | 0,019 | 0,130 | |
| i-C4H10 | 0,010 | 0,019 | 0,011 | 0,026 | |
| n-C4H10 | 0,019 | 0,025 | 0,042 | 0,067 | |
| i-C5H12 | 0,015 | 0,007 | 0,026 | 0,017 | |
| n-C5H12 | 0,019 | 0,007 | 0,052 | 0,025 | |
| N2 | 0,000 | 0,019 | 0,000 | 0,015 | |
| СО2 | 0,000 | 0,009 | 0,000 | 0,016 | |
| H2S | 0,000 | 0,000 | 0,000 | 0,000 | |
| H2O | 0,000 | 0,019 | 0,000 | 0,022 | |
| С6+ | 0,921 | 0,000 | 0,848 | 0,000 | |
| Итого | 1 | 1 | 1 | 1 | |
Оптимальное давление на первой ступени сепарации в 2018 году равно 700 кПа изб. После подключения перспективных кустовых площадок в 2021 году оптимальное давление будет равно 600 кПа изб. Сравнивая таблицы 5.4 и 5.5 видим, при оптимальном давлении нефть и газ получаются более легкими, за счет увеличения содержания компонентов С4+ в нефти и уменьшения их в газе. В 2018 году реальное промысловое давление подготовки равное 800 кПа изб. близко к оптимальному, разность в выходе нефти составляет лишь 0,2 т/сут. С учетом непостоянного расхода и давления в реальных условиях до 2021 года действующую технологию можно не изменять. В связи с изменением состава нефти в 2021, оптимальное давление первой ступени сепарации снижается. Потери в выходе нефти за счет сепарации при неоптимальных условиях составят 0,8 т/сут. С учетом того, что давление на второй ступени сепарации составляет 400 кПа изб, и есть запас для снижения давления на первой, рекомендуется снизить давление до оптимального (600 кПа изб.). ДНП для обоих составов увеличивается за счет большего содержания в нефти пропан-бутановой фракции и пентана.
5.4 Моделирование действующей технологии подготовки нефти в
динамическом режиме
Термодинамическая модель представляет собой идеальную систему, в которой не учитываются размер и форма оборудования, штуцеры, теплопотери, унос газовой фазой капелек жидкости и жидкостью пузырьков газа. Динамическая модель учитывает вышеизложенные факторы, что позволяет смоделировать реальный процесс.
При построении динамической модели были установлены ПИДрегуляторы, которые устанавливают связь между сепараторами и клапанами. ПИД-регуляторы путем изменения уровня открытия клапана поддерживают давление и уровень жидкости в заданном диапазоне.
Динамическая модель представлена на рисунке 5.9.
Исходными данными для расчета динамической модели являются данные таблицы 4.4 и 4.5.
По данным таблицы 4.5 были построены профили добычи жидкости, нефти, газа (рисунок 5.10) и динамики роста обводненности продукции (рисунок 5.11). Как видно из графика, пик добычи жидкости приходится на 2026 год, пик добычи газа – на 2024 год. Следовательно, необходимо проверить пропускную способность установки именно в эти годы.
В динамической модели показатели добычи нефти, газа и воды были увеличены на 20 %. Согласно методическим указаниям ПАО «Роснефть» такой запас в расчетах обеспечит надежную работу оборудования при возникновении внештатных ситуаций в реальных условиях.

Рисунок 5.9 – Схема для моделирования установки подготовки нефти в динамическом режиме
62

Рисунок 5.10 – Динамика добычи жидкости, нефти и газа
0
10
20
30
40
50
60
70
80
90
2018
2020
2022
2024
2026
2028
2030
2032
Обводненность, %
Годы
Рисунок 5.11 – Динамика обводненности нефти в исследуемый период
Для моделирования реального процесса в сепараторах был задан параметр уноса капелек жидкости газовой фазой. Суммарный унос легкой и тяжелой фракции по продуктам согласно методическим указаниям ПАО НК «Роснефть» составляет 1 % масс.
Помимо уноса было установлено время пребывания жидкости в каждом из сепараторов. Для сепараторов первой и третьей ступени было установлено время пребывание в размере 10 минут. Согласно методическим указаний ПАО НК «Роснефть» для нефтей, имеющих среднюю плотность (от 850 до 890 кг/м3), рекомендуемое время пребывания жидкости в аппарате должно быть от 5 до 10 минут. Таким образом, обеспечение 10-минутного пребывания жидкости в сепараторе позволит обеспечить разгазирование нефти, а также выполнить требования по буферному запасу.
Согласно методическим указаниям ОАО «НК «Роснефть» для нефти, имеющих среднюю плотность (от 850 до 890 кг/м3) и массовую обводненность более 30 %, рекомендуемое время пребывания жидкости в аппаратах предварительного сброса воды должно быть увеличено в 1,5 раза и будет составлять до 45 минут. Таким образом, для 2018 года время пребывания жидкости в НГС составляет 30 минут, для всех последующих 45 минут.
В модели установлено по одному сепаратору на каждой ступени и задан объем каждого из них. Изменяя объем сепаратора в модели можно смоделировать параллельную работу нескольких аппаратов. При этом суммарный объем нескольких реальных сепараторов будет равняться объему одного в модели.
После запуска модели были получены зависимости уровня воды в НГС для 2026 года (рисунок 5.12) и давления на первой и третьей ступени сепарации для 2024 года. Как видно из рисунков 5.13 и 5.14, давление не превышает максимально допустимое (900 кПа изб). Следовательно, подключение дополнительного оборудования не требуется.
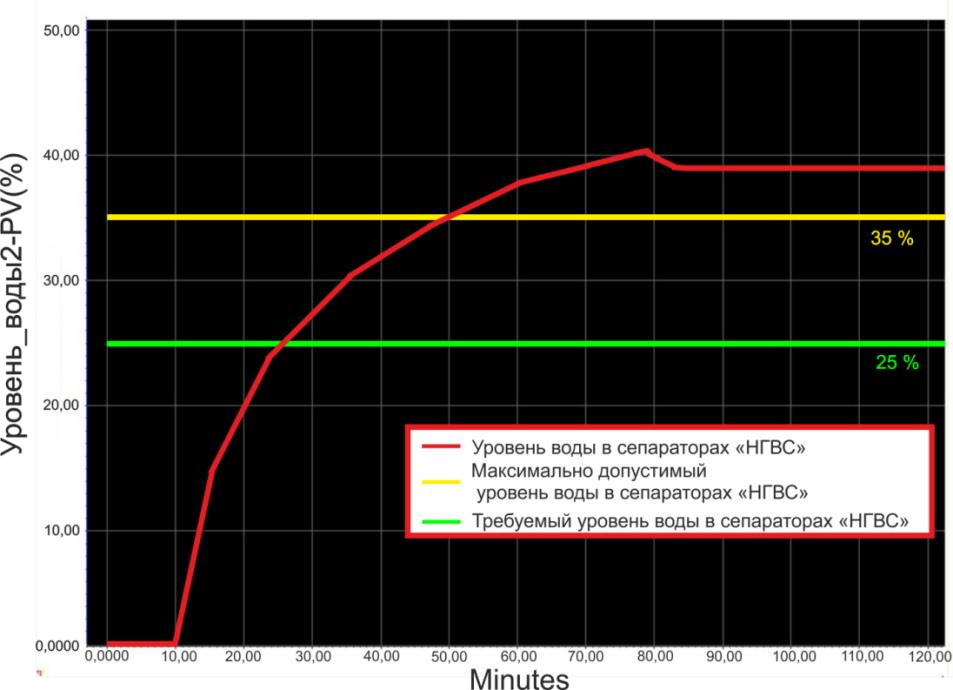
Рисунок 5.12 – Уровень воды в НГС в 2026 году при работе трех аппаратов
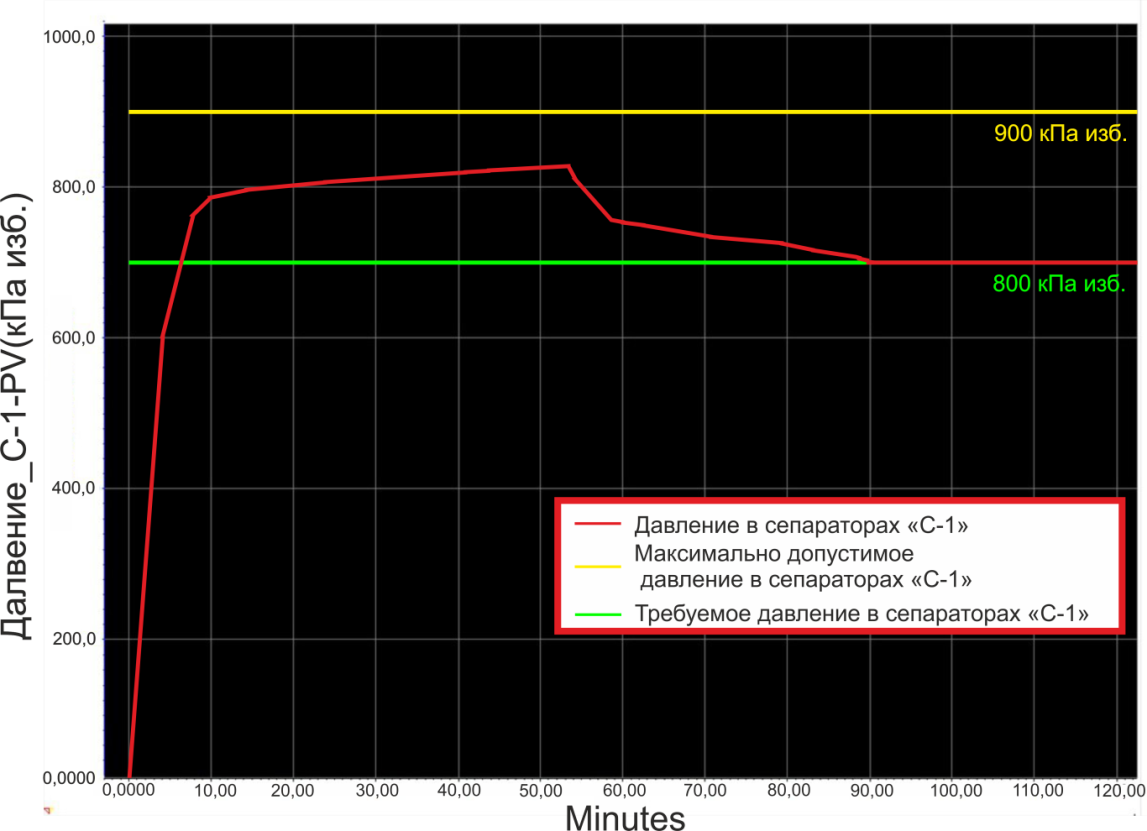
Рисунок 5.13 – Давление в сепараторах первой ступени при работе трех
аппаратов в 2024 году

Рисунок 5.14 – Давление в сепараторах третьей ступени при работе трех аппаратов в 2024 году
На рисунке 5.12 видно, что объем заполнения сепаратора водой превышает 35 %, что соответствует работе аппарата в аварийном режиме. Для определения момента начала работы НГС сепаратора в аварийном режиме были получены тренды по каждому году.
Согласно расчета НГС не успевают разделять жидкость, начиная с 2023 года (рисунок 5.15), следовательно, к этому году необходимо установить дополнительный сепаратор.
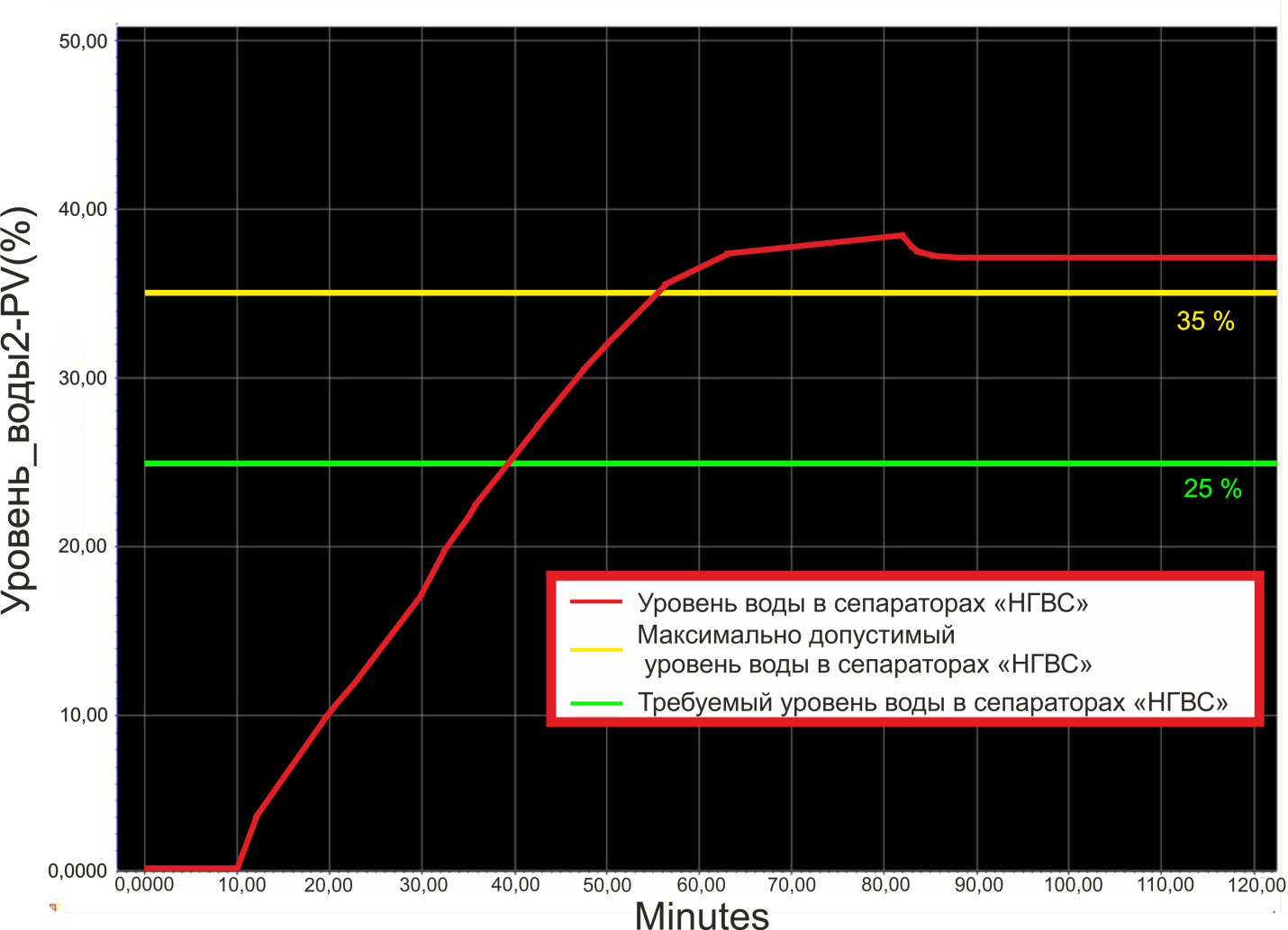
Рисунок 5.15 – Уровень воды в НГС в 2023 году при работе трех аппаратов
В модели (рисунок 5.9) был увеличен объем НГС на 200 м3, что соответствуем параллельной работе 4-х аппаратов. После чего расчет для 2026 года, года максимальной загрузкой по жидкости, был произведен заново. Полученный тренд представлен на рисунке 5.16. Из рисунка видно, что максимальный объем заполнения сепаратора при работе аппарата в штатном режиме составляет 28 %, что не превышает значения определенного действующим технологически регламентом.

Рисунок 5.16 – Уровень воды в НГС при параллельной работе 4-х аппаратов
Из профиля добычи (рисунок 5.10) видно, что после 2024 года количество газа, приходящего на установку быстро снижается. Можно предположить, что для нормальной работы установки будет достаточно меньшего количества сепараторов. Для определения необходимого количества сепараторов первой и третьей степени, были построены модели, представленные на рисунках 5.17 – 5.19. Модели запускались для каждого года, начиная с 2025 года.
Первая ступень
сепарации
Вторая ступень
сепарации
Третья ступень
сепарации
Направление движения
жидкости
Сепараторы первой
ступени
Сепараторы второй
ступени
Сепараторы третьей
ступени
Рисунок 5.17 – Принципиальная схема установки при параллельной работе
2-х сепараторов на первой ступени
Первая ступень
сепарации
Вторая ступень
сепарации
Третья ступень
сепарации
Направление движения
жидкости
Сепараторы первой
ступени
Сепараторы второй
ступени
Сепараторы третьей
ступени
Рисунок 5.18 – Принципиальная схема установки при параллельной работе
2-х сепараторов на третьей ступени
Первая ступень
сепарации
Вторая ступень
сепарации
Третья ступень
сепарации
Направление движения
жидкости
Сепараторы первой
ступени
Сепараторы второй
ступени
Сепараторы третьей
ступени
Рисунок 5.19 – Принципиальная схема установки при параллельной работе
2-х сепараторов на первой и третьей ступенях
Исследование показало, что двух сепараторов (рисунок 5.20) на первой ступени недостаточно из-за большого количества жидкости на входе (объем заполнения превышает 66,7 %). Для концевой сепарационной установки регулятор давления, начиная с 2028 года, успевает сбрасывать давление до 5 кПа изб при работе двух аппаратов (рисунок 5.21).
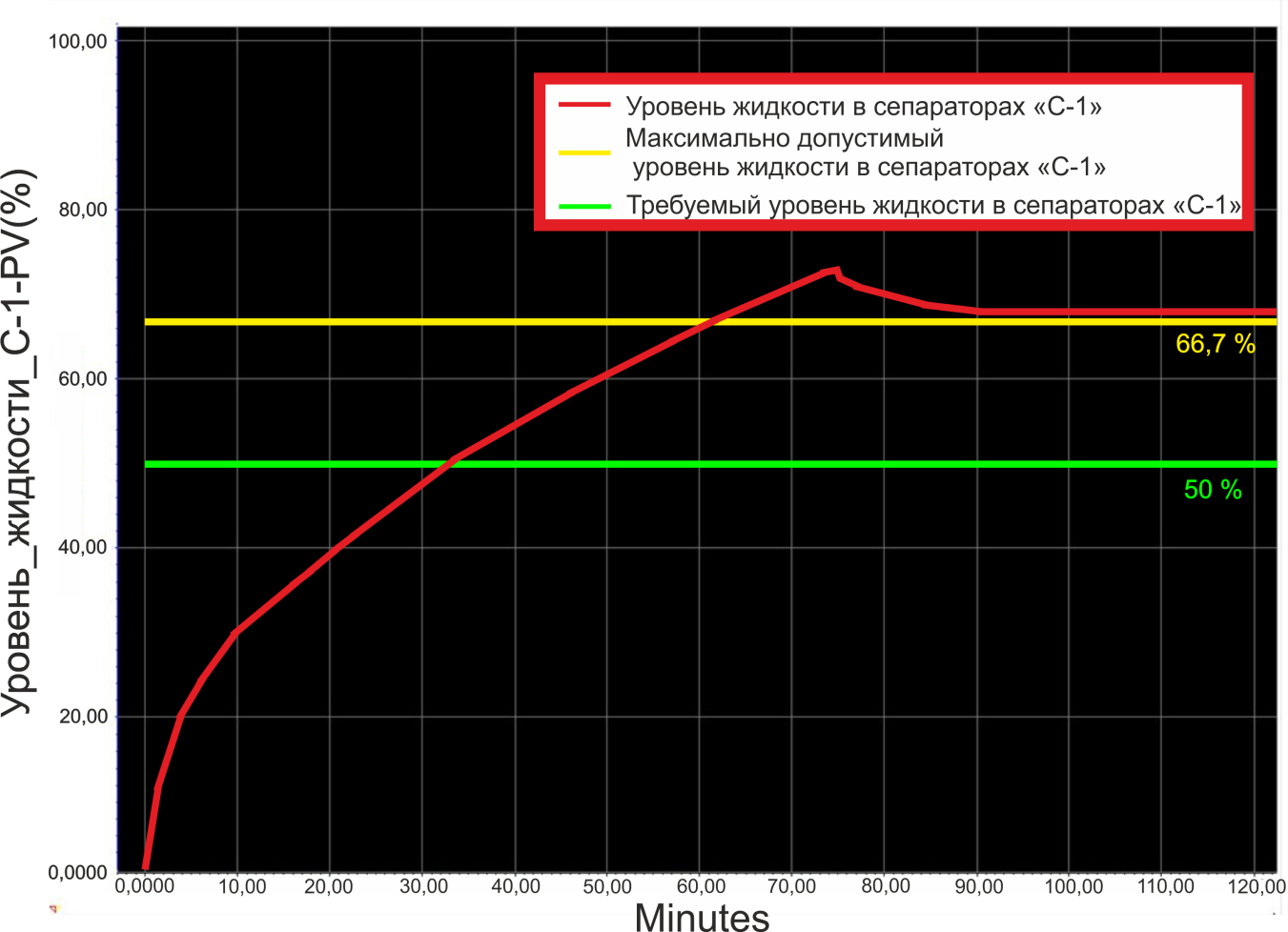
Рисунок 5.20 – Уровень жидкости сепараторах первой ступени при работе двух аппаратов в 2025 году
Таким образом, для нормальной работы установки следует установить еще один НГС в 2023 г. Также в 2028 г. один сепаратор на третьей ступени следует отключить, для снижения эксплуатационных затрат. Конечная схема установки будет соответствовать схеме, представленной на рисунке 5.19.

Рисунок 5.21 – Давление в сепараторах третьей ступени при работе двух
аппаратов в 2028 году
5.5 Материальный баланс
Материальный баланс установки для каждого года был составлен по результатам расчета модели в динамическом режиме. Из трендов давления и уровня жидкости можно определить, что первые 90 минут программа производит автоматическую настройку и корректировку работы клапанов. После чего выходит на стационарный режим работы (горизонтальная линия на трендах). При стационарной работе установки расходы не изменяются. Материальный баланс составлен после стабилизации трендов.
Полученные результаты, с учетом снижения давления на первой ступени до 600 кПа в 2021 году, введением НГС в 2023 году и отключением одного сепаратора на третьей ступени в 2028 году, приведены в таблице 5.6.
Таблица 5.6 – Материальный баланс УПН по каждому году
| 2018 | 2019 | 2020 | 2021 | 2022 | 2023 | 2024 | 2025 | 2026 | 2027 | 2028 | 2029 | 2030 | 2031 | 2032 | |
| Приход | |||||||||||||||
| Сырая нефть, т/сут | 6771,9 | 6195,6 | 5468,3 | 7504 | 9822,6 | 10939,9 | 12541 | 13127,6 | 13186,2 | 12969 | 12734,3 | 12564,7 | 12375,7 | 12227,9 | 12159,6 |
| Расход | |||||||||||||||
| Вода, т/сут | 1585,4 | 2111,7 | 2288,6 | 2992,2 | 3645,9 | 3861,9 | 5385,4 | 6361,5 | 7176,4 | 7846,5 | 8337,1 | 8706,6 | 8964,3 | 9149,8 | 9313,7 |
| Нефть товарная, т/сут | 4978,3 | 3905,0 | 3027,5 | 4269,0 | 5822,8 | 6663,6 | 6730,2 | 6316,1 | 5564,5 | 4698,8 | 4006,5 | 3494,9 | 3074,8 | 2765,5 | 2550,0 |
| Газ, т/сут | 208,2 | 178,9 | 152,2 | 242,8 | 353,9 | 414,4 | 425,4 | 450,0 | 445,3 | 423,7 | 390,7 | 363,2 | 336,6 | 312,6 | 295,9 |
| Массовая доля воды в нефти, % | 0,325 | 0,532 | 0,756 | 0,699 | 0,683 | 0,622 | 0,673 | 1,052 | 1,483 | 1,989 | 2,354 | 2,671 | 2,943 | 3,114 | 3,254 |
| Итого, т/сут | 6771,9 | 6195,6 | 5468,3 | 7504,0 | 9822,6 | 10939,9 | 12541,0 | 13127,6 | 13186,2 | 12969,0 | 12734,3 | 12564,7 | 12375,7 | 12227,9 | 12159,6 |
71
6. Обсуждение результатов
Проведенное исследование показывает, что оптимальным давлением первой ступени сепарации является 700 и 600 кПа изб для 2018 и 2021 года соответственно. При этом выход нефти при снижении давления с 800 до 700 кПа увеличится на 0,2 т/сут. С учетом возможных изменений расходов и давлений в реальных условиях давление на первой ступени можно не снижать, так это не повлияет на результат. После изменение состава сырья в 2021 оптимальное давление будет равно 600 кПа, при этом выход нефти, по сравнению с давлением действующей технологии, может увеличиться на 0,8 т/сут. В связи с этим моделирование проводилось с давлением 600 кПа изб на первой ступени с 2021 года.
Динамическая модель позволила установить следующее.
С 2023 года на второй ступени сепарации при удержании в ней жидкости в течение 45 минут, объем заполнения сепаратора второй ступени водой превышает 35 %. Предотвратить это можно двумя способами. Первый – уменьшить время пребывания жидкости в аппарате, что повлечет за собой недостаточное обезвоживание нефти. Массовая доля воды в нефти на выходе из установки превысит установленные в регламенте 5 % масс. Это увеличит скорость коррозии в трубопроводе, по которому нефть направляется на дальнейшую подготовку. Второй – установка четвертого сепаратора. Подключение дополнительного сепаратора требует капитальных затрат и позволяет обеспечить требуемое обезвоживание нефти.
С 2028 года параллельная работа двух сепараторов на третьей ступени обеспечивает требуемую дегазацию (поддержание давления в сепараторах третьей ступени не выше 5 кПа изб.).
На протяжении всего периода эксплуатации установки удается добиться снижения содержания воды в подготовленной нефти до 5 % масс.
Максимальное значение в этом показателе достигнет в 2032 году – 3,3 % масс, когда обводненность будет иметь максимальное значение.
ДНП для нефти, поступающей на УПН с действующих кустовых площадок, равно 81,1 кПа. С 2021 года ДНП при сепарации нефти при оптимальных условиях увеличится до 88,5 кПа. Таким образом, нефть по этому показателю не соответствует требованиям ГОСТ Р 51858-2002 [30].
Так как сепарационные установки одной ступени сепарации должны компоноваться из однотипных аппаратов [32], рекомендуется установить сепаратор: НГС-3400, объемом 200 м3 компании ООО НПО «СпецНефтеМаш».
Сепаратор с внутренним и наружным покрытием идет в комплекте с опорами, люками, штуцерами, заглушками, фланцами, крепежными изделиями и прокладками, лестницей для доступа внутрь аппарата, тепловой изоляцией, площадками обслуживание и ограждений. Данный сепаратор работает в диапазоне температур от минус 40 до плюс 40 °С и предусматривает унос капельной жидкости не более 0,05 кг/м3 и пузырьков газа в нефти не более 0,5 м3/т.
Таким образом, в действующую технологию рекомендуется внести следующие изменения:
- снизить давление на первой ступени в 2021 году до 600 кПа изб;
- установить один дополнительный НГС на второй ступени в 2023
году;
- отключить один сепаратор на третьей ступени в 2028 году.
7 Финансовый менеджмент, ресурсоэффективность и ресурсосбережение
В магистерской диссертации анализируется эффективность подготовки нефти при увеличении объема добычи. Расчеты показывают, что на установке подготовке необходимо будет провести модернизацию. А именно потребуется установка дополнительного 3-х фазного сепаратора (НГС) на второй ступени сепарации. Поэтому целью экономической части является расчет капитальных вложений на монтаж 3-х фазного сепаратора. Расчет эксплуатационных затрат, а также определение экономической эффективности.
7.1 Капитальные вложения
Капитальные затраты на монтаж 3-х фазного сепаратора включают в себя:
- Проектно-изыскательские работы.
- Стоимость оборудования.
- Строительно-монтажные работы.
- Прочие затраты.
Проектно-изыскательские работы
Проектно-изыскательские работы – это комплекс мероприятий, предшествующих строительству. Основная задача – выявить неблагоприятные условия, которые могут увеличить расходы на монтаж и эксплуатацию оборудования [33]. Специалисты изучают территорию, ее ландшафтные особенности. Учитываются техногенные факторы влияния на окружающую среду. После сбора всех необходимых данных готовится промежуточная документация. Она нужна для того, чтобы написать инженерный отчет, который в дальнейшем в своих целях использует заказчик.
Стоимость проектно-изыскательских работ была определена по трудозатратам. Согласно единым нормам времени и расценкам на проектные и изыскательские работы потребуется 24 часа на выполнение геодезических работ и 16 часов на оформление сметной документации. Данные по заработной плате работников представлена в таблице 7.1.
Таблица 7.1 – Заработная плата работников при проектно-изыскательских работах
| Профессия | Количество | Тариф- ная
ставка, руб./час |
Время на проведение
мероприятия, ч. |
Тарифный фонд
ЗП, руб. |
Районный. Коэффициент
1,5 |
Заработная плата с учетом
надбавок, руб. |
| Маркшейдер | 1 | 216 | 24 | 5184 | 2592 | 7776 |
| Менеджер | 1 | 144 | 16 | 2304 | 1152 | 3456 |
| Итого | 2 | 7488 | 3744 | 11232 |
В таблице 7.2 представлен расчет страховых отчислений во внебюджетные фонды, такие как: Пенсионный фонд России (ПФР), Фонд социального страхования (ФСС), Федеральный фонд обязательного медицинского страхования (ФОМС). Страховые взносы от несчастных случаев на производстве и профессиональных заболеваний соответствуют классу I на основании ФЗ-№125 [34].
Таблица 7.2 – Страховые тарифы на обязательное страхование в ПФР, ФСС и
ФОМС
| Должность | Количество | Заработная плата за выполненный вид работ, руб. | Тип страховых отчислений и ставка по отчислениям | |||
| Страхование от несчастных случаев на
производстве 0,2% |
ПФР, 22% | ФСС, 2,9 % | ФОМС, 5,1% | |||
| Маркшейдер | 1 | 7776 | 16 | 1711 | 226 | 397 |
| Менеджер | 1 | 3456 | 7 | 760 | 100 | 176 |
| Итого | 23 | 2471 | 326 | 573 | ||
| 3393 | ||||||
Общая сумма страховых взносов на 2 работников составила 3393 руб.
Таким образом, общая сумма по заработной плате составила 14625 руб.
Стоимость оборудования.
Расчет стоимости необходимого оборудования для монтажа 3-х фазного сепаратора (НГС) представлен в (табл. 7.3).
Таблица 7.3 – Оборудование для монтажа НГС
| № | Наименование | Единица измерения | Количество | Стоимость, рублей |
| 1 | Сепаратор нефтегазовый НГС 1,0-3400 | шт. | 1 | 500000 |
| 2 | Трубопроводы DN200, Марка 15Л | км | 2,5 | 125000 |
| 3 | Клапан предохранительный, PN 0,9 | шт. | 2 | 10000 |
| 4 | Клапан регулирующий с электроприводом VRB3 | шт. | 2 | 48000 |
| 5 | Манометр МТП-10 | шт. | 4 | 20400 |
| Итого | 703400 | |||
Строительно-монтажные работы
Для правильной и безопасной работы установки необходим ее правильный монтаж специалистами инженерно-технического отдела. Основные виды работ, которые необходимы для проведения монтажа сепаратора представлены в таблице 7.4 [35]. Данные виды работ относятся к контрагентным услугам.
Таблица 7.4 – Экономические затраты на монтаж сепаратора
| № | Вид монтажных работ | Количество дней | Стоимость работ, рублей |
| 1 | Заливка фундамента для установки сепаратора | 1 | 30000 |
| 2 | Монтаж НГС | 1 | 40000 |
| 3 | Укладка труб от УДР до НГС и от НГС до КСУ | 3 | 50000 |
| 4 | Присоединение свободных концов труб к УДР, НГС и КСУ | 0,5 | 10000 |
| 5 | Опрессовка линии давлением в 0,9 МПа изб. | 0,5 | 5000 |
| Итого | 4 | 135000 | |
Общие затраты на монтаж 3-х фазного сепаратора составил 135000 рублей.
Прочие затраты
Прочие работы и затраты, согласно МДС 81-35.2004 учитывают:
1.Увеличение затрат в зимнее время. Эти затраты зависят от региона работ, от вида строительства.
- Затраты на содержание автомобильных дорог во время строительства и восстановление после окончания работ.
- Расходы на перевозку строителей и монтажников согласно обосновывающим документам транспортных предприятий.
- Затраты на содержание вахтовых поселков, их эксплуатацию, доставку вахтовых рабочих до места вахты и в период нахождения в пути оплату суточных.
- Командировочные расходы.
- Страхование.
Согласно методическим указаниям ПАО НК «Роснефть» прочие затраты на монтаж и проведение пуско-наладочных работ сосудов работающих под давлением определяются в размере 20 % от капитальных вложений. Таким образом прочие затраты на установку НГС составляют 218037 рублей.
Структура капитальных вложений представлена в таблице 7.5 и на рисунке 7.1.
Таблица 7.5 – Структура капитальных затрат
| Наименование затрат | Стоимость, тыс. руб. |
| Проектно-изыскательские работы | 14,6 |
| Оборудование | 703,4 |
| Строительно-монтажные работы | 135,0 |
| Прочие работы и затраты | 213,3 |
| Итого | 1066,3 |
1
%
66
%
13
%
20
%
Проектно
—
изыскательские работы
Оборудование
Строительно
—
монтажные работы
Прочие работы и затраты
Рисунок 7.1 – Структура капитальных вложений на установку сепаратора
7.2 Эксплуатационные затраты
Эксплуатационные затраты – это ежегодные текущие издержки предприятия, связанные с реализацией проекта.
Эксплуатационные затраты группируют по следующим экономическим статьям: материальные затраты, затраты на оплату труда, социальные отчисления, амортизационные отчисления, прочие расходы.
Далее рассчитаем стоимость эксплуатации 3-фазного сепаратора. В состав сметных расценок на эксплуатацию машин Ссеп входят следующие статьи затрат (руб./маш.-час) :
Ссеп = А + Р + Б + З + Э + С, (7.1)
где: А – амортизационные отчисления на полное восстановление,
рублей/машино-час;
Р – затраты на выполнение всех видов ремонта, диагностирование и техническое обслуживание, рублей/машино-час;
Б – затраты на замену быстроизнашивающихся частей, рублей/машиночас;
З – оплата труда рабочих, рублей/машино-час;
Э – затраты на энергоносители, рублей/машино-час;
С – затраты на смазочные материалы, рублей/машино-час;
Нормативный показатель затрат на все виды ремонта для каждого оборудования горизонтальной насосной установки
Затраты на выполнение всех видов ремонта рассчитываются по формуле
(7.2):
 , (7.2)
, (7.2)
где Вс – восстановительная стоимость машины, руб;
Нр – норма годовых затрат, %;
Т – годовой режим работы машины, час.
Нр рассчитывается по формуле (7.3):
 , (7.3)
, (7.3)
средства, где: Рем + ТО – сумма среднегодовых затрат на техническое
обслуживание и ремонт, которые включают в себя:
- средства, потраченные на покупку заменяемых агрегатов и запасных частей к ним с учетом всех транспортных расходов;
- стоимость ремонтных материалов с учетом всех
транспортных расходов;
- оплату труда ремонтных рабочих; при этом, трудоемкость определяется согласно отчисляемые на эксплуатацию ремонтных баз в части прямых затрат, учитывая амортизацию технологического оборудования;
С учетом (7.2) и (7.3) затраты на выполнение ремонта могут быть рассчитаны по формуле (7.4):
 , (7.4)
, (7.4)
Рассчитаем затраты на ремонт для каждого оборудования:
 .
.

 .
.
Нормативный показатель затрат на замену быстроизнашивающихся частей
Данный показатель затрат определяется по формуле (7.5):
 , (7.5)
, (7.5)
где: Цбч – цена быстроизнашивающийся части по рыночной стоимости;
Зд.бч. – затраты на доставку с учетом транспортных расходов.
Устанавливается для региона;
Зп.бч. – оплата труда ремонтных рабочих;
Кбч – количество частей. Устанавливается по инструкции на эксплуатацию машин;
Н+П – индивидуальные нормы для накладных расходов и сметной прибыли берется в долях от оплаты труда рабочих и составляет 0,7;
 .
.
Нормативные затраты на энергоносители
Для электроэнергии топлива используется формула (7.6):
Э = Нд ∙ Цд, (7.6)
где Нд – норма расхода электроэнергии Показатель Нд устанавливается:
- по паспортным данным;
- нормативам, приводимым в технической литературе; по фактическим данным;
Цд – цена электроэнергии (3,36 руб кВт час);
Нормативный показатель затрат на смазочные материалы Коэффициент С определяется по формуле (7.7):
С = (0,044 · Цмм + 0,004 · Цпс + 0,015 · Цтм) · Нд, (7.7)
где: 0,044, 0,004, 0,015 – коэффициенты, учитывающие расход
смазочных материалов;
Цмм, Цпс, Цтм – рыночные цены на масла, пластические смазки и трансмиссионные масла с учетом всех транспортных расходов (80 руб., 70 руб.,
90 руб. соответственно);
Нд– норма расхода топлива в среднем за год (50 л. в год);

Суммарная стоимость по эксплуатации для каждого оборудования отдельно представлены в таблице 7.6
Таблица 7.6 – Стоимость эксплуатации оборудования в год
| № | Наименование | Стоимость эксплуатации руб/ маш.- час | Количество часов | Стоимость эксплуатации оборудования в год |
| 1 | Сепаратор нефтегазовый НГС 1,0-3400 | 45,07 | 8760 | 394813,2 |
| 2 | Трубопроводы DN200,
Марка 15Л |
15,87 | 8760 | 139021,2 |
| 3 | Клапан предохранительный, PN 0,9 | 8,95 | 8760 | 78402 |
| 4 | Клапан регулирующий с электроприводом VRB3 | 10,89 | 8760 | 95396,4 |
| 5 | Манометр МТП-10 | 1,38 | 8760 | 12088,8 |
| Итого | 719721,6 | |||
Расчет амортизационных отчислений для оборудования 3-х фазного сепаратора в представлен в таблице 7.7. Он проведен согласно постановлению Правительства РФ от 01.01.2002 N 1 (ред. от 28.04.2018) «О Классификации основных средств, включаемых в амортизационные группы» [34].
Таблица 7.7 – Амортизационные отчисления для оборудования НГС
| № | Наименование | Амортизационная группа | Норма амортизации | Сумма амортизации за 1 год, рублей |
| 1 | Сепаратор нефтегазовый НГС 1,0-3400 | 6 группа | 6,7 % | 33500 |
| 2 | Трубопроводы DN200, Марка 15Л | 6 группа | 2,8 % | 3500 |
| 3 | Клапан предохранительный, PN 0,9 | 4 группа | 5 % | 500 |
| 4 | Клапан регулирующий с электроприводом VRB3 | 4 группа | 5 % | 2400 |
| 5 | Манометр МТП-10 | 4 группа | 11,6 % | 2370 |
| Итого | 42270 | |||
К расходам на оплату труда относятся:
- суммы, начисленные по тарифным ставкам, должностным окладам, сдельным расценкам или в процентах от выручки от реализации продукции (работ, услуг) в соответствии с принятыми на предприятии (организации) формами и системами оплаты труда;
- надбавки по районным коэффициентам, за работу в районах крайнего Севера и др.
Расчет заработной платы
Данные по надбавкам к заработной плате приведены в таблице 7.8.
Таблица 7.8 – Надбавки и доплаты к заработной плате работника
| Районный коэффициент | 1,5 |
| Северная надбавка | 1,5 |
| Компенсационная выплата за время нахождения в пути на вахту/с вахты | 1,25 |
| Компенсационная выплата за вахтовый метод работы | 1,1 |
Затраты на заработную плату обслуживающего персонала занесем в таблицу 7.9
Таблица 7.9 – Расчет заработной платы работников
| Оператор ТУ дневной | Оператор ТУ ночной | Слесарь КИПиА дневной | Слесарь КИПиА ночной | |
| Часовая тарифная ставка | 43 | 64,5 | 41 | 61,5 |
| Районный коэффициент, руб. | 21,5 | 32,25 | 20,5 | 30,75 |
| Северная надбавка, руб. | 21,5 | 32,25 | 20,5 | 30,75 |
Продолжение таблицы 7.9
| Время нахождения в пути, руб. | 10,75 | 16,125 | 10,25 | 15,375 |
| Вахтовый метод работы, руб. | 4,3 | 6,45 | 4,1 | 6,15 |
| Итого, руб./час | 101,05 | 151,575 | 96,35 | 144,525 |
| Время работы, часов | 4380 | 4380 | 4380 | 4380 |
| Итого, руб. за работу 1го работника, руб | 442599 | 663898,5 | 422013 | 633019,5 |
| Общая сумма ЗП, руб. | 2161530 | |||
Согласно данным расчета из таблицы 7.9 для годового обслуживания 3-х фазного сепаратора на оплату труда обслуживающим ее работникам необходимо 2161530 руб.
Затраты на страховые взносы в пенсионный фонд, фонд социального страхования, фонд обязательного медицинского страхования и обязательного социального страхования от несчастных случаев на производстве представлены в таблице 7.10. Рассчитывая затраты на страхование от несчастных случаев на производстве и профессиональных заболеваний, выбираем согласно приказу
Министерства труда и социальной защиты РФ от 25.12.12 N 625н «Об утверждении Классификации видов экономической деятельности по классам профессионального риска» класс I с тарифом 0,2.
Таблица 7.10 – Расчет страховых взносов
| Оператор ТУ дневной | Оператор ТУ ночной | Слесарь КИПиА дневной | Слесарь КИПиА ночной | |
| ЗП, руб. | 442599 | 663899 | 422013 | 633020 |
| ФСС (2,9%) | 12835 | 19253 | 12238 | 18358 |
| ФОМС (5,1%) | 22573 | 33859 | 21523 | 32284 |
| ПФР (22%) | 97372 | 146058 | 92843 | 139264 |
| Страхование от несчастных случаев (тариф 0,2%) | 885 | 1328 | 844 | 1266 |
| Всего, руб. | 133665 | 200497 | 127448 | 191172 |
| Общая сумма, руб. | 652782 | |||
Сводные данные по эксплуатационным затратам представлены в таблице 7.11.
Таблица 7.11 – Суммарные ксплуатационные затраты
| Состав затрат | Сумма затрат, руб. |
| Затраты на оборудование и материалы | 719721,6 |
| Амортизационные отчисления | 42270 |
| Оплата труда | 2161530 |
| Страховые взносы | 652782 |
| Накладные расходы (20%) | 894075,9 |
| Итого | 4470379,5 |
7.3 Расчет экономического дохода при использовании 3-х фазного сепаратора
Запуск в работу 3-х фазного сепаратора даст положительный эффект.
Так как производительность одного сепаратора составляет 96 м3/ч. Производительность установки увеличится на 841 тыс. м3/год по жидкости. Это позволит увеличить количество подготавливаемой нефти на 106 тыс.т/год.
Стоимость 1 тонны нефти на май 2018 года составляет 18,7 тыс. руб.
Общий доход от работы сепаратора (7.8):
Д = ? · Ц = 106 · 18,70 = 1982,2, млн.руб, (7.8)
Где Д – доход от работы сепаратора, млн. руб,
Q – количество нефти, тыс.т/год, Ц – цена тонны нефти, тыс. руб.
7.4 Оценка экономической эффективности
Расчет экономической эффективности будет зависеть от трех параметров: стоимости установки , стоимости ее обслуживания в год, в том числе расходы на зарплату работникам и стоимости монтажа установки. Экономическая эффективность будет рассчитываться относительно дохода от добычи нефти за тот же период (7.9):
Э = Д − (С0 + С) = 1982,2 − (1,1 + 4,5) = 1976,6, млн. руб. (7.9) где Э – экономическая эффективность от установки сепаратора,
С0 – капитальные вложения,
С – эксплуатационные затраты.
Срок эксплуатации сепаратора составляет 10 лет, поэтому следует оценить экономическую эффективность с учетом дисконтирования (7.10):
ЭД = Э · ??, (7.10)
где ЭД – дисконтированный экономический эффект, млн. руб; αm – коэффициент дисконтирования в m-ом году, д.е.
Коэффициент дисконтирования определяется по формуле (7.11):
 , (7.11)
, (7.11)
Где E – норма дисконта, д.е.; t – период эксплуатации, год.
С учетом нормы дисконта 0,15 получим:
 .
.
Вывод: согласно проведенному расчету на монтаж сепаратора нефтегазового НГС 1,0-3400 потребуется капитальных вложений на сумму 1,1 млн. рублей. Эксплуатационные затраты в том числе: амортизационные отчисления, отчисления в фонды социального страхования, заработную плату обслуживающего персонала, затраты на эксплуатацию оборудования потребуется 4,5 млн. рублей.
Установка сепаратора приведет к увеличению производительности установки, при этом количество подготавливаемой нефти увеличится на 106 тыс. т/год. Экономическая эффективность с учетом дисконта при сроке эксплуатации сепаратора 10 лет составит 488,6 млн. руб.
8. Социальная ответственность
Социальная ответственность или корпоративная социальная ответственность (как морально-этический принцип) – это ответственность перед людьми и данными им обещаниями, когда организация учитывает интересы коллектива и общества, возлагая на себя ответственность за влияние их деятельности на заказчиков, поставщиков, работников, акционеров.
Целью настоящей работы является нахождение оптимальных параметров системы комплексной подготовки нефти на месторождении «М» при увеличении объема добычи.
Моделирующая система была построена в ПО Aspen HYSYS. В данной программе наиболее полно реализованы функции моделирования сложных систем подготовки нефти.
Рабочий процесс проходил в кабинете самостоятельной работы института природных ресурсов, который расположен в 309 аудитории 20 корпуса НИ ТПУ. В кабинете предусмотрено 10 индивидуальных рабочих мест. Каждое место представляет собой компьютерный стол с тумбой и полками для книг, оснащенный стационарным компьютером (процессор: Intel(R) Core(TM) i5-3230M CPU 2,60 GHz) с монитором Samsung Sync Master 715N c диагональю 19 дюймов (яркость 75 %, контрастность 50 %, с частотой обновления 60 Hz и разрешением 1920×1080).
Так же кабинет оборудован круглым столом, рассчитанным на 6 человек. Кабинет имеет естественное и искусственное освещение. Естественное освещение осуществляется через световые проемы (окна), искусственное освещение осуществляется системой общего равномерного освещения. Значения размеров комнаты составляют: длина – 8 м, ширина – 6 м, высота – 3,5 м. Одно рабочее место занимает площадь равную 6 м2, а объем на одно рабочее место – 20,0 м3.
Основная работа производится в закрытом помещении (камеральная обработка данных) за компьютером, поэтому в разделе «Социальная ответственность» рассматривается безопасность работы за рабочим местом в компьютерном классе.
8.1 Анализ выявленных вредных факторов
Основные элементы производственного процесса, формирующие опасные и вредные факторы при выполнении камеральных работ в этом помещении описаны в таблице 8.1 в соответствии с ГОСТ 12.0.003-74 [36]. Таблица 8.1 – Основные элементы производственного процесса, формирующие опасные и вредные факторы при моделировании фильтрационных свойств пород мелкого месторождения Томской области.
| Наименование видов работ | Ф а к т о р ы
(ГОСТ 12.0.003-74 ССБТ с измен. 1999 г.) |
Нормативные документы | ||
| Вредные | Опасные | |||
| Сбор, изучение, анализ имеющихся
материалов; |
1.Недостаточная освещенность
рабочей зоны |
1.Электрический ток | ГОСТ 12.1.019 —
79 [37] ГОСТ 12.1.038-82 [38] ПТЭ и ПТБ потребителей [39] |
|
|
Камеральная обработка, формирование пояснительной записки |
2.Отклонение параметров микроклимата помещении
3.Степень нервно эмоционального напряжения |
в
— |
2.Пожароопасность |
ПУЭ [40] СанПиН
2.2.1/2.1.1.127803 [41] СанПиН 2.2.2/2.4.1340-03 [42] СанПиН 2.2.4.548-96 [43] |
Отклонение показателей микроклимата в помещении
Микроклимат производственных помещений – метеорологические условия производственной среды помещений, которые оказывают влияние на тепловую стабильность организма человека в процессе труда. Микроклиматические условия на рабочих местах производственных помещений – важнейший санитарно-гигиенический фактор, от которого во многом зависит состояние здоровья и работоспособность человека.
Показателями, характеризующими микроклимат в производственных помещениях согласно СанПиН 2.2.4.548-96 являются:
- температура воздуха;
- относительная влажность воздуха;
- скорость движения воздуха;
- интенсивность теплового облучения.
Микроклиматические параметры оказывают значительное влияние, как на функциональную деятельность человека, так и на надежность работы ПК. Поэтому в помещениях, где установлены компьютеры, должны соблюдаться оптимальные параметры микроклимата с учетом разграничения работ на категории по СанПиН 2.2.4.548-96 (таблица 8.2).
В данном случае проводимые работы можно отнести к категории Iа – интенсивность энергозатрат до 120 ккал/ч (производимые сидя и сопровождающиеся незначительным физическим напряжением).
Таблица 8.2 – Оптимальные величины показателей микроклимата в рабочей зоне производственных помещений при работе в компьютерном помещении согласно СанПиН 2.2.4.548–96 [43]
| Период года | Параметр микроклимата | Величина |
| Холодный и переходный | Температура воздуха в помещении | 22 – 24 °С |
| Относительная влажность | 40 – 60 % | |
| Скорость движения воздуха | до 0,1 м/с | |
| Теплый | Температура воздуха в помещении | 23 – 25°С |
| Относительная влажность | 40 – 60 % | |
| Скорость движения воздуха | 0,1 – 0,2 м/с |
При обеспечении оптимальных и допустимых показателей микроклимата в холодный период года следует применять средства защиты рабочего места от радиационного переохлаждения от стеклянных поверхностей оконных проемов, в теплый период – от попадания прямых солнечных лучей.
Для поддержания нормальных параметров микроклимата в рабочей зоне необходимо применять следующие основные мероприятия: защиту от источников теплового излучения, устройство систем вентиляции, кондиционирования воздуха и отопления.
Недостаточная освещенность рабочей зоны
Правильно спроектированное и рационально выполненное освещение производственных помещений оказывает положительное воздействие на работающих. Способствует повышению эффективности и безопасности труда, снижает утомление и травматизм, сохраняет высокую работоспособность.
Оценка освещенности рабочей зоны необходима для обеспечения нормативных условий работы в помещениях и открытых площадках и проводится в соответствии с СанПиН 2.2.1/2.1.1.1278-03 [42]. Естественное освещение обеспечивается через оконные проемы с коэффициентом естественного освещения (КЕО) не ниже 1,2 % в зонах с устойчивым снежным покровом и не ниже 1,5 % на остальной территории. Световой поток из оконного проема должен падать на рабочее место с левой стороны. Искусственное освещение в помещениях эксплуатации компьютеров должно осуществляться системой общего равномерного освещения. Освещенность на поверхности стола в зоне размещения документа должна быть 300-500 лк. Допускается установка светильников местного освещения для подсветки документов. Местное освещение не должно создавать бликов на поверхности экрана и увеличивать освещенность экрана более 300 лк. Прямую блескость от источников освещения следует ограничить. Яркость светящихся поверхностей (окна, светильники), находящихся в поле зрения, должна быть не более 200 кд/м2.Для искусственного освещения помещений с персональными компьютерами следует применять светильники типа ЛПО36 с зеркализованными решетками, укомплектованные высокочастотными пускорегулирующими аппаратами. Допускается применять светильники прямого света, преимущественно отраженного света типа ЛПО13, ЛПО5, ЛСО4, ЛПО34, ЛПО31 с люминисцентными лампами типа ЛБ. Защитный угол светильников должен быть не менее 40 градусов. Светильники местного освещения должны иметь непросвечивающийся отражатель с защитным углом не менее 40 градусов.
Степень нервно-эмоционального напряжения
Негативное воздействие на человека компьютеров заключается в том, что к концу рабочего дня операторы ПК ощущают головную боль, резь в глазах, тянущие боли в мышцах шеи, рук, спины, зуд кожи лица. Со временем это приводит к мигреням, частичной потере зрения, сколиозу, кожным воспалениям. Эти заболевания не только снижают трудоспособность, но и подрывают здоровье людей [42].
Чтобы избежать подобных негативных явлений, необходимо грамотно организовывать и оборудовать рабочие места с учетом требований СанПиН 2.2.2/2.4.1340-03 (рисунок 8.1), а именно:
− рабочее место должно располагаться так, чтобы естественный свет падал сбоку, преимущественно слева;
− окна в помещениях с ВДТ и ПК должны быть оборудованы
регулируемыми устройствами (жалюзи, занавески, внешние козырьки и т.д.);
− расстояние между рабочими столами с видеомониторами должны быть не менее 2,0 м, а расстояние между боковыми поверхностями видеомониторов – не менее 1,2 м;
− монитор, клавиатура и корпус компьютера должны находиться прямо перед оператором; высота рабочего стола с клавиатурой должна составлять от
680 до 800 мм над уровнем стола; а высота экрана (над полом) от 900 до 1280 см;
− монитор должен находиться от оператора на расстоянии от 60 до 70 см на 20 градусов ниже уровня глаз;
− пространство для ног должно быть: высотой не менее 600 мм, шириной не менее 500 мм, глубиной не менее 450 мм. Должна быть предусмотрена подставка для ног работающего шириной не менее 300 мм с регулировкой угла наклона. Ноги при этом должны быть согнуты под прямым углом.
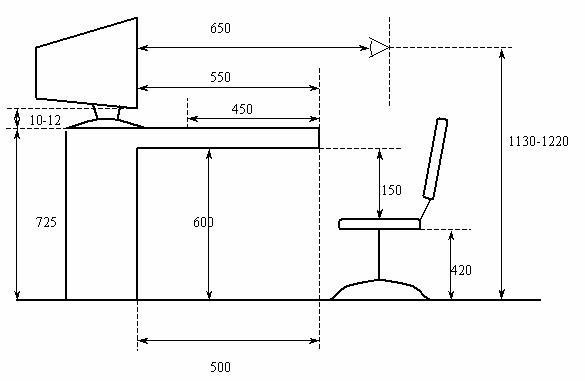
Рисунок 8.1 – Основные требования к рабочему месту
Кроме того, необходимо учитывать, что в случаях, когда характер работы требует постоянного взаимодействия с ВДТ (набор текстов или ввод данных и т. п.) с напряжением внимания и сосредоточенности, при исключении возможности периодического переключения на другие виды трудовой деятельности, не связанные с ПК, рекомендуется организация перерывов на 1015 мин через каждые 45-60 мин работы. Продолжительность непрерывной работы с ВДТ без регламентированного перерыва не должна превышать 1 ч. Ежедневная работа высокой интенсивности и с нервно-эмоциональным напряжением по 12 и более часов не допускается.
8.2 Анализ выявленных опасных факторов
Электробезопасность
Электрические установки, к которым относятся практически все оборудование ПК, представляет для человека большую потенциальную опасность.
Степень опасного и вредного воздействия на человека электрического тока и ЭМП зависит от: рода и величины напряжения и тока, частоты тока, пути тока через тело человека, продолжительность воздействия электрического тока на организм человека, условий внешней среды.
Реакция человека на электрический ток возникает лишь при протекании тока через тело. Электрический ток, проходя через организм человека, оказывает на него сложное действие – термическое, электролитическое, биологическое, механическое.
Напряжения и токи, протекающие через тело человека при нормальном режиме электроустановки, не должны превышать значений, указанных в таблице 8.3 [42].
Таблица 8.3 – Предельно допустимые значения напряжений и токов
| Род тока | Напряжение (U), B | Сила тока (I), мА | |
| не более | |||
| Переменный, 50 Гц | 2,0 | 0,3 | |
| Переменный, 400 Гц | 3,0 | 0,4 | |
| Постоянный | 8,0 | 1,0 | |
Для предотвращения электротравматизма большое значение имеет правильная организация работ, т.е. соблюдение правил технической эксплуатации электроустановок потребителей, правил техники безопасности при эксплуатации электроустановок потребителей (ПТЭ и ПТБ потребителей) и правил устройства электроустановок (ПУЭ).
Аудитория, где проводится камеральная обработка результатов научной деятельности, согласно ПУЭ относится к помещениям без повышенной опасности поражения электрическим током (относительная влажность воздуха – не более 75 %, температура воздуха +25Со, помещение с небольшим количеством металлических предметов, конструкций)
Основные нормативные акты, устанавливающие требования электробезопасности являются ГОСТ 12.1.019 -79 и ГОСТ 12.1.038-82.
Для предотвращения электротравм следует соблюдать требования, предъявляемые к обеспечению электробезопасности работающих на ПК:
- все узлы одного персонального компьютера и подключенное к нему периферийное оборудование должно питаться от одной фазы электросети;
корпуса системного блока и внешних устройств должны быть
заземлены радиально с одной общей точкой;
- для отключения компьютерного оборудования должен использоваться отдельный пункт с автоматами и общим рубильником.
8.3. Экологическая безопасность
В настоящем разделе приведена экологическая оценка воздействия на компоненты природной среды при разработки мелкого месторождения. Предусмотрены мероприятия, обеспечивающие безопасность населения, охрану окружающей среды и недр от возможных негативных воздействий, связанных с разработкой малого месторождения.
Защита атмосферы
Основная деятельность, планируемая на мелком месторождении – добыча и транспортировка нефти.
Основными источниками выбросов загрязняющих веществ (ЗВ) в атмосферу от планируемых объектов пробной эксплуатации малого месторождения являются:
- транспортабельная котельная с котлами ПКН–2С, работающая в период бурения новых скважин;
- дизельный подъемный агрегат «Cardwell» (работает в период освоения, бурения, монтажа и демонтажа при зарезки бокового ствола);
- двигатели внутреннего сгорания автомобильной и строительной техники.
Основными ЗВ, выбрасываемыми в приземный слой атмосферы, от планируемых источников являются: углеводороды, оксид азота, диоксид азота, оксид углерода, оксид серы, сажа, формальдегид, сернистый ангидрид, взвешенные вещества, акролеин.
Для нормирования выбросов вредных веществ используется показатель предельно-допустимой концентрации вредных веществ, рассчитываемый по формуле (8.1):
 , (8.1)
, (8.1)
Для предотвращения выбросов вредных веществ в атмосферу предусмотрены плановые ремонтно-предупредительные работы, не допускающие прорыв трубопровода при транспортировке нефти от кустовых площадок до ДНС с УПСВ.
В процессе опытно-промышленной разработки мелкого месторождения предусматривается герметизированная система добычи, сбора и транспорта продукции скважин до ДНС с УПСВ где планируется проводить первичную подготовку нефти (сброс воды).
Окончательная подготовка нефти проводится на действующей УПН соседнего месторождения, которая обеспечивает соответствие её качественных показателей первой группе по ГОСТ Р 51858-2002 [30].
Защита литосферы
Бурение эксплуатационных скважин с кустовых оснований и прокладка инженерных коммуникаций к ним в одном коридоре позволит сконцентрировать негативное воздействие планируемой разработки месторождения на литосферу. Почв сельскохозяйственного использования на площади месторождения не имеется. Земли используются в лесном хозяйстве.
Негативное воздействие объектов планируемой разработки месторождения на растительность оказывается:
- вырубкой леса на изымаемых под строительство землях; возможными аварийными разливами нефти.
Для рационального использования растительных ресурсов и снижения отрицательного воздействия планируемой разработки месторождения на растительность рекомендуется:
- использовать древесину, вырубаемую на отводимой территории, для нужд строительства;
- выполнять строительные работы строго в полосе отвода;
соблюдать правила пожарной безопасности при работе в лесных
массивах.
Реализация перечисленных мероприятий позволит ограничить негативное воздействие планируемой разработки месторождения на животный мир пределами площадных объектов. Беспокойство животных производством работ при отсутствии браконьерства будет сказываться в пределах нескольких сотен метров от планируемых объектов в период их строительства.
Образующиеся при разработке месторождения отходы подлежат переработке, обезвреживанию или захоронению в соответствии с требованиями нормативных документов и природоохранных органов государственного контроля.
Защита гидросферы
При добыче и подготовки нефти в сточные воды могут попадать нефтепродукты из-за прорыва трубопровода и разгерметизации оборудования.
Основными являются: углеводороды, оксид азота, диоксид азота, оксид углерода, оксид серы, сажа, формальдегид, сернистый ангидрид, взвешенные вещества, акролеин.
Основным нормирующим показателем, характеризующим качество воды, как и атмосферы, является ПДК.
Предельно допустимая концентрация вредного (загрязняющего) вещества в воде водоема (ПДКв) – это такая его концентрация, которая не оказывает негативного влияния на организм человека при различных видах употребления воды (для питья, приготовления пищи, гигиенических целей и для отдыха).
При установлении ПДК принимают во внимание несколько лимитирующих показателей вредности, т.е. под ним понимают определенное наиболее неблагоприятное воздействие каждого вещества. Для водоемов питьевого назначения используют три вида ЛПВ: санитарнотоксикологический, общесанитарный и органолептический. Для водоемов рыбохозяйственного назначения дополнительно применяют еще два ЛПВ: токсикологический и рыбохозяйственный.
Очистка воды от нефтепродуктов происходит на очистных сооружениях, которые сочетают в себе:
- механические методы;
- химические способы;
- физико-химические методики;
- биологические методы очистки.
8.4. Безопасность в чрезвычайных ситуациях
В данном разделе рассматривается чрезвычайная ситуация – пожары в зданиях, сооружениях жилого, социального и культурного назначения, относящаяся к классу ЧС техногенного характера.
В современных ПК очень высока плотность размещения элементов электронных схем. В непосредственной близости друг от друга располагаются соединительные провода, коммутационные кабели. При протекании по ним электрического тока выделяется значительное количество теплоты, что может привести к повышению температуры отдельных узлов до 80-100ᴼС. При повышении температуры отдельных узлов возможно оплавление изоляции соединительных проводов, которое ведет к короткому замыканию, сопровождающееся, в свою очередь, искрением.
«Технический регламент о требованиях пожарной безопасности» утвержден федеральным законом от 22 июля 2008 г.
Предотвращение распространения пожара достигается мероприятиями, ограничивающими площадь, интенсивность и продолжительность горения. К ним относятся:
- конструктивные и объёмно-планировочные решения,
препятствующие распространению опасных факторов пожара по помещению; ограничения пожарной опасности строительных материалов
используемых в поверхностных слоях конструкции здания, в том числе кровель, отделок и облицовок фасадов, помещений и путей эвакуации;
- снижение технологической взрывопожарной и пожарной опасности помещений и зданий;
- сигнализация и оповещение о пожаре;
- «План эвакуации людей при пожаре»;
- установлена система автоматической противопожарной сигнализации (датчики-сигнализаторы типа ДТП).
В данном помещении не обнаружено предпосылок к пожароопасной ситуации. Это обеспечивается соблюдением норм при монтировании электропроводки, отсутствием электрообогревательных приборов и дефектов в розетках и выключателях.
8.5 Правовые и организационные вопросы обеспечения безопасности
При разработке данного раздела учитываются необходимые нормы и требования законов Российской Федерации при работе за компьютером. Продолжительность рабочего дня составляет 8 часов.
В соответствии с приказом Министерства здравоохранения и социального развития Российской Федерации от 12 апреля 2011 г. N 302н работы профессионально связанные с эксплуатацией ПК не входят в перечень вредных и (или) опасных производственных факторов и работ.
В соответствии с пунктом 13.1 статьи 13 Постановления Главного государственного санитарного врача Российской Федерации от 03.06.2003 № 118 [44] лица, работающие с ПК более 50% рабочего времени (профессионально связанные с эксплуатацией ПК), должны проходить обязательные предварительные при поступлении на работу и периодические медицинские осмотры в установленном порядке.
Нормальная продолжительность рабочего времени согласно статье 91 Трудового кодекса РФ не может превышать 40 часов в неделю.
В соответствии с Типовой инструкцией по охране труда при работе на персональном компьютере ТОИ Р-45-084-01 [45] продолжительность непрерывной работы с компьютером без регламентированного перерыва не должна превышать двух часов. Продолжительность и частота перерывов зависит от категории работы с компьютером и уровня нагрузки (таблица 8.4).
Согласно статье 92 Трудового кодекса РФ сокращенная продолжительность рабочего времени при проведении работ профессионально связанных с эксплуатацией ПК не предусмотрена.
В соответствии со статьей 108 Трудового кодекса РФ в течение рабочего дня (смены) работнику должен быть предоставлен перерыв для отдыха и питания продолжительностью не более двух часов и не менее 30 минут, который в рабочее время не включается.
Таблица 8.4 – Категории работ с компьютером
| Категории работы с компьютером | Уровень нагрузки за смену при разных видах работ | ||
| А | Б | В | |
| кол-во знаков | кол-во знаков | часы | |
| I | до 20000 | до 15000 | до 2 |
| II | до 40000 | до 30000 | до 4 |
| III | до 60000 | до 40000 | до 6 |
При 8-часовой рабочей смене и работе на компьютере регламентированные перерывы следует устанавливать [42]:
- для I категории работ – через два часа от начала рабочей смены и через два часа после обеденного перерыва продолжительностью 15 минут каждый;
- для II категории работ – через два часа от начала рабочей смены и через 1,5-2 часа после обеденного перерыва продолжительностью 15 минут каждый или продолжительностью 10 минут через каждый час работы;
- для III категории работ – через 1,5-2 часа от начала рабочей смены и через 1,5-2 часа после обеденного перерыва продолжительностью 20 минут каждый или продолжительностью 15 минут через каждый час работы.
Негативное воздействие на человека персонального компьютера заключается в том, что к концу рабочего дня операторы ощущают головную боль, резь в глазах, тянущие боли в мышцах шеи, рук, спины, зуд кожи лица. Со временем это приводит к мигреням, частичной потери зрения, сколиозу, кожным воспалениям и т.д. Результаты показали, что наиболее «рискующими» пользователями ПК являются дети и беременные женщины.
Санитарно-гигиенические требования к помещениям для эксплуатации ПК согласно [7] следующие: рабочие места с ПК требуется располагать во всех помещениях, кроме подвальных, с окнами, выходящими на север и северовосток.
Отделка помещения полимерными материалами производится только с разрешения Госсанэпиднадзора. В образовательных помещениях запрещается применять полимерные материалы (ДСП, слоистый пластик, синтетические ковровые покрытия и т.д.), выделяющие в воздух вредные химические вещества.
Оконные проемы должны иметь регулирующие устройства (жалюзи, занавески). Компьютер нужно установить так, чтобы на экран не падал прямой свет (иначе экран будет отсвечивать, что является вредным для экрана).
Оптимальное положение на работе — боком к окну, желательно левым.
Высота рабочей поверхности стола составляет 725 мм. Модульными размерами рабочей поверхности стола для ПК, на основании которых должны рассчитываться конструктивные размеры, следует считать: ширину 800, 1000, 1200 и 1400 мм, глубину 800 и 1000 мм при нерегулируемой его высоте. Рабочий стол должен иметь пространство для ног высотой не менее 600 мм, шириной – не менее 500 мм, глубиной на уровне колен – не менее 450 мм и на уровне вытянутых ног – не менее 650 мм. Конструкция рабочего стола поддерживает рациональную рабочую позу при работе с ПК, позволяет изменить позу с целью снижения статистического направления мышц шейноплечевой области и спины для предупреждения утомления. Конструкция рабочего стула должна обеспечивать:
- ширину и глубину поверхности сиденья не менее 400 мм;
- регулировку высоты поверхности сиденья в пределах 400-550 мм и углам наклона вперед до 15° и назад до 5°;
- высоту опорной поверхности спинки 30±20 мм, ширину – не менее
380 мм и радиус кривизны горизонтальной плоскости – 400 мм;
- угол наклона спинки в вертикальной плоскости в пределах ±30°;
- регулировку подлокотников по высоте над сиденьем в пределах 230±30 мм и внутреннего расстояния между подлокотниками в пределах 350500 мм.
Клавиатуру следует располагать на поверхности стола на расстоянии 100-300 мм от края, обращённого к пользователю, или на специальной, регулируемой по высоте рабочей поверхности, отделённой от основной столешницы.
Заключение
Для поддержания добычи нефти и газа на прежнем уровне в разработку вводятся все большее количество трудноизвлекаемых запасов. Одним из примеров такого внедрения является нефтяное месторождение М, по мере истощения которого планируется ввод новых кустовых площадок. Пластовая нефть перспективных кустовых площадок будет обладать повышенной вязкостью, является парафинистой и высокосмолистой. Обводненность нефти в процессе эксплуатации увеличивается от 26,9 до 80,8 %.
Для установления условий обеспечения требуемого качества подготовленной нефти:
- проведен расчет состава поступающей на установку подготовки продукции скважин;
- определены оптимальные параметры первой ступени сепарации для разных составов поступающего сырья в 2018 и в 2021 году. Для нефти, поступающей на установку в период 2018–2020 г., не требуется изменения давления первой ступени сепарации. Установлено, что после ввода в разработку новых кустов скважин в 2021 году необходимо снизить давление на первой ступени сепарации до 600 кПа изб, с целью максимизации выхода товарной продукции;
- исследована пропускная способность установки подготовки нефти в зависимости от количества и состава поступающего сырья: для обеспечения требуемого обезвоживания нефти (содержание воды в нефти не более 5 % масс.) и обработки всего объема поступающей продукции скважин предложено ввести в эксплуатацию один дополнительный нефтегазовый сепаратор на второй ступени в 2023 году. Для снижения эксплуатационных затрат на подготовку нефти предложено отключить один сепаратор на третьей ступени в 2028. Расчеты показывают, что именно с 2028 года отключение сепаратора не повлияет на качество и количество подготавливаемой продукции;
- тип предлагаемого сепаратора второй ступени – НГС-3400,
объемом 200 м3 компании ООО НПО «СпецНефтеМаш»;
- рассчитан материальный баланс установки подготовки нефти на протяжении всего периода эксплуатации месторождения. Материальный баланс показывает, что предложенные изменения в действующей технологии обеспечивают требуемое качество подготовленной нефти: массовая доля воды в 2032 году 3,3 %.
Вышеперечисленные изменения действующей технологии позволят получать максимальный выход нефти требуемого качества на протяжении всего периода эксплуатации месторождения.
Рассчитанная эффективность предложенной модернизации с учетом ставки дисконта 15 % составит 488,6 млн. руб.
Список использованных источников
- Баскова М.Л. Анализ развития нефтяной отрасли России / М.Л. Баскова // Материалы Междунар. науч. конф. (г. Москва, июнь 2015 г.) / ред. М.Л. Баскова, 2015. – С. 16–19.
- Селиверстов А. С. Нефтяная промышленность России: состояние и проблемы / Д. Е. Митрофанов, А. А. Буцкая, А. Д. Евстратов, К. А. Николаева // Молодой ученый, 2017. – №6. – С. 295–297.
- Лобиков Н.В. Добыча нефти в Томской области [Электронный ресурс] / Н.В. Лобиков. – М.: Томск кад. б., 2018. URL: https://www.tomsk.kp.ru, свободный. – Загл. с экрана. – Яз. рус. Дата обращения: 03.02.2018 г.
- Маркин А.Н. Нефтепромысловая химия: практическое руководство
/ А.Н. Маркин, Р.Э., Низамов, С.В. Суховерхов. – Владивосток: Дальнаука, 2011. – 288 с.
- Логинов В.И. Обезвоживание и обессоливание нефтей /
В.И. Логинов – М.: Химия, 1979. – 216 с.
- Абрамова А.А. Поверхностные явления и поверхностно-активные вещества: Справочник. / А.А. Абрамова, Е.Д. Щукина. Л.: Химия, 1984. – 392 с.
- Ребиндер П.А., Поверхностные явления в дисперсных системах.
Коллоидная химия: Избранные труды / П.А. Ребиндер – М.: Наука, 1978. – 369 с
- Лутошкин Г.С. Сбор и подготовка нефти, газа и воды / Г.С.
Лутошкин – М.: Недра, 1979, – 319 с.
- Каспарьянц К.С. Проектирование обустройства нефтяных месторождений / К.С. Каспарьянц – Самара: Изд-во Самвен, 1994, – 414 с.
- Кравцов А.В. Технологические основы и моделирование процессов промысловой подготовки нефти и газа: учебное пособие / А. В. Кравцов, Н.В.
Ушева, Е.В. Бешагина, О.Е. Мойзес, Е.А. Кузьменко, А.А. Гавриков – Томск:
Изд-во. ТПУ, 2012. – 128 с.
- Позднышев Г.Н. Стабилизация и разрушение нефтяных эмульсии /
Г.Н. Позднышев – М.: недра, 1982 – 221 с.
- Пелевин Л.А. О классификации и оценке эффективности методов подготовки нефти / Л.А. Пелевин, Г.Н. Позднышев, Р.И. Мансуров,
А.Г. Зарипов // Нефтяное хозяйство. – 1975. – №3. – С.40.
- Воюцкий С.С. Курс коллоидной химии / С.С. Воюцкий – М.: Химия, 1964. – 574 с.
- Карбаинова С.Н. Коллоидная химия: Учебное пособие /
С.Н. Карбаинова – Томск: Изд-во. ТПУ, 2009. – 88 с.
- Сваровская Н.А. Подготовка, транспорт и хранение скважинной продукции: Учебное пособие / Н.А. Сваровская – Томск: Изд. ТПУ, 2004. –
268 с.
- Шишмина Л.В. Сбор и Подготовка продукции нефтяных и газовых скважин / Л.В. Шишмина – Томск: Изд-во. ТПУ, 2002. – 129 с.
- Егорова Е.В. Поверхностные явления и дисперсные системы: Учебное пособие / Е.В. Егорова Ю.В. Поленов – Гос. Хим.: технол. ун-т.
Иваново, 2008. – 84 с.
- Соркин Я.Г. Особенности переработки сернистых нефтей и охрана окружающей среды / Я.Г. Соркин – М., Химия, 1975. – 296 с.
- Закожурников Ю.А. Подготовка нефти и газа к транспортировке:
учебное пособие для СПО / Ю.А. Закожурников – Волгоград: Издательский дом ИН-ФОЛИО, 2010. – 89 с.
- Виноградов В.М. Образование, свойства и методы разрушения нефтяных эмульсий: Метод. Указ / В.М. Виноградов, В.А. Винокуров – М.:
ФГУП Нефть и газ, РГУ нефти и газа имени И.М. Губкина, 2007. – 31 с.
- Гуреев А.А. Разделение водонефтяных эмульсии. Учебное пособие / А.А. Гуреев, А.Ю. Абызгильдин, В.М. Капустин, В.В. Зацепин. -М.: ГУП издво Нефть и газ РГУ Нефти и газа им. И.М. Губкина, 2002. – 95 с.
- Каспарьянц К.С. Промысловая подготовка нефти и газа /
К.С. Каспарьянц. – М. НЕДРА,1973. – 376 с.
- Левченко Д.H. Технология обессоливания нефтей на нефтеперерабатывающих предприятиях / Д.H. Левченко, Н.В. Бергштейн, Н.М. Николаева. – М.: Химия, 1985. – 168 с.
- Маркин А.Н. Нефтепромысловая химия: практическое руководство
/ А.Н. Маркин, Р.Э. Низамов, С.В. Суховерхов. – Владивосток: Дальнаука, 2011. – 288 с.
- Coy C. Реология эмульсий: пер. с англ. / С. Соу // под ред. В.В.
Гогосово, В.И. Николаевского. – М.: Мир, 1975. – 253 с.
- Лутошкин Г.С. Сбор и подготовка нефти, газа и воды /
Г.С. Лутошкин. – М.: ООО ТИД Альянс, 2005. – 319 с.
- Дунюшкин И.И. Сбор и подготовка скважинной продукции нефтяных месторождений / И.И. Дунюшкин – М.: ФГУП Изд-во Нефть и газ РГУ нефти и газа им. И.М. Губкина, 2006. – 320 с.
- Евдокимов И.Н., Лосев А.П. Проблема инверсии в промысловых водонефтяных эмульсиях: традиционные представления и их экспериментальное «обоснование / И.Н. Евдокимов, А.П. Лосев // Бурение и нефть. – 2010. – №3. – С.16–17.
- ГОСТ 12.2.085-2002, п.316 «Правил промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением».
- ГОСТ Р 51858-2002. Нефть общие технические условия. – М.: Изд-
во стандартов, 2002. – 22 с.
- HYSYS Модульные операции / Aspentech. – 2006. –752 с.
- Нормы технологического проектирования объекта сбора, транспорта, подготовки нефти, газа и воды нефтяных месторождений. – М.:
Министерство нефтяной промышленности, 1986. – 93 с.
- Письмо Минфина РФ от 23.05.1994 N 66. О методических рекомендациях по составу и учету затрат, включаемых в себестоимость проектной и изыскательской продукции (работ, услуг) для строительства, и формированию финансовых результатов. – М.: Министерство финансов. – 1994.
– 108 с.
- Федеральный закон. Об обязательном социальном страховании от несчастных случаев на производстве и профессиональных заболеваний от 24.07.1998 N 125-ФЗ. – М.: Государственная дума, 1998. – 43 с.
- Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы. – М.: Государственный строительный комитет. – 1986. – 26 с.
- ГОСТ 12.0.003-74 ССБТ. Опасные и вредные производственные факторы. Классификация. – М.: Изд-во стандартов, 1978. – 5 с.
- ГОСТ 12.1.019 -79 (с изм. №1) ССБТ. Электробезопасность. Общие требования и номенклатура видов защиты. – М.: Изд-во стандартов, 1979. – 5 с.
- ГОСТ 12.1.038-82 ССБТ. Электробезопасность. Предельно допустимые уровни напряжений прикосновения и токов. – М.: Изд-во стандартов, 1987. – 5 с.
- Правила технической эксплуатации электроустановок потребителей и правила техники безопасности при эксплуатации электроустановок потребителей. – М.: Атомиздат, 1971. – 130 с.
- Правила устройства электроустановок. 7-е изд., разд. 1, 6, 7. – М.:
Изд-во НЦ ЭНАС, 2009. – 149 с.
- СанПиН 2.2.1/2.1.1.1278-03. Гигиенические требования к естественному, искусственному и совмещенному освещению жилых и общественных зданий. – М.: Минюст, 2003. – 15 с.
- СанПиН 2.2.2/2.4.1340-03 Санитарно-эпидемиологические правила и нормативы Гигиенические требования к персональным электронновычислительным машинам и организации работы. – М.: Госкомсанэпиднадзор, 2003. –42 с.
- СанПиН 2.2.4.548-96. Гигиенические требования к микроклимату производственных помещений. – М.: Госкомсанэпиднадзор, 1996. – 12 с.
- Постановления Главного государственного санитарного врача Российской Федерации от 03.06.2003 № 118 О введении в действие санитарноэпидемиологических правил и нормативов СанПиН 2.2.2/2.4.1340-03. – М.:
Минюст, 2003. – 32 с.
- ТОИ Р-45-084-01. Типовая инструкция по охране труда при работе
на персональном компьютере. – М.: Минсвязь, 2011. – 4 с.
Приложение Б
(справочное)
Analysis of oil treatment efficiency
with an increase in production at the oil field M (Tomsk region)
Студент
| Группа | ФИО | Подпись | Дата | |||
| 2БМ6Г | Матвеев Е.П. | |||||
| Руководитель ВКР | ||||||
| Должность | ФИО | Ученая степень, звание | Подпись | Дата | ||
| Доцент | Шишмина Л.В. | к.х.н., с.н.с. | ||||
| Консультант-лингвист отделения иностранных языков ШБИП | ||||||
| Должность | ФИО | Ученая степень, звание | Подпись | Дата | ||
| Доцент | Уткина А.Н. | к.фил.н. | ||||
1. Literature review
1.1 Basic oil field processing scheme
The building blocks of a simplified processing scheme are shown in figure 1.
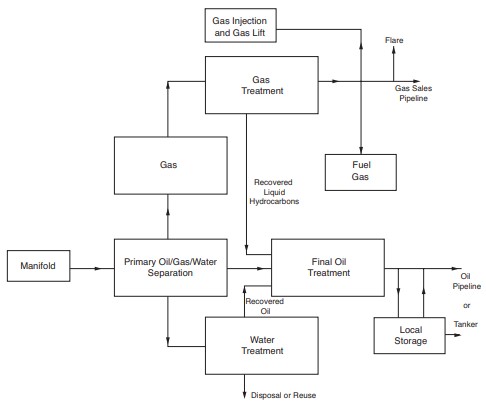
Figure 1 – A basic oilfield process scheme
The reservoir fluids are produced to surface at the wellhead followed by separation into the oil, gas and water phases. Each phase is then treated individually to reach the sales specification.
- The oil content of the produced water is reduced to a level suitable for disposal. Any oil recovered during this water «clean up» stage is returned to the oil system for further treatment and eventual export.
- The separated gas is treated to sales specification by reducing its water and liquid hydrocarbon content. Other contaminants, such as carbon dioxide and/ or hydrogen supplied, are often removed at the same time.
- The recovered liquid hydrocarbons are often added to the crude oil stream which is being exported by pipeline or tanker. Alternatively, the recovered liquid hydrocarbons may be are injected into the sales gas stream followed by transport by a pipeline for later (onshore) separation
- The gas associated with the oil production must be used at the time of production. Typical options include export via the sales gas pipeline, use as fuel for electrical power generation that can be used locally or exported, as gas-lift gas, reinjection into the reservoir or flared. Many fields have excess gas in their early to midlife periods. This excess gas can be exported if a gas pipeline is available. Further, this pipeline allows the field to import gas when the field is «gas-short» during the latter, mature or decline phase of its life.
- The crude oil is transported by pipeline or tanker (sea, road, or rail) after being treated to the appropriate specifications. The latter option requires larger, local storage volumes than when export is by pipeline.
Processing Conditions
The process equipment design and the materials of construction are determined by: Fluid Quality. Wellhead pressure and temperature of the produced reservoir fluid. These change dramatically over the lifetime of the field.
Fluid Properties. The properties of the crude oil are analyzed in the laboratory, and phase equilibria (“PVT”) properties are determined. This aspect is discussed in detail in the Reservoir Engineering module. Hydrocarbon mixtures can be classified into five main types based on these phase equilibria properties.
The hydrocarbon fluid properties along with the wellhead pressures determine the number of separation stages and the process conditions under which the oil/gas/water separation is carried out.
The similarity of the crudes developed from the many fields means that they can be piped to the coastal terminal in a “common carrier” pipeline. The lower the specific gravity (the higher the API gravity), the greater the market value of the crude due to the increased yield in high value, refined products. Economics thus dictate that denser, more viscous, lower API gravity crudes – such as that produced by the Alba field – have to be exported separately via a shuttle tanker, even when a “common carrier” pipeline with sufficient free capacity is available. This is to protect the value of the other crude streams using the pipeline since their value would be reduced on mixing with the high density crude oil.
1.2 Process plant metalurgy
Maximum producing wellhead temperature and pressures along with the presence of corrosive components (e.g. carbon dioxide, hydrogen sulphide, saline formation waters) determine the specification (metallurgy) of the process equipment. Process conditions can be modified so that a more economical construction metallurgy can be used:
•Inlet temperatures can be reduced by cooling in a heat exchanger. Seawater is available in large quantities as a cheap, cooling medium for offshore operations.
- Pressures can be reduced by a choke or other type of pressure reduction value.
- Corrosively can be reduced by the injection of corrosion inhibitors. These are a mixture of chemicals injected into the process stream at a low dosage level which coat the metal surfaces, reducing their susceptibility to corrosive attack.
- Corrosively can be reduced by the injection of corrosion inhibitors. These are a mixture of chemicals injected into the process stream at a low dosage level which coat the metal surfaces, reducing their susceptibility to corrosive attack.
1.3 Separator
Separators form the heart of the production process. There are two basic types:
- Gravity separators which depend on the density difference between the phases to be separated.
- Centrifugal separators in which the effect of gravity is enhanced by high velocity rotation of the fluids.
Horizontal gravity separators are essentially large cylindrical pressure vessels up to 5m in diameter and 20m long. They are used for either 2-phase (liquid/gas)separation, or 3-phase (water/oil/gas separation). They are normally mounted in a series of 2, 3 or even 4 separators (figure 2) with inlet and outlet under pressure control. The separators can also be mounted vertically.
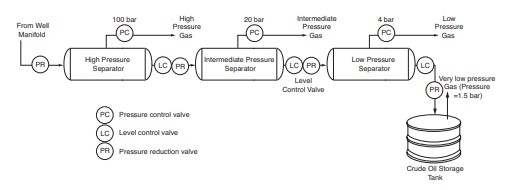
Figure 2 – Simplified 3-stage, two phase (gas / liquid) separation Gravity separators (figure 3) consist of an:
- Inlet section with momentum breaker/inlet deflector to rapidly reduce the inlet liquid velocity; hence helping disengage free gas.
- Gravity settling section, typically sized so that:
- 2-phase separators: sufficient gas phase residence time such that liquid droplets of 100 mm will separate from the gas.
- 3-phase separators: asfor2-phase separators plus sufficient oil phase residence time such that 500 mm water droplets will settle into the water phase. The separated water phase will typically contain 500 ppm dispersed oil, hence requiring further treatment before disposal.
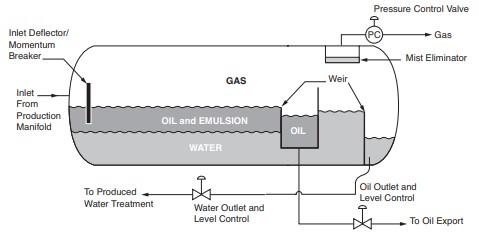
Figure 3 – Three phase, horizontal separator
The above criteria are based on settling theory. Alternatively, experiment may be carried out to measure the rate of oil/water separation (figure 4). The initially produced intimate oil and water mixture (emulsion) separates into a lower, «clean» (or low oil content) water layer and an upper, «dry» (or low water content) oil layer with a (more persistent) emulsion layer in-between.
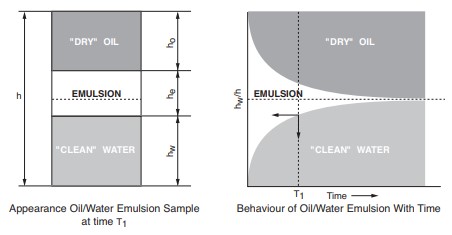
Figure 4 Separation of oil and water from an emulsion
(c) Gas outlet with mist extractor. One mist extractor design is a wire pad of thin stainless steel wire wrapped in a cylinder. It is designed to remove liquid droplets between 10 mm and 100 mm from the gas phase. These droplets impinge on the wire, coalesce and flow down in to the liquid phase. Efficient operation depends on operating the separator with the correct gas velocity:
- Too high gas velocity–liquid drops are “eroded” from wire and are reentrained in the gas stream.
- Too low liquid velocity – liquid drops drift past mesh without impinging.
- A gas scrubber is employed if larger droplets (up to 500 mm) have to be removed since a mist eliminator would flooded with this level of liquid loading.
(d) Liquid outlet under level control to evacuate the liquid or the separated oil and water phases (2 or 3-phase separators respectively). The outlet is usually equipped with a vortex breaker to prevent re-entrainment of gas in the liquid.
Horizontal Separators
Horizontal separators are most suited to separation of large volumes of gas from liquid. Compared to vertical separators they:
•Have a larger interface area, giving better foam/emulsion handling characterization.
•Have a larger «footprint».
•Require a more complex jet wash system if solids have to be removed from a larger surface area.
•Have a lower surge capacity i.e. reduced ability to deal with uneven, inlet flow.
Vertical Separators
Vertical separators (Figure 5) are preferred for the separation of gas from large volumes of liquid. Compared to horizontal separators they are:
- Good for uneven, surging inlet flow due to their greater height.
- The oil/gas and oil/water interface level control is less critical for the same reason.
- Tend to be larger than their horizontal equivalent for the same separation capacity.
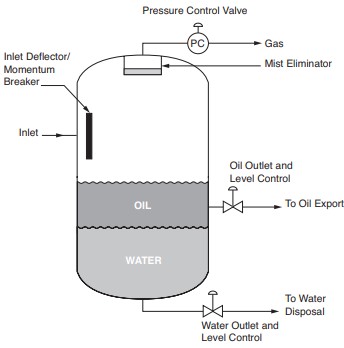
Figure 5 – Vertical, three phase separator
Operational production problems with gravity separators
The process equipment used in platform operations is designed to achieve the required product specifications using standard chemical engineering design procedures. However, operational problems can be encountered if allowance is not made for the fact that we are not processing “pure” fluids and that the fluid flow rates composition and qualities will vary over the life of the field. The complex mixture that makes up the produced hydrocarbon contains many minor components that cause:
Foaming. Foam (semi-stable gas bubbles at the oil/gas surface) prevents the gas disengaging quickly from the liquid surface. A de-foaming chemical (a surfactant) is injected at a low concentration to overcome this problem. An effective defoamer coupled with a mist eliminator will remove liquid droplets larger than 100 mm from the gas stream.
Solids Low concentrations of solids are frequently produced to surface with the well fluids. They represent a large absolute solid volumes even if present in a low concentration due to the large volumes of produced fluid. These solids range from
“fines” (micron sized clay particles which can flow through the formation pore throat structure) to individual sand grains or even larger “lumps” of formation. These solids collect in the bottom of the separators where they reduce fluid residence time and the separation efficiency. This can also cause corrosion in the stagnant fluid. They have to be regularly removed. Water jets are mounted at the bottom of the tank. Their jetting action re-suspends the solids and transports them to a holding tank for removal of any oil and ultimate disposal. Alternatively, manual removal of the solid deposit is required.
Several other solid phases can appear in the separators and the other components parts of the production system. These include:
- Scale. These are formed by the mixing of incompatible waters {e.g. barium sulphate from mixing sea water (sulphate source) and produced water (source of barium). Alternatively pressure/temperature changes (e.g. to calcium carbonate scale)}. Scale deposition can be controlled by the addition of a scale inhibitor.
- Wax. Cooling of the crude oil in the production system may result in part of the paraffin content precipitating as a solid wax. This is avoided by preventing the crude cooling below the wax appearance temperature or cloud point. The temperature at which wax deposition occurs can be controlled to some extent by the use of wax inhibitors
- Asphaltenes. Pressure reduction can lead to the precipitation of asphaltenes from some crude oils.
Emulsion Momentum breakers and corrugated plate settling packs are installed within the separator to promote oil droplet coalescence and separation. However, emulsion separation may not be sufficiently complete within the residence time available in the primary separator. This depends on the chemical properties of the crude oil/water system (see section 3) and the extent of shear that the fluids have been subjected to during the production process. Heating the more viscous crude oils will speed the separation of water droplets from the oil as well the addition of emulsion breaking chemicals; together with acceptance of reduced oil and water quality being passed to the subsequent separation stages. Reverse emulsion breakers can be employed for treating water-in-oil emulsions.
Surging Flow. The primary separator provides pressure control on all three (gas/oil/water) outlets. It controls residence time via the oil/water level controls. Production wells frequently do not produce fluid at a constant even flow rate. Thisis due to the length and topology of the production tubing and flow lines. These problems are accentuated by incorrectly set gas lift (well heading) as well as the long flow lines associated with subsea wells. The separation system must be capable of dealing with the resulting high, instantaneous feed rates which can cause the levels to increase above their normal, operating values. The control system needs to be suitably adjusted to deal with this.
Production Chemicals. In addition to those already discussed, other production chemicals used include biocides, corrosion inhibitors. Figure 6 is a typical example of where they might be used in a oil/gas/water separation system.
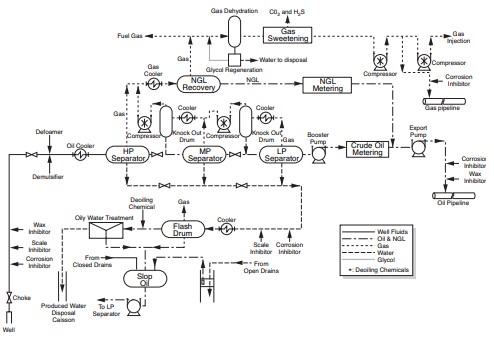
Figure 6 – Typical Oil/Gas/Water process scheme
Miscellaneous Processes and Comments A fresh water wash may be required to reduce the salt content of the crude oil to the sales specification value if the formation water has a high salt content. This involves mixing the crude with the water followed by subsequent separation.
The main separation train may be twinned (i.e. two separation trains of equal capacity) to increase the reliability (uptime) of the separation facility. A smaller test separator will also be installed to allow individual well rates to be measured as part of the field monitoring programmer. The test separator may be ommitted if a multiphase flow meter is available.
1.4 Test separator
The production from each well has to be regularly measured accurately as part of the field’s well surveillance programme (figure 7). Accurate three phase flow meters have only recently become available. Traditionally a small three phase separator (the test separator) has been used for this purpose. Here, the well production is split into its constituent phases (oil/water/gas) and the flow rates of each measured separately with conventional orifice meters. The oil and water flows are recombined for further processing.
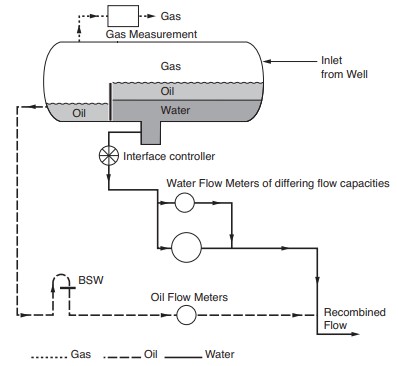
Figure 7 – A test separator
Multi phase flow meters are now becoming reliable. This is reducing the need to install a test separator (platform space and weight saving) as well as the need to install a second (test) pipeline in subsea field developments between the manifold and the host facility.
1.5 Compressors
The gas liberated from the produced fluids must be delivered to the export pipeline at the specified pressure. It is flashed from the produced liquid at a variety of pressures during the production process. A number of gas compressors rather than one large one is used to recompress the gas to the export pipeline pressure. Minimising the compression power requirements while maximising the liquid recovery (determined by the thermodynamics of the produced fluids), will dictate that the gas from each oil separation stage is compressed to the operating pressure of the previous stage (figure 8).
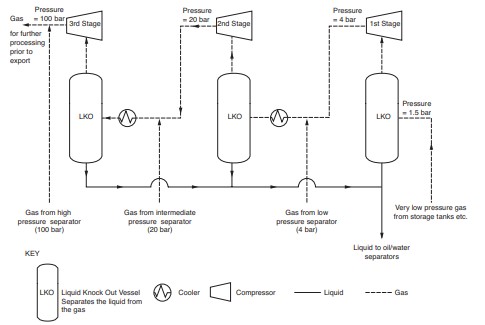
Figure 9 – Schematic 3-stage compression scheme Theprimemoverorenginechosentopowerthecompressordependsonthecompress or’s location and the power required. Gas turbines, diesel engines and electric motors are all frequently employed.
Centrifugal and positive displacement reciprocating compressors are both commonly used in oil field applications. Both compressor types are susceptible to damage by liquid droplets, hence the presence of the liquid knockout vessels prior to each compressor.
Centrifugal compressors are large, complex machines that contain internals that rotate at high velocities. They are much more difficult to install and maintain than crude oil or water pumps.
1.6 Oil export
The volume of oil being exported has to be measured to the highest accuracy. This measurement not only defines the projects product and cash flow but also involves both fiscal(tax/royalty etc.) and intercompany transfer (e.g.toa “common carrier” pipeline).
Turbine flow meters – which work by measuring the number of times that the flowing oil revolves a paddle or turbine placed in the oil flow path – have a high, intrinsic accuracy. However, they have to be calibrated (or “proved”) at regular intervals. 5 to 10 smaller capacity turbine flow meters are used in parallel rather than a single, large meter.
Oil export depends on efficient pipeline operation. The pipeline requires regular cleaning by a “pig”. This removes settled sand or stagnant water which collects at low points in the pipeline. The pig also maintains the pipeline’s full diameter to flow by removing wax and other deposits. The “pig” may be in the form of a sphere to displace fluids or a cylinder with brushes to scrape the inside surface of the line. Alternatively it may have “intelligence” in that it can inspect the pipeline condition and record the results for later replay. The “intelligent” pig uses similar techniques as employed for well (tubing) condition monitoring {e.g. mechanical arms to “feel” for corrosion pits and grooves or acoustic wall thickness measurement devices etc.} As an aid to recovery, the pig often contains a transmitter so that their position can be pinpointed if they become stuck in the pipeline.
The pig is “launched” into the pipeline using a pig launcher (figure 10). This is an oversize barrel with end closure, pressure gauge, venting and purging system to allow any hydrocarbons present in the “launcher” to be depressurized and disposed of in a safe manner. Opening of any pressurized lines which could potentially contain hydrocarbons is a hazardous operation which requires proper attention to safety and environmental aspects.
A pig “signaler” is built into the launcher. This confirms the successful launch of the pig into the pipeline. A duplicate of this equipment is installed at the receiving end of the pipeline to record the arrival of the pig and to allow its safe removal from the pipeline. This is called the Pig Receiver.
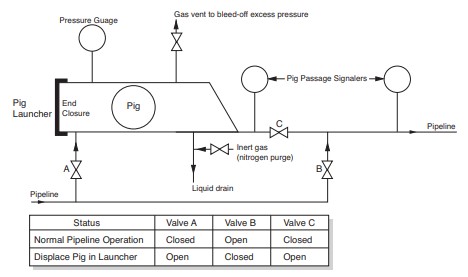
Figure 10 The Pig Launch System